1
Изобретение относится к сварке металлических толстолистовых крупногабаритных конструкций, сварйвае вйЗ в различных пространственных полбжениях, в частности к сварке непбворотных кольцевых стыков трубопро водов диаметром в несколько метров или меридиональных стыков сферических резервуаров, свариваемых в неповоротном положении.
В настоящее время для сварки таких конструкций применяют дуговую сварку с принудительным формированием шва медным охлаждаемымползуном, перемещаквдимся по мере заполнения разделки вместе со сварочным автоматом .
Однако этот способ позволяет . сваривать за один проход толщины не более 10-12 мм, что ограничивает его использование.
Другие известные способы однопроходной сварки со свободным формированием шва, при которых сварку ведут с возвратно-поступательными перемещениями сварочного электрода от корня шва к вершине под постоянHfciDM в пределах 30-90 углом к поверхности свариваемых деталей 2j или со сложными колебаниями электро
2
да Ijf . Эти способы обладают сравнительно невысокой производительностью, которая определяется условиями формирования сварочной ванны в различных пространственных положениях, ограничивающими силу сварочного тока величинами до 150-200А.
Наиболее близким по технической сущности и достигаемому результату к описываемому изобретению является способ дуговой сварки с принудительньа- формированием шва, при котором на сварочную ванну вйздействуют поперечным магнитным полем. В этом способе осуществляют взаимодействие билы тяжести расплава ванны с кондеромоторными силами, создаваемыми постоянным поперечным магнитным полем и сварочным током, проходящим по расплаву за счет скольжения вслед за сварочной ванной токоподвода сварочной цепи, обеспечивающего постоянство величины направления тока в сварочной ванне 4 .
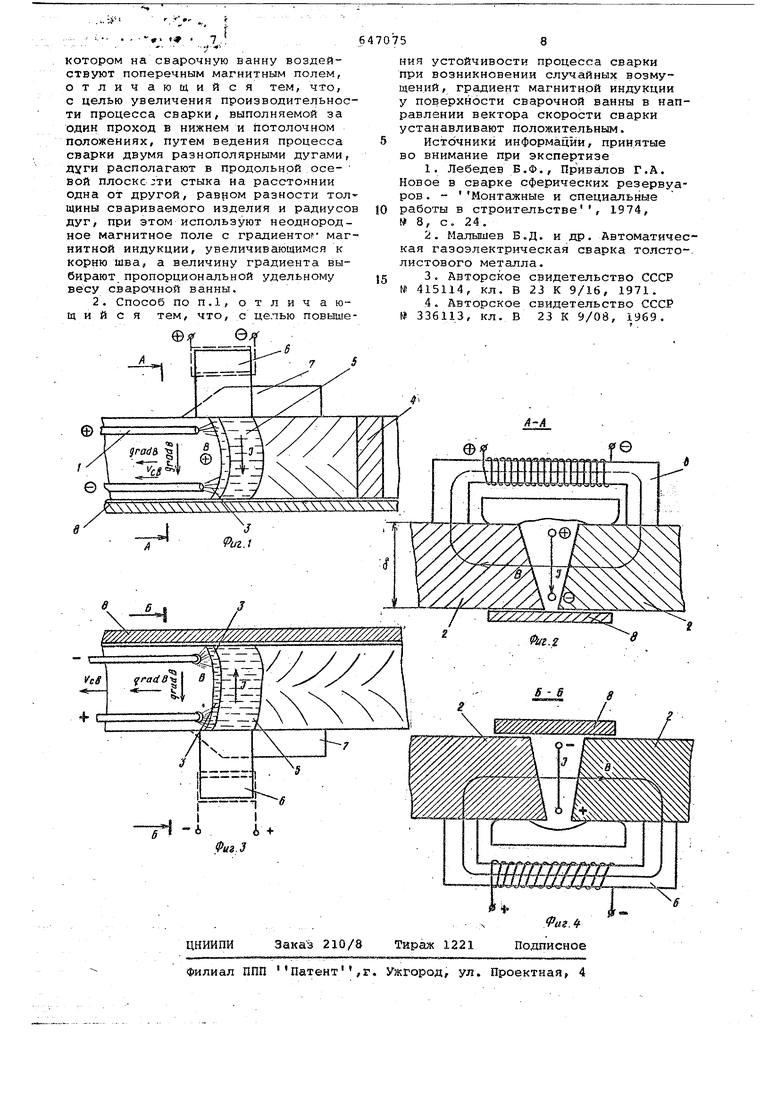
Для удержания ванны при сварке стали толщиной более 10-15 мм за один проход, учитывая значительную ее массу, требуется высокая напряженность поперечного, магнитного поля, ухудшающая устойчивость горения дуги. Цель изобретения - увеличение производительности процесса сварки, выполняемой за один проход в нижнем и потолочном напряжениях, путем ведения процесса сварки двумя разнополярными дугами. . Это достигается тем, что предла таемым способом дуговой сварки с принудительным формированием шва, йрй котором на сварочную ванну воздействуют поперечным магнитньом полем, дуги распблагают в продольной ; осевой плоскости стыка на расстоянии одна от другой, равном разности тол . щины свариваемого изделия и радиусов дуг, при. этом используют неодно родное магнитное поле с градиентом магнитной ийдукций, увеличивающимся к корню шва, а величину градиента, вы бирают П рбпорциональной удельному весу сварочной ванны, а для повьйдения устойчивости процесса свЭрки пр эознйкновёнйи случайных возмущений Г радиёнт йагнитной индукции у повер нбсти сварочной иайны в направлении вектора скорости сварки устанавли; .Жайт noBoiKH-tejTtbHUM. Включением двух дуг на разные полярности обеспе ивается направлен ное п)охождени.е тока по жидкому металлу, аи аклаДываёмое на него неоднородное поперечное магнитное поле у it 3:3 ан ной формы и соответствую щёгонапраеления создает неоднородное сйлрвоё Поле, компенсирующее гйдростЙ4йчес;к6е давленне сварЪчной. ванны, что предотвращает вытека ние В нижнем и йотолочном Положениях. Необходимость соответствия, гради0нта магнитной индукции удельному 1веСу ЙДкогъ металла определяется формой эпюры гидростатического давления, которая уравновешивается по:лем пондеромоторных сил соответствую щей формы. Для компенсациигидростатического давления ванны т1эебуется зиачительноменьшая сила, чем для удержания ма.ссы сварочной ваннй при однопро ходной сварке металла одинаковой тол щины. Это обстоятельство пбз.воляет использовать в описываемом способе сварки значительно меньшую нйпряжен. йостъ поперечного магнитного поля и значительно большую силу сварочного -тока, что увеличивает критическую ма су сварочной ванны и производитель нОсть Процесса. На фиг. 1 представлена схема способа В нижнем положении; на фиг.2 разрез А-А фиг. 1; на фиг. 3 - в поТОЛ.ОЧНОМ положении на фиг.4 - разрез Б-В фиг. 3.. На фи-г.1-4 приняты следующие усл ные обозначения: S - толщйна свариваемОгейеталла; 5- вектор магнитной индукции; 5.- вектор тока;; гааЗ- градиент магнитной индукции; ®.0- полярности электродов; св направление сварки. Две электродные проволоки 1, включаемые на разные полярности, подают . с определенной скоростью в зазор между свариваемыми листами 2. Дуги 3 зажигают на специальном вкладыше 4, вставляемом в разделку кромок в месте начала шва. За счет совместного плавления электродов и свариваемых кромок образуется сварочная ванна 5i Поперечное неоднородное магнит-ное Поле в зоне сварочной ванны создается П-образным электромагнитом б. Топография магнитного поля в сварочной ванне определяется конструкцией электромагнита и свойствами евариваемо.го металла. Если евариваемый металл обладает ферромагнитными- свойствами, то топография маг-. нитного пЬля в свариваемом зазоре и сварочной ванне зависит от геометрии разделок кромок, которые в этом , случае являются полюсами электромагнита, и формы изОтермической поверхности с температурой точки Кюри. В этом случае требуемый градиент магнитной индукции по глубине сварочной вамны получают выбором угла скоса .кромок сварочного стыка при усЛоёйй равномерного их оплавления. Зависимость градиента магнитной ийДУ1КЦЙЙ от угла скоса кромок может быть получена экспериментально. При сварке.стальных листов в нижием положении требуемый градиент маг нитйой индукции достигается созданием угла скоса t кромок 22-26 на лицевой стороне стыка, а при сварке в потоло ном положении - созданием та когоже угла скоса, но с обратной стороны стыка. При сварке нефёрромагнитных материалов топография -.тагнйтного по- йёречнйго поля задается конструкцией и расположением электромагнита относительно сварочной ванны и от геометрий разделки кромок не зависит. Сила тяжести сварочной ванны удерживается механическими фбрмирующйми устройствами - скользящим охл.аждаемым ползуном 7, формирующим, лицеteyiq поверхность шв.а, и подкладкой 8 Чэбратную по.верхность шва. Для обеспечения стабильного формирования сварочной ванны устойчивото против случайного нарушения ее равновесия, .используют поперечное маг поЛе с возрастающей у поверхности сварочной ванны магнитной индукцией. В этом случае п-ри нарушейии райновесия между формирующими силами и гидростатическим давлением сварочной ванны жидкий металл начинает перемещаться в сторону увеличения магнитной индукции, что приводит к увеличению пондеромоторных
формирующих сил и восстановлению . равновесия сварочной ванны.
Указанная характеристика магнитного поля может быть обеспечена как конструкцией электромагнита, так и расположением его относительно сварочной ванны.
Для осуществления описанного способа сварки целесообразно использовать дуговую сварку в -защитных газах или сварку порошковыми проволокми.
Примером выполнения описанного способа является сварка двух стальных листов толщиной 30 мм в потолочном положений.
Сварка выполняется за один прохо двумя порсядковыми проволоками-диамером 4 гФ1, подключаемыми на разные полярности, с принудительным формиров нием шва {фиг. 4).
Формирование шва осуществляется скользящим охлаждаемым ползуном 7 с лицевой стороны стыка и подкладко 8 или вторым ползуном - с обратной стороны стыка.
Две электродные проволоки подают в пространство,, образованное формирующими устройствами и кромками свариваемых листов. Расстояние между электродами (дугами 3) устанавливают максимально возможным в пределах толй1ины свариваемого металла, но так ,чтобы исключить оплавление поверхности формирующих устройств. На практике расстояние между дугами можно определять по зависимости:
е & - 2,
где В .- расстояние между дугами;
б - толщина свариваемого металл
г - радиус столба дуги.
При сварке стали толщиной 30 мм это расстояние равно 24-25 мм.
Учитывая, что в данном примере сваривается ферромагнитный мат ериал,- принципиальное значение имеет форма изотермы околошовнбй зоны с температурой точки Кюри.
Для удержания сварочнойванны в потолочном положении нербходимо, чтобы линии изотермы пр обе стороны от шва были расположены под углом 22-26 , направленным вверх.
Такое расположение изотерм достигается установкой соответствующих напряжений на дугах: .
-.на дуге, расположенной у лицевого формирующего устройства - 3032 В,а на второй дуге - 35-36 В.Получению требуемого угла между изотермами с температурой точки Кюри
способствует также соответствующая разделка кромок.
Сварка выполняется на режиме:
скорость подачи проволоки 260280 м/ч;
сварочный ток 800-900 А;
напряжение на дугах 30-32 В
и 35-36 В.
..; /fei-v;.
-i ;,г-:о..:: 647075
Скорость сварки в данном случае определяется производительностью наплавки и является величиной, производной от скорости подачи электродов (в нашем примере 7-8 м/ч).
В предлагаемом способе сварки к основным параметрам режима, кроме указанных, также относитсямагнитная индукция поперечного магнитного поля, создаваемого электромагнитной приставкой.
Учитывая, -что поперечное магнит 0ное поле в зазоре стыка является |Неоднеродным, вкачестве отсчета принимается максимальная величина магнит|ной индукции, определяемая при пере мещении датчика по глубине разделки
5 кромок.
в данном случае величина магнитной индукции должна составлять 200-250 Гс, а ее направление уста- . навливается по известному правилу
0 левой руки таким образом, чтобы взаимодействие поля и тока в жидком металле создавало пондеромоторную силу, направленную к .фронту кристаллизации сварочной ванны.
5
Удержание сварочной ванны при ,этом, кроме механических формирующих устройств, обеспечивается благодаря компенсации гидростатического давления жидкого металла за счет
0 создания соответствующего градиента .магнитной индукции, увеличивающегося к корню шва.
Совместное использование механических устройств и электромагнитных
5 сил для формирования шва позволяет эначительно увеличить критическую массу сварочной ванны, удерживаемой в различных пространственных положениях, а ЭТОпозволяет увеличить
0 критическую величину сварочного тока и производительность процесса в целом. Так, например, известные способы сварки обеспечивают формирование шва В. потолочном положении на токах до 150-200 А.
5
При этом производительность нап- лавки составляет до 4 кг/ч.
Предлагаемый способ сварки предусматривает выполнение процесса на токах до 800-1000 А и обеспечивает
0 производительность наплавки более 30 кг/ч, .т.е. производительность процесса увеличивается в несколько раз.
Кроме того, предлагаемый способ i
5 обеспечивает сварку толстолйстового проката за один проход зь счет компенсации гидростатического давления жидкого металла, что способствует сокращению подготовительных
0 и промежуточных операций (настройка аппаратуры, удаление шлака после каждого прохода и т.п.) .
Формула изобретения 1. Способ дуговой сварки с принудительным формированием шва, при
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки | 1979 |
|
SU867548A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2530104C1 |
| Способ дуговой сварки | 1977 |
|
SU737171A1 |
| СПОСОБ МНОГОДУГОВОЙ СВАРКИ ЛИСТОВЫХ СВАРНЫХ ЗАГОТОВОК | 2011 |
|
RU2497644C2 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПОГРУЖЕННОЙ ДУГОЙ | 2000 |
|
RU2202453C2 |
| Способ автоматической дуговой сварки неповоротных стыков труб | 1985 |
|
SU1278166A1 |
| Способ дуговой сварки и устройство для его осуществления | 1988 |
|
SU1574391A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ АРГОНОДУГОВОЙ СВАРКИ ТРУБ ИЗ СТАЛИ АУСТЕНИТНОГО КЛАССА | 2004 |
|
RU2294822C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ СО СКВОЗНЫМ ПРОПЛАВЛЕНИЕМ | 1988 |
|
SU1582479A1 |
| Способ слежения за стыком при дуговой сварке | 1988 |
|
SU1505708A1 |
