(21)3921039/25-27
(22)29.05.85
(46) 07.03.88. Бюл. № 9 (72) Д.Н.Шапотин, И.И.Басалаев, А.С.Шинкаренко, А.В.Расторгуев и В.Э.Готфрид
(53)621.791.75(088.8)
(56)Шуралев М.В. и др. Отделка проката. - М.: Металлургиздат, 1963,
с. 109.
Васильев Н.В. Газоэлектрическая резка металлов. - М.: Машгиз, 1963, е. 24.
Патент США № 3352997, кл. 219-123, 14.11.67.
(54)СПОСОБ ДУГОВОЙ ЗАЧИСТКИ МЕТАЛЛА
(57)Изобретение относится к металлургии, точнее - к зачистке поверхностных дефектов прокатных заготовок
Б адъюстажных отделениях металлургических заводов. Цель изобретения - повышение производительности и качества зачистки. В способе дуговой зачистки металла на дугу воздействуют неоднородным управляющим магнитным полем с радиальной и продольной составляющими. Соотношение величин модулей градиентов индукции радиальной и продольной составляющих магнитного поля устанавливают в пределах 100-200:10-27. В результате воздействия на дугу неоднородного магнитного поля дуга горит устойчиво, обеспечивается равномерное расплавление поверхности обрабатываемой детали, следствием чего является повышение качества зачистки. 2 ил., 1 табл.
(О
сл
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ДУГОВЫМ РАЗРЯДОМ В ВАКУУМЕ | 1998 |
|
RU2144096C1 |
| ПЛАЗМЕННЫЙ ИСТОЧНИК ИОНОВ | 2008 |
|
RU2371803C1 |
| Способ формирования пучка ионов плазмооптического масс-сепаратора и устройство для его осуществления | 2017 |
|
RU2681524C1 |
| УСТАНОВКА ДЛЯ ПЛАЗМЕННОЙ ОБРАБОТКИ БЕСКОНЕЧНОГО МАТЕРИАЛА | 2006 |
|
RU2402098C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1994 |
|
RU2087283C1 |
| СПОСОБ РАЗМАГНИЧИВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ МАГНИТОМЯГКИХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2335819C2 |
| ВАКУУМНО-ДУГОВОЙ ИСТОЧНИК ПЛАЗМЫ | 1994 |
|
RU2072642C1 |
| Способ сварки магнитоуправляемой дугой | 1990 |
|
SU1817742A3 |
| Способ дуговой сварки | 1976 |
|
SU647075A1 |
| ВАКУУМНО-ДУГОВОЙ ИСТОЧНИК ПЛАЗМЫ | 2012 |
|
RU2482217C1 |
со
00 сл
Изобретение относится к металлургии, а именно к зачистке поверхностных дефектов прокатных заготовок в адъюстажных отделениях металлургических заводов.
Цель изобретения - повышение производительности и качеств а зачистки.
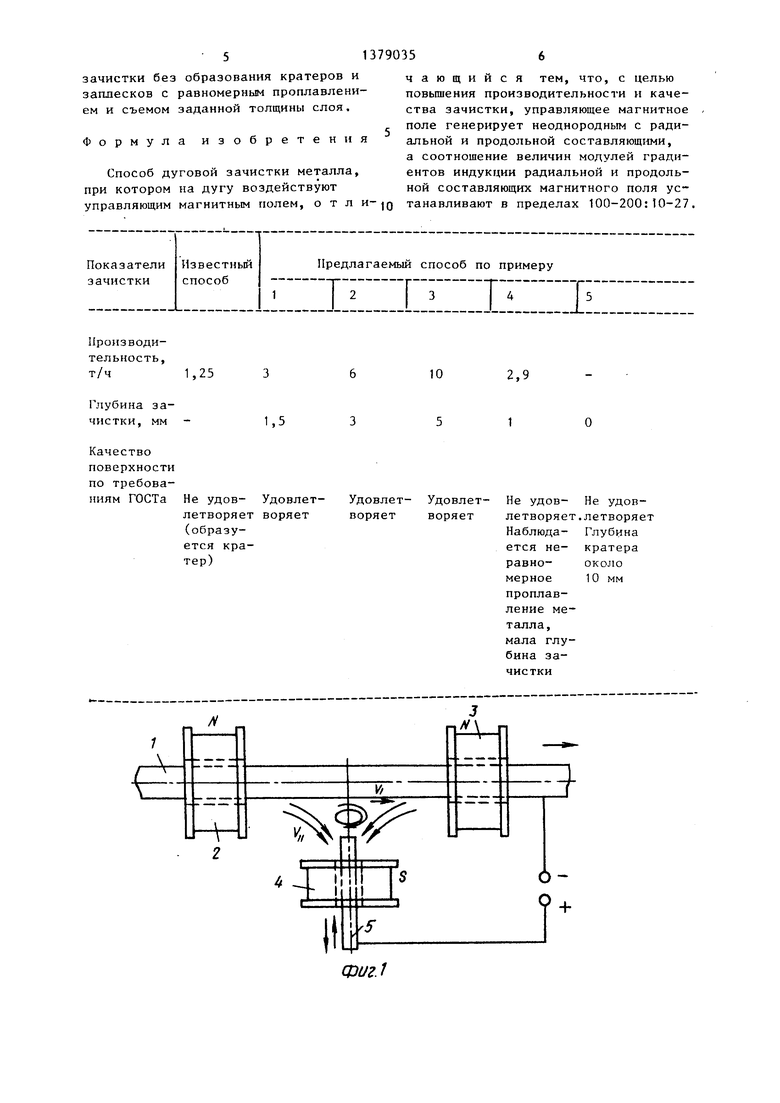
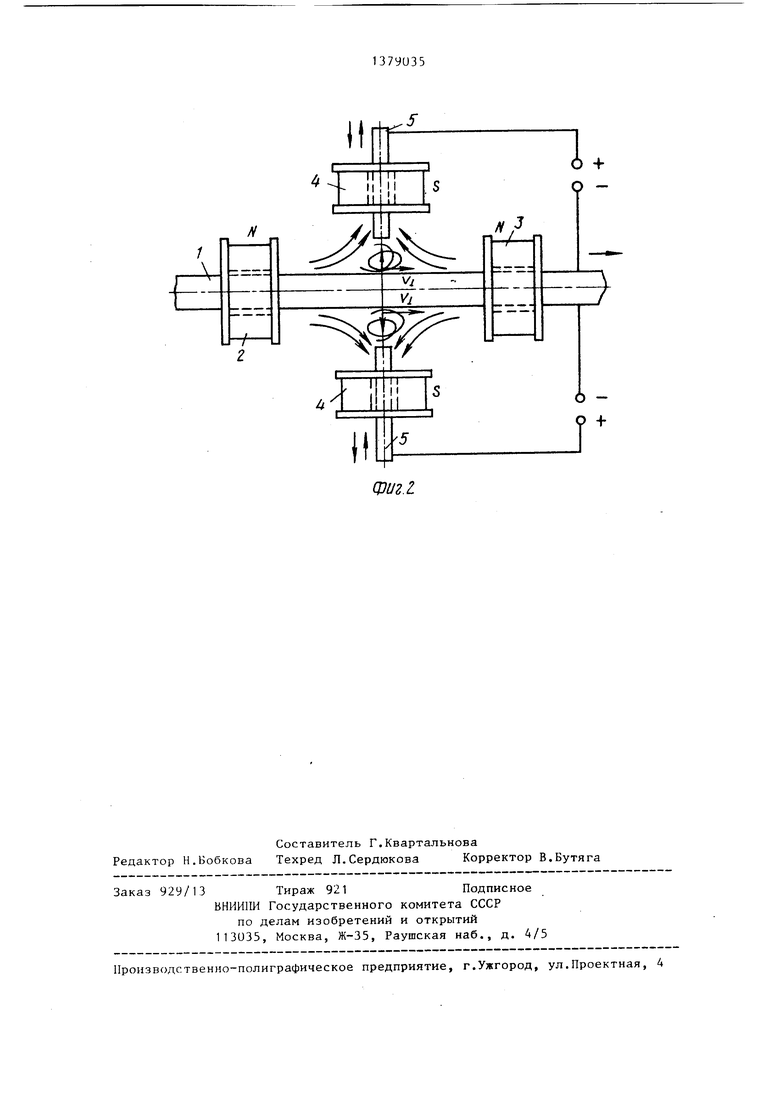
На фиг. 1 показана схема односторонней зачистки заготовки; на фиг.2 схема двусторонней, зачистки заготовки.
Способ состоит в том, что дугой, на которую воздействуют управляющим магнитным полем, выплавляют дефекты, а расплавленньцЧ металла выдувают, например, сжатым воздухом. В качестве управляющего магнитного поля используют неоднородное магнитное поле с радиальной и продольной составляющими, соотноше)П1е величин модулей градиентов индукции которых устанавливают в пределах 100-200:10-27.
При соотношении модулей градиентов менее или более соотношения 100- 200:10-27 наблюдается образование неустойчивой электрической дуги, следствием чего является неравномерное проплавление поверхности защищаемого металла, т.е. получается некачественная зачистка, производительность которой снижается.
При воздействии на электрическую дугу неоднородным магнитным полем, индукция которого плавно возрастает от поверхности защищаемой заготовки к электроду, свободные электроны ду ги закручиваются, при этом перпендикулярная составляющая скорости Vj возрастает, а параллельная составляющая скорости V|, уменьшается. В результате происходит отражение потока свободных электронов от магнитного зеркала неоднородного поля, что дает улучшение качества зачистки за счет равномерного расплавления по- верх)юсти металла, формирование устойчивой дуги по форме электрода.
Зачистку металла осуществляют следующим образом.
Обрабатываемое изделие 1 пропускают с определенной скоростью через радиальное магнитное поле с индукцией В , образованное северными полюсами солено1щов 2 и 3. В промежутке между соленои41ами создают продольное магнитное поле с индукцией В„, образованное южным полюсом соленоида А. Силовые магнитные ли}1ии продольного
(1)
магнитного поля направлены параллельно электроду 5. В результате взаимодействия радиального и продольного магнитных полей образуется неоднородное магнитное поле, индукция которого плавно возрастает от поверхности защищаемой заготовки 1 к электроду 5
.с магнитньш момент Лармовско го кружка М постоянный, то при приближении свободных электронов дуги, на которые действуют силы Ло ренца, закручивая их с циклотронными частотами .
тС
где со циклотронная частота; е - заряд электрона; В - индукция; m - масса электрона;
С - скорость света, по Лармовским спиралям с рад,иусом
Р 1где J - радиус Лармовской спирали; V, - перпендикулярная составляющая скорости;
Q - циклотронная частота, к сильному магнитному полю электрода
перпендикулярная составляющая скорости V, движения свободных электронов возрастает, а параллельная составляющая скорости V|| уменьшается (в пределе стремится к О) . В результате
происходит отражение потока свободных электронов дуги от магнитного зеркала неоднородного поля. Такой эффект получается при подводе - источника питания к зачищаемому изделию 1 за соленоидом по ходу движения заготовки, а + источника питания на электрод 5 при соотношении модулей градиентов индукции радиального и продольного магнитных полей,
поддерживаемых в пределах 100-200: : 10-27. В результате этого дуга становится устойчивой и деформированной по форме электрода.
Пример 1. Зачистку заготовки
сечением 80x80 мм производят неплавящимся электродом прямоугольной формы сечением 20x90 мм. В качестве источника питания электрической дуги используется сварочный выпрямитель.
Катушки прямоугольного сечения, внутри которых проходит заготовка, установлены друг от друга на расстоянии 500 мм, а катушка А (фиг. 1) установлена между ними перпендикулярна на
расстояние 280 мм от оси заготовки. Электромагниты эапитаны от стандартных выпрямителей таким образом, что магнитные поля, образованные катушками 2 и 3, направлены северными полюсами встречно, а катушка 4 - южным полюсом к ним. Перед зачисткой пропускают ток через электромагнитные катушки 2 - 4. В продольном магнит- ном поле катушки 2-4. В продольном магнитном поле катушки 4 расположен электрод 5. Затем включают источник питания и подводят электрод к зачищаемой заготовке до зажигания между ними дуги напряжением 60 В и током дуги 1500 А, на которую воздействуют неоднородным магнитным полем, полученым наложением магнитных полей: радиального, созданного северными полюсами катушек 2 и 3 с модулем градиента индукции 100 мТл, и продольного, образованного южным полюсом катушки с модулем градиента индукции 10 мТл. При этом поверхность заготовки равномерно прогревается, расплавляется, зачищается на глубину 1,5 мм и автоматически перемещается со скоростью 0,03 м/с на токоподвод. Производительность зачистки достигает 3 т/ч. Качество зачищаемой поверхности удовлетворяет требованиям ГОСТа.
И р и м е р 2. Зачистку заготовки производят того же сечения тем же электродом, что в примере 1, тот же источник пита)ия, катушки, электромагниты и выпрямители, их установка, соединение и питание. Через катушки пропускают ток при скорости движения заготовки 0,06 м/с. Напряжение на дуге, возникающее между электродом и заищщаемой заготовкой, достигает 65 В и ток дуги 2200 А, а модуль градиента индукции налагаемых магнитных полей: радиального выдерживают равной 150 мТл, а продольного 15 мТл. При этом глубина зачистки достигла 3 мм, а производительность зачистки 6 т/ч. Качество зачищаемой поверхности удовлетворяет требованиям
П р и м е р 3. Условия проведения и оборудование для зачистки заготовки те же, что и в примере 1. Скорост перемещения заготовки до О,1 м/с напряжение на дуге, возникающее между электродом и зачищаемой заготовкой, до 70 В и ток дуги до 2800 А. Величину модуля градиента индукции налагаемых магнитных полей: радиаль10
15
0
5
0
5
0
5
0
5
ного выдерживают равной 200 мТл, а продольного 27 мТл, при этом глубина зачистки достигала 5 мм, а производительность зачистки 10 т/ч. Качество поверхности удовлетворяет требованиям ГОСТа.
П р и м е р 4, Условия проведения способа и оборудование для зачистки заготовки те же, что и в примере 1. Скорость перемещения заготовки 0,03 м/с и напряжение на дуге, возникающее между электродом и зачищаемой заготов-- кой, 60 В и ток дуги 1500 А, на которую в оздействуют неоднородным магнитным полем, полученным наложением магнитных полей: радиального с модулем градиента индукции 50 мТл и продольного с модулем градиента индукции 5 мТл, При этих параметрах электрическая дуга неустойчива и не формируется по форме электрода, следствием чего является неравномерное про- плавление зачищаемого металла, т.е. получается некачественная зачистка и снижается производительность, кроме этого, мала глубина зачистки (около 1 мм), что недостаточно для устранения поверхностных дефектов. Качество зачистки поверхности не удовлетворяет требованиям-ГОСТа.
Приме р 5. Условия проведения способа и оборудование для зачистки заготовки те же, что в примере 1. Скорость перемещения заготовки О,1 м/с и напряжение на дуге, возникающее между электродом и зачищаемой заготовки, 70 В, ток дуги до 2800 А. Величина модуля градиента индукции налагаемых магнитных полей: радиального 250 мТл, продольного 35 мТл. Происходит сильное сжатие дуги и нарушение ее формирования по форме электрода. Следствием этого является образование кратера у основания дуги на поверхности зачищаемой заготовки, что отрицательно сказывается на качестве зачистки. Показатели качества заготовок по известному и предлагаемому способам сведены в таблицу.
Как вкдпо из примеров 1 - 3 максимальная производительность способа и высокое качество зачистки поверхности заготовок получены при соотношении модулей градиентов индукции радиального и продольного магнитных полей в пределах 100-200:10-27,
Способ позволяет повысить производительность процесса и качество
зачистки без образования кратеров и заплесков с равномерным проплавлени- ем и съемом заданной толщины слоя.
Формула изобретения
Способ дуговой зачистки металла, при котором на дугу воздействуют управляющим магнитным полем, о т л и
Не удов1,5
Удовлет- летворяет воряет (образуется кратер)
фиг.
чающийся тем, что, с целью повьппения производительности и качества зачистки, управляющее магнитное поле генерирует неоднородным с радиальной и продольной составляющими, а соотношение величин модулей градиентов индукции радиальной и продольной составляющих магнитного поля устанавливают в пределах 100-200:10-27.
довлет- Удовлет- Не удов- Не удов- оряет воряет летворяет.летворяет
Наблюда- Глубина кратера
около
ется неравно-мерное проплав- ление металла, мала глубина зачистки
1 О мм
/V
и
т
п
w
/
S
L
Л
о и
/кД
о -
1
.
