Изобретение относится к переработке полосового проката и может быть использовано при производстве гнутых профилей из относительно тонкой и неширокой полосовой заготовки.
В качестве заготовки для таких профилей обычно используется рулонная полосовая сталь, которая перед профилированием разрезается на мерные длины ножницами того или иного типа, установленными непосредственно в линии профилегибочного агрегата. Режущие устройства этих агрегатов описаны, например, в книге под ред. Тришевского И.С. Производство гнутых профилей (оборудование и технология). М.: Металлургия, 1982, с. 132-144. Для порезки заготовки перед профилированием могут применяться летучие ножницы, в частности барабанные, содержащие верхний и нижний барабаны.
Прорезание середины полосовой стали для производства гнутых профилей применяют с целью уменьшения концевых дефектов профилей (обратная разгибка вертикальных элементов), которые особенно проявляются при поштучном профилировании. Сущность предварительного прорезания середины формуемой полосы состоит в том, что полоса разрывается за счет тянущего усилия валков стана в заранее заданный момент (в нужном межклетевом промежутке), что обеспечивает отсутствие указанных дефектов профилей.
Известны барабанные летучие ножницы конструкции УЗТМ для поперечной резки стальной полосы шириной до 1500 мм и толщиной 0,6-2,0 мм, описанные в книге Королева А.А. Конструкция и расчет машины и механизмов прокатных станов. М.: Металлургия, 1985 г., с.264 и рис. VIII.5 и VIII.6.
Эти ножницы содержат верхний и нижний барабаны разных диаметров с несимметричными относительно вертикальной осевой плоскости барабанов поперечными сквозными пазами для установки ножей и регулировочных клиньев и характеризуются тем, что верхний нож выполнен шевронным. Недостаток конструкции описанных барабанных ножниц - невозможность прорезания с их использованием только середины полосы, что делает невозможным вышеописанное устранение концевых дефектов гнутых профилей.
Наиболее близким аналогом по своей технической сути являются известные барабанные летучие ножницы, на барабанах которых установлены ножи, профиль режущих кромок которых выполнен таким образом, что расстояние от осевого сечения ножниц до точек режущих кромок уменьшается от середины ножей к их краям (SU, авт. св. N 1803280, кл. B 23 D 25/12, опубл. 1993 г.).
Недостатком известных барабанных ножниц является невозможность производить прорезание только середины полосы, что исключает устранение концевых дефектов гнутых профилей.
Технической задачей изобретения является повышение качества геометрии гнутых профилей с вертикальными элементами.
Поставленная задача достигается тем, что в летучих барабанных ножницах, содержащих барабаны заданных диаметров с установленными в них ножами, профили режущих кромок выполнены так, что расстояние от оси барабана до точек режущих кромок уменьшается от середины ножей к их краям. Режущие кромки выполнены прямолинейными, а угол их наклона равен α = 4-5o, при этом ножи установлены с перекрытием. Максимальная величина перекрытия определяется по формуле  , где b - заданная ширина подрезки стальных полос, h - толщина надрезаемой полосы.
, где b - заданная ширина подрезки стальных полос, h - толщина надрезаемой полосы.
Сущность технического решения заключается в изменении конфигурации обоих ножей - верхнего и нижнего. Заявляемая форма ножей обеспечивает качественный надрез полосы без увеличения усилия реза. Кроме того, треугольная форма ножей позволяет за счет изменения величины их перекрытия изменять ширину надрезаемой средней части.
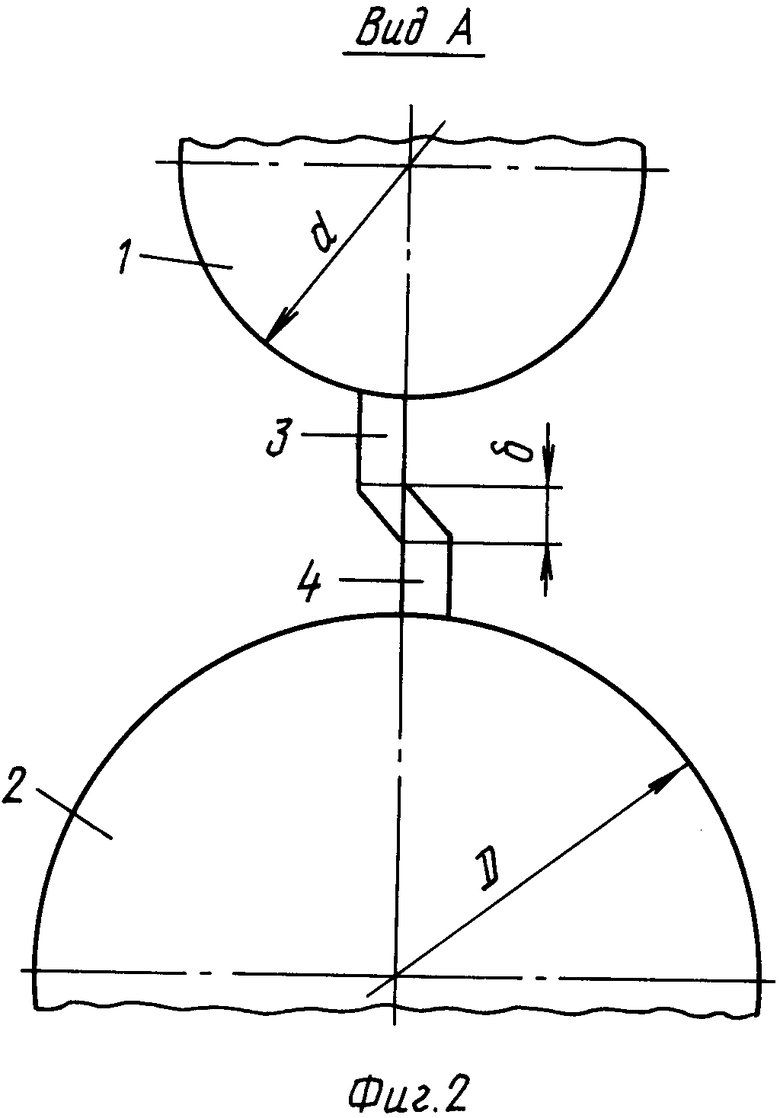
Летучие барабанные ножницы схематично изображены на фиг.1; на фиг. 2 - вид по стрелке А на фиг.1.
Ножницы содержат верхний 1 и нижний 2 барабаны разных диаметров (d<D), что необходимо для расширения диапазона длин штанг. В пазах барабанов с помощью клиньев закреплены верхний 3 и нижний 4 ножи треугольной формы, установленные с перекрытием δ. Угол наклона режущих кромок ножей к горизонтали (к осям барабанов) - α, ширина ножей - B.
Перед эксплуатацией ножниц величина  устанавливается в зависимости от требуемой ширины b надреза средней части формуемой полосы и ее толщины h, причем всегда b<B. Надрез середины полосы осуществляется при совмещении ножей, которое происходит через неодинаковое число оборотов каждого барабана, т.е. расстояние между надрезами и, следовательно, длина штанг больше, чем πD. Затем при прохождении полосы через профилегибочный стан осуществляется разрыв "целых" краевых ее участков в заданном межклетевом промежутке.
устанавливается в зависимости от требуемой ширины b надреза средней части формуемой полосы и ее толщины h, причем всегда b<B. Надрез середины полосы осуществляется при совмещении ножей, которое происходит через неодинаковое число оборотов каждого барабана, т.е. расстояние между надрезами и, следовательно, длина штанг больше, чем πD. Затем при прохождении полосы через профилегибочный стан осуществляется разрыв "целых" краевых ее участков в заданном межклетевом промежутке.
Крепление ножей на барабане осуществляется известным способом с применением клиньев.
Опытную проверку заявляемого устройства производили на профилегибочном агрегате 2-8х100-600 ЗАО "Прокат - гнутый профиль" при разделении на мерные длины предварительно надрезанной сформованной заготовки толщиной 3-6 мм и шириной 150-580 мм из сталей с пределом прочности σВ до 47 кгс/мм2. С этой целью заготовка надрезалась посередине ножницами описанной конструкции и профилировалась с последующим разрывом в заданном промежутке клетей.
При использовании предлагаемых ножниц отсортировка по концевым дефектам не наблюдалась.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩЕЕ УСТРОЙСТВО | 1996 |
|
RU2103118C1 |
| БАРАБАННЫЕ ЛЕТУЧИЕ НОЖНИЦЫ | 1996 |
|
RU2103117C1 |
| СПОСОБ ПОРЕЗКИ ГНУТЫХ КОРЫТНЫХ ПРОФИЛЕЙ И ИНСТРУМЕНТ ЛЕТУЧИХ НОЖНИЦ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2063310C1 |
| ТЯНУЩЕ-РЕЖУЩИЙ БЛОК ПРОФИЛЕГИБОЧНОГО АГРЕГАТА | 2000 |
|
RU2188100C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ НА ПОЛУНЕПРЕРЫВНОМ СТАНЕ | 1997 |
|
RU2107570C1 |
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ | 1995 |
|
RU2078632C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1998 |
|
RU2147955C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1997 |
|
RU2115499C1 |
| СПОСОБ ПОПЕРЕЧНОЙ РЕЗКИ ГОФРИРОВАННЫХ ПОЛОС ТОЛЩИНОЙ 3 - 5 ММ С ТРАПЕЦИЕВИДНЫМИ ГОФРАМИ | 2006 |
|
RU2313425C2 |
| СПОСОБ ПРОДОЛЬНОГО РОСПУСКА ПОЛОСОВОЙ СТАЛИ | 2006 |
|
RU2307008C1 |
Изобретение относится к отделке полосового проката, в частности к подрезке заготовки для профилирования. Летучие барабанные ножницы содержат барабаны 1, 2 с установленными в них ножами 3, 4. Профили режущих кромок ножей 3, 4 выполнены прямолинейными, а угол их наклона от середины к их краям равен α = 4 - 5o. Ножи установлены с перекрытием. Максимальная величина перекрытия определяется по формуле δ = b•tgα-(h/2), где b - заданная ширина подрезки стальных полос, h - ширина надрезаемой полосы. Технический результат заключается в повышении качества геометрии гнутых профилей с вертикальными элементами. 2 ил.
Летучие барабанные ножницы, содержащие барабаны заданных диаметров с установленными в них ножами, профили режущих кромок которых выполнены так, что расстояние от оси барабана до точек режущих кромок уменьшается от середины ножей к их краям, отличающиеся тем, что режущие кромки от середины до краев выполнены прямолинейными, угол их наклона к осям барабанов α равен 4 - 5o, при этом ножи установлены с перекрытием, а максимальная величина δ их перекрытия определяется по формуле
где b - заданная ширина подрезки стальных полос;
h - толщина надрезаемой полосы.
