(Л
с
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО РАСПРЕДЕЛЕННОЙ СИСТЕМЫ УПРАВЛЕНИЯ ТЕМПЕРАТУРНЫМ ПОЛЕМ НАГРЕВАТЕЛЬНЫХ ПРИБОРОВ | 2006 |
|
RU2306490C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДОЛЬКИ КЛЕЕНОГО СОТОВОГО ЗАПОЛНИТЕЛЯ ИЗ АЛЮМИНИЕВОЙ ФОЛЬГИ И КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2816169C1 |
| Тепловой максимальный расцепитель тока комбинированного нагрева | 1989 |
|
SU1686531A1 |
| Пневматический самонаклад | 1987 |
|
SU1497056A1 |
| Листоподающее устройство | 1979 |
|
SU825427A1 |
| Устройство для подачи листов самонаклада | 1990 |
|
SU1784568A1 |
| Способ поштучной подачи гибкого листового материала | 1987 |
|
SU1497057A1 |
| СПОСОБ ЗАХВАТА И ОТДЕЛЕНИЯ ВЕРХНЕГО ЛИСТА В СТОПЕ И ЕГО ДАЛЬНЕЙШЕГО ПЕРЕМЕЩЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2140387C1 |
| Устройство для поштучной транспортировки листового материала из стопы | 1985 |
|
SU1283203A1 |
| Устройство для отделения листовой заготовки от стопы | 1976 |
|
SU579079A1 |

Изобретение относится к способу подачи гибкого металлического листа. выполненного в виде термобиметаллической пластины, и позволяет повысить надежность подачи. Способ включает в себя формирование стопы листов, их деформацию, захватывание и отделение листа от сформированной стопы. Новым является то, что при формировании стопы термобиметаллические листы укладывают однородным материалом друг к другу, а деформацию листов осуществляют перед захватыванием путем их нагревания, причем нагревание ведут до расцепления хотя бы двух верхних листов стопы. 1 ил.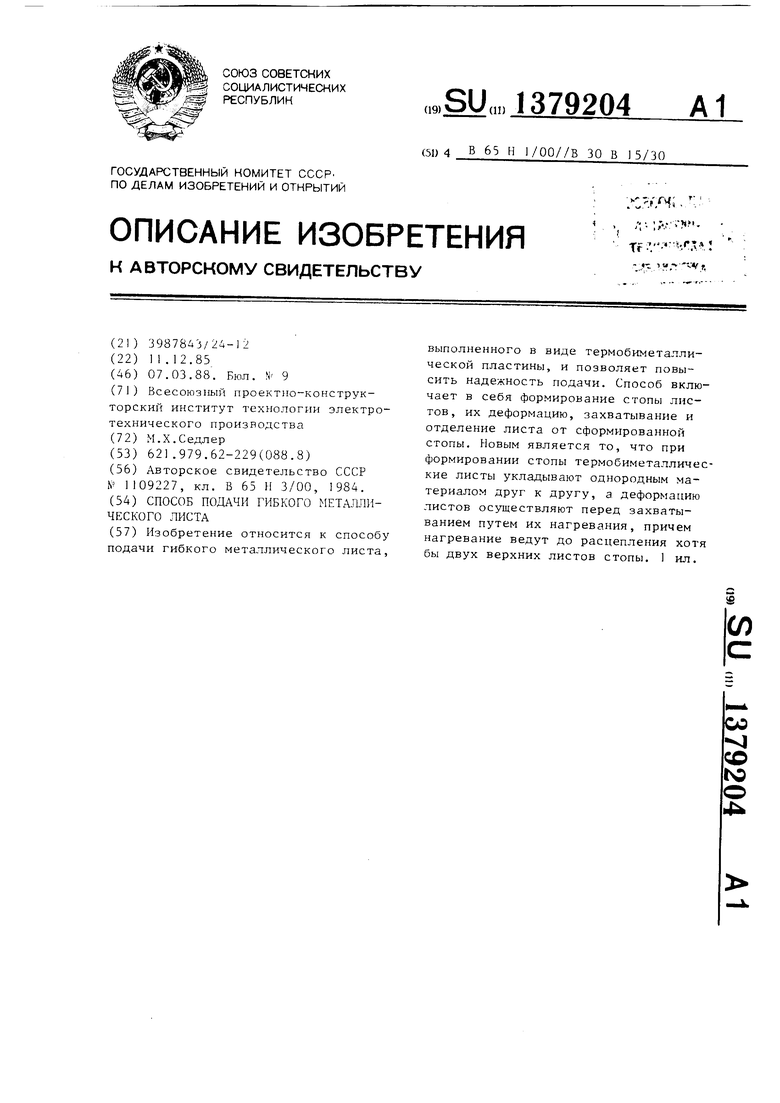
со со
Изобретение относится к подаче гибкого металлического листа, в частности к отделению биметаллических листов, и может быть использован при автоматизации технологических процессов изготовления, обработки и сборки биметаллических листов и вклю- ч;;.ю1цих ИХ изделий.
1, изобретения является повыше- иие надежности подачи гибкого метал- ли -rfjcKoro листа, выполненного в виде ( №1 е т л л л ич е с к он пл а с ти ны.
ila чертеже изображена схема устройства, реализующего предлагаемый cnoct:i i.
il;i стол 1 устанавливают кассету 2 с напрс1вля1оя1,ими для размещения стопы би гетл:1,1ических листов 3 и нагревательные устройства 4, например элек- тронагреватели. Если разбираемые сто- :iLi , то нагреватели расположе- нь: на ур ОЕне только верхней части СТО И):. . ели стопы листов низкие, то нагреватели расположены по всей ее ;- 1Соте. Нагреватели расположены в : ависимости от размеров листов с двух или четырех сторон стопы. Над кассе- Toi i 2 расположен захват 5 с захваты
ваюп1;ими элементами
например ваку
присосами. Стол 1 или нагревательные устройства 4 снабжены приводом шагового вертикального перемещения (не показан). Захват 5 установлен на элементе, имеющем привод вер- тикальног о перемещения, например, на руке манипулятора (не показан).
Способ подачи биметаллического листа осуществляется следующим обра- 3 ом.
Перед укладкой биметаллических листов на стол 1 формируют из них стопу, причем биметаллические листы укладывг1:от оддюродным слоем биметаллического материала друг к другу, после чего производят деформацию листов путем их нагрева нагревательными устройствами 4.
Вследствие расположения биметал- лических листов в стопе однородным материалом друг к другу верхние листы 7 и 8 изгибаются в противоположные стороны, что приводит к их расцеплению с образованием между ними зазора а , необходимого для надежного
10
15
0 25
30
35
40
45
50 55
расцепления листов. Нагревание стопы ведут до расцепления хотя бы двух верхних листов стопы.
После расцепления верхних листов опускают захват 5 и присосами 6 захватывают верхний лист 7, после чего подымают захват и отделяют лист 7 от стопы 3.
Затем поднимают стопу 3 с помощью стола или опускают нагревательное устройство 4 на один шаг.
Предлагаемый способ отделения термобиметаллических листов от стопы обеспечивает по сравнению с известными способами повышения надежности отделения листа от стопы, так как перед захватыванием и отделением верхнего листа от стопы он уже сдеформи- рован с образованием зазора между ними и последующими листами, а деформацию листов осуществляют путем их нагрева до расцепления листов, что исключает возможность залипания последующего листа, вызванного наличием масляного слоя и заусеницами по краям листов.
Предлагаемый способ наиболее целесообразно применять при автоматизации технологических процессов изготовления, обработки и сборки биметаллических листов и включающих их изделий в случаях, когда листы в стопе сильно сцеплены, когда стопы спрессованы, т.е. когда для отделения верхнего листа необходимо надежное расцепление листов.
Формула изобретения
Способ подачи гибкого металлического листа, включающий формирование стопы из гибких металлических листов, деформацию, по меньщей мере, двух верхних листов стопы и захват верхнего листа с дальнейщим его подъемом для отделения от стопы, отличающийся тем, что с целью повьщ1ения надежности подачи гибкого металлического листа, выполненного в виде биметаллической пластины, при формировании стопы металлические листы укладывают однородным слоем биметаллического материала друг к другу, а их деформацию производят путем их нагрева.
I
J.
I I
| Способ отделения верхнего листа от стопы | 1983 |
|
SU1109227A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
