11
со
00
сд
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный источник питания для дуговой сварки | 1987 |
|
SU1423313A1 |
| Система для программного управления правильной машиной | 1986 |
|
SU1327065A1 |
| Устройство для управления вращением шпинделя балансировочного станка | 1988 |
|
SU1610339A1 |
| Операционный усилитель | 1978 |
|
SU746570A1 |
| Устройство импульсного регулирования | 1980 |
|
SU960759A1 |
| Импульсный регулятор | 1984 |
|
SU1251025A1 |
| Устройство управления электроприводом обжимного реверсивного прокатного стана | 1976 |
|
SU671890A1 |
| Универсальный источник питания для дуговой сварки | 1988 |
|
SU1641543A1 |
| Способ фазового управления асинхронным электродвигателем и устройство для его осуществления | 1978 |
|
SU928582A1 |
| Способ автоматического регулирования теплового режима нагревательной печи | 1981 |
|
SU1028954A1 |
Изобретение относится к автоматизации методических нагревательных печей прокатных станов. Целью изобретения является повышение качества нагрева за счет расширения диапазона корректирующих воздействий на стабилизацию температуры в отапливаемых зонах по приращению температуры нагреваемого металла в предшествующих зонах путем использования ее зависимости от корректируемой температуры. Согласно изобретению определяют разности между корректируемой температурой и заданными максимальными и минимальными ее значениями, выбирают из них разность, совпадающую по знаку с приращением температуры в предыду- , щей зоне 1, и ограничивают корректи(О (Л с
Фиг.1
ругощсе возде1Чствие на уровне, определяемом заданным соотношением этого воздействия с выбранной разностью. Узлы 20, 21 коррекции системы регулирования дополнены усилителями - ограничителями 22, 24 с автоматически управляемыми верхними уровнями ограничения сигналов обеих полярностей, каждый из которых входами ограничения связан с выходами соответствующей дополнительно введенной схемы
Изобретение относится к автоматизации методических нагревательных печей и предназначено для использования в черной металлургии при нагреве метаил- ла перед прокаткой.
Цель изобретения - повышение качества нагрева путем расширения диапазона корректирующих воздействий.
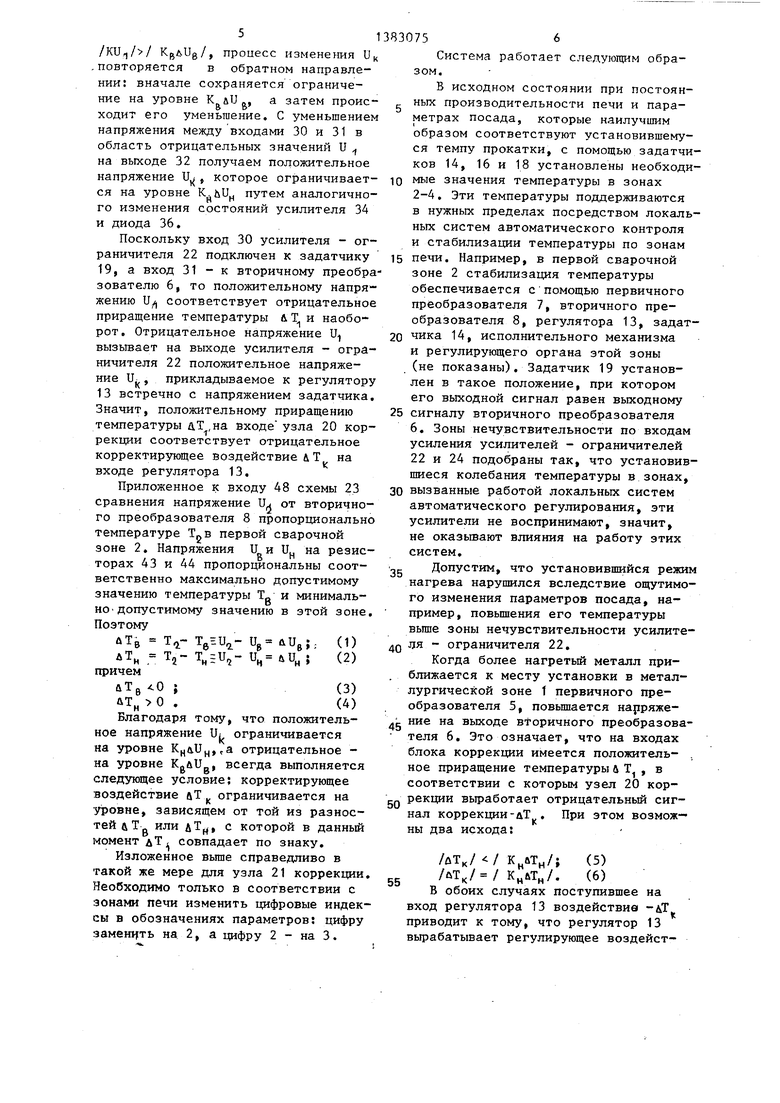
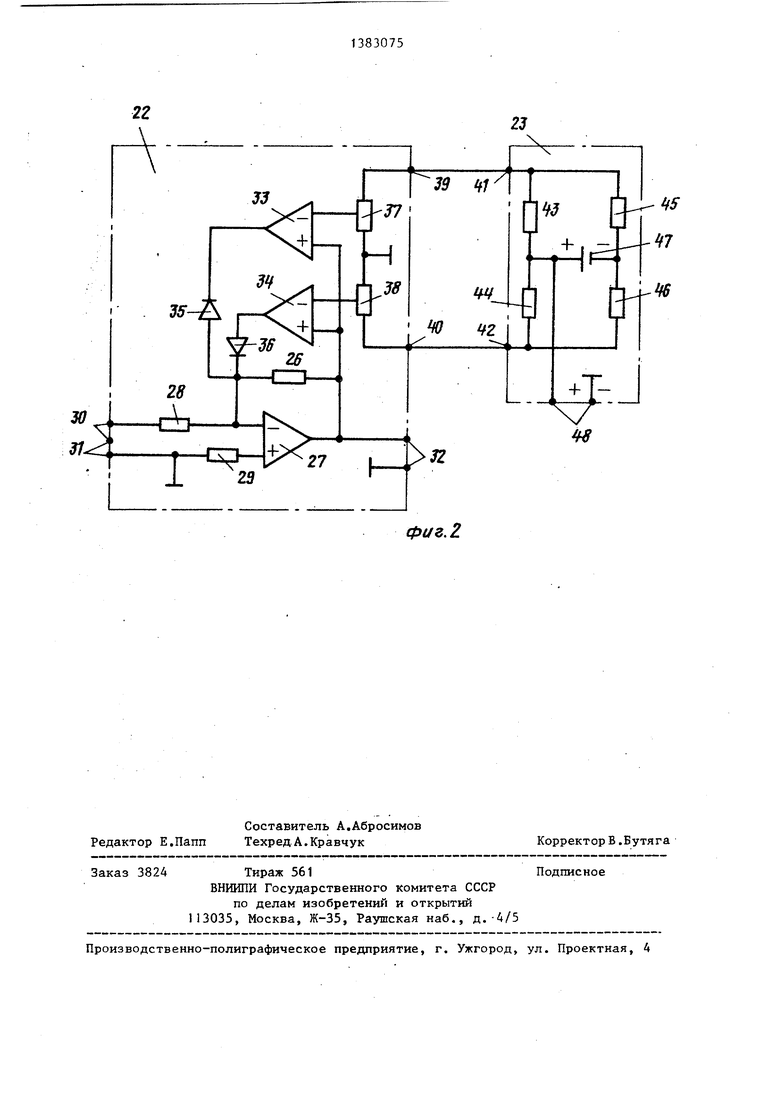
На фиг, 1 показана структурная схема системы автоматического регу- лирования; на фиг, 2 - структурная схема узла коррекции.
Система автоматического регулирования показана применительно к методической печи, состоящей из следующих верхних зон: методической зоны 1, первой сварочной зоны 2, второй сварочной зоны 3 и томильной зоны 4,
Для измерения температуры в зонах установлены последовательно соединен- ные первые и вторые преобразователи 5 и 6 для методической зоны 1, для первой сварочной зоны 2 преобразователи 7 и 8, для сварочной зоны 3 преобразователи 9 и 10, для томильной Г зоны 4 преобразователи 11 и 12,
В первой сварочной зоне 2 к выходу вторичного преобразователя 8 подключен регулятор 13, второй вход которого связан с задатчиком 14, Ана- логично во второй сварочной зоне 3 к преобразователю 10 подключен регулятор 15 с задатчиком 16, а в томильной зоне 4 к преобразователю 12 - регулятор 17 с задатчиком 18,
Перечисленные узлы образуют локальные системы автоматического контроля и стабилизации температуры по зонам печи. Исполнительные механизмы и
23, 25 сравнения температуры в данной зоне с заданными предельными ее значениями в этой зоне, входами усиления - с задатчиком 19 и преобразовтелем 6 температуры в предьдущей зоне, а выходом - с входом регулятора 13 температуры в данной зоне. За счет этого достигается экономия топлива на 2 кг условного топлива на 1 т нагреваемого металла, 2 с,п. ф-лы, 3 ил.
0
5
5
регулирующие органы этих систем не показаны.
Локальная система методической зоны 1 содержит задатчик 19, а локальные системы первой сварочной зоны 2 и второй сварочной зоны 3 - узлы
20и 21 коррекции, в связи с чем эти зоны являются зонами с корректируемой температурой.
Узел 20 коррекции.содержит усилитель - ограничитель 22 и схему 23 сравнения, предназначенную для сравнения температуры в зоне 2 с предельными ее значениями в зтой зоне. Узел
21коррекции устроен аналогично и содержит усилитель - ограничитель
24 и схему 25 сравнения, предназначен- ную для сравнения температуры во второй сварочной зоне 3с предельными ее значениями в зтой зоне.
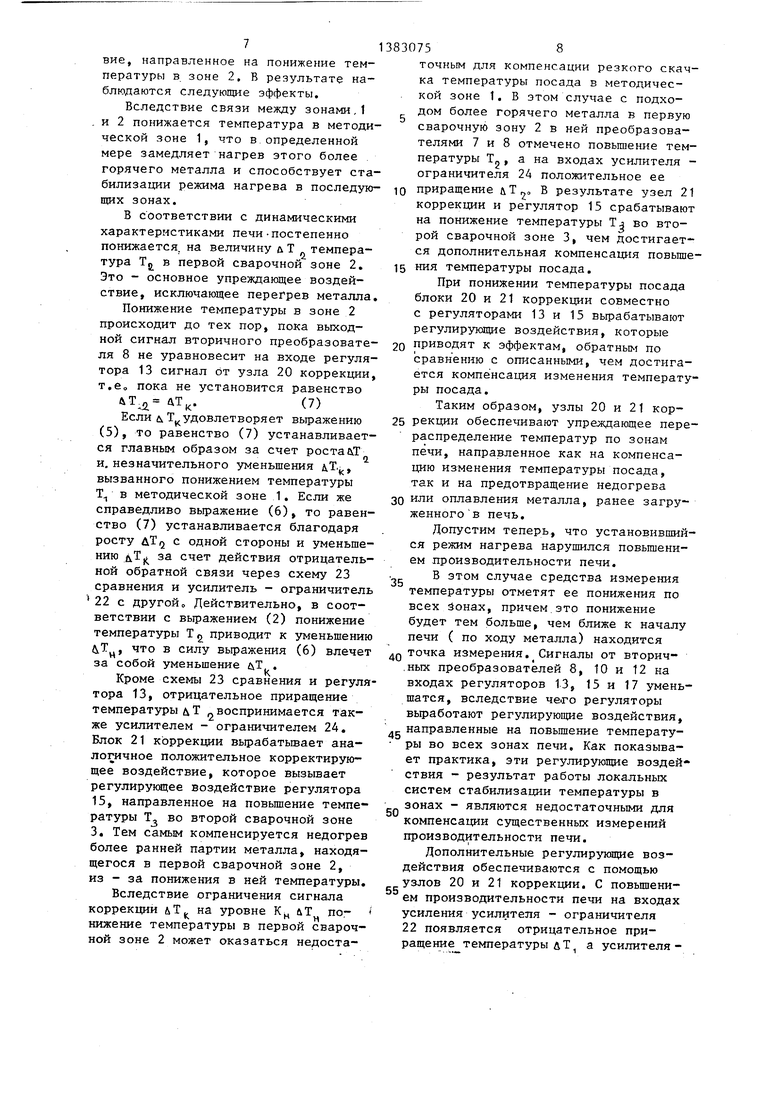
На.фиг, 2 составные части узла 20 коррекции, т,е, усилитель - ограничитель 22 и схема 23 сравнения обведены пунктирами,.
Усилитель - ограничитель 22 содержит охваченньй обратной связью через резистор 26 операционный усилив тель 27, входы которого совместно с резисторами 28 и 29 образуют входы 30 и 31 усиления усилителя - ограничителя 22, Выходом 32 этого усилителя - ограничителя, предназначенным для связи с регулятором 13 (фиг, 1), является непосредственно выход усилителя 27, К этому выходу подключены неинвертирующие входы операционных усилителей 33 и 34, к выходам которых подсоединены включенные встречно диоды 35 и 36, соединенные вторыми
своими с инвертирующим входом усилителя 27, Инвертирующие входы операционных усилителей 33 и 34 соединены со средними точками регулируемых делителей 37 и 38 напряжения соответственно. Общая точка этих делителей, а также вход 31 усиления, заземлены. Вторые шины делителей 37 и 38 соединены с входами 39 и 40 ограничения усилителя - ограничителя 22 соответственно. Вход 39 соединен с выходом 41, а вход 40 с выходом 42 схемы 23 сравнения. В состав последней входят резисторы 43-46, между точками соединения двух первых и двух вторых из них подключен источник 47 стабилизированного питания. К точке соединения положительного полюса источника 47с резисторами 43 и 44 под - | ключена положительная шина входа 48 схемы 23 сравнения. Соотношение сопротивлений резисторов 43 и 45 подобраны так, что напряжение U« на первом из них пропорционально максимально допустимой температуре в зоне 2, Аналогично напряжение U
10
15
на инвертирующем входе усилителя 33 - разность К ли где К - коэффициент передачи делителя 37. Аналогично на делителе 38 положительная разность напряжений д U . U - U . а на инвертирующем входе усилителя 34 - разность где коэффициент передачи делителя 38. Если при этом напряжение и между входами зи и 31 равно нулку то напряжение U на вьтходе 32 и на неинвертирующих входах усилителей 33 и 34 также равно нулю. В результате на выходе усилителя 33 имеем положительное напряжение, запирающее диод 35, а на выходе усилителя 34 - отрицательное напряжение, запирающее диод 36.
Если между входами 30 и 31 появляется положительное напряжение U , то на выходе 32 и на неинвертирующих входах усилителей 33 и 34 возникнет отрицательное напряжение U KU , где К - коэффициент усиления усилителя 27. Это напряжение увеличивается пропорционально росту U, до тех ncfp, пока справедливо неравенство /ки / /К &Ug/. Когда произведение Ки превысит по абсолютному значению КаДи„, напряжение на выходе усилителя
о
33 скачком изменится на обратное.и диод 35 откроется. С этого момента рост U| прекращается - наступает его ограничение на уровне KgCsUg.
Поскольку &Ug, Uj - Ug, то с из20
25
L. на резисторе 44 пропорционально минимально допустимой температуре в этой зоне, В системе автоматического регулирования вход 30 усиления усилителя - ограничителя 22 подключен к задатчи- ку 19, а усилителя - ограничителя 24 - к задатчику 14. Входы 31 усиления усилителей - ограничителей 22 и
24 подключены соответственно к вто- менением Uj напряжение U ограничивав ричным преобразователям 6 и 8„ Вход ется на разных уровнях, т.е. уровень 48 схемы 23 сравнения подсоединен к ограничения зависит от выходного сиг- вторичному преобразователю 8, а схе- нала преобразователя 8 (фиг. 1). мы 25 сравнения к вторичному преобра- При уменьшении U ,, начиная со
значений, удовлетворяющих неравенству &Ug/, процесс изменения и. повторяется в обратном направлении: вначале сохраняется ограничение на уровне Kg дП , а затем происходит 45 его уменьшение. С уменьшением напряжения между входами 30 и 31 в область отрицательных значений U. на выходе 32 получаем положительное напряжение и, которое ограничивается на уровне 50 К uU путем аналогичного изменения состояний усилителя 34 и диода 36.
зователю 10. Выход 32 усилителя - ограничителя 22 связан с одним из входов регулятора 13, а усилителя - ограничителя 24 - с одним из входов регулятора 15. При этом подсоединение усилителей - ограничителей 22 и 24 к регуляторам 13 и 15 произведено встречно по отношению к задатчикам 14 и 16. Поэтому положительные выходные сигналы узла коррекции вычитаются из сигналов задатчиков, а отрицательные складываются с ними.
Принцип действия узла 20 коррекции состоит в следующем.
Путь на вход 48 подано напряжение Ug согласно полярности, обозначенной на фиг. 2, причем UgV U, U. Тогда на делителе 37 имеем отрицательную разность напряжений uU Ug, а
0
5
на инвертирующем входе усилителя 33 - разность К ли где К - коэффициент передачи делителя 37. Аналогично на делителе 38 положительная разность напряжений д U . U - U . а на инвертирующем входе усилителя 34 - разность где коэффициент передачи делителя 38. Если при этом напряжение и между входами зи и 31 равно нулку то напряжение U на вьтходе 32 и на неинвертирующих входах усилителей 33 и 34 также равно нулю. В результате на выходе усилителя 33 имеем положительное напряжение, запирающее диод 35, а на выходе усилителя 34 - отрицательное напряжение, запирающее диод 36.
Если между входами 30 и 31 появляется положительное напряжение U , то на выходе 32 и на неинвертирующих входах усилителей 33 и 34 возникнет отрицательное напряжение U KU , где К - коэффициент усиления усилителя 27. Это напряжение увеличивается пропорционально росту U, до тех ncfp, пока справедливо неравенство /ки / /К &Ug/. Когда произведение Ки превысит по абсолютному значению КаДи„, напряжение на выходе усилителя
П о
33 скачком изменится на обратное.и диод 35 откроется. С этого момента рост U| прекращается - наступает его ограничение на уровне KgCsUg.
Поскольку &Ug, Uj - Ug, то с из0
5
менением Uj напряжение U ограничивав ется на разных уровнях, т.е. уровень ограничения зависит от выходного сиг- нала преобразователя 8 (фиг. 1). При уменьшении U ,, начиная со
Поскольку AUg Uj - Ug , то с изменением и„ напряжение U.. ограничива- f.л
ggl ется на разных уровнях, т.е. уровень ограничения зависит от выходного сигнала преобразователя 8 (фиг.1)
При уменьшении U , начиная со значений, удовлетворяюпсих неравенству
51
/KU,, Kg&Ug/, процесс изменения U повторяется в обратном направлении: вначале сохраняется ограничение на уровне К aU „, а затем происходит его уменьшение, С уменьшением напряжения между входами 30 и 31 в область отрицательных значений U на выходе 32 получаем положительное напряжение U , которое ограничивается на уровне K,|hUj путем аналогичного изменения состояний усилителя 34 и диода 36.
Поскольку вход 30 усилителя - ограничителя 22 подключен к задатчику 19, а вход 31 - к вторичному преобразователю 6, то положительному напряжению U/I Соответствует отрицательное приращение температуры & Т и наоборот. Отрицательное напряжение U вызьшает на выходе усилителя - ограничителя 22 положительное напряжение и. , прикладываемое к регулятору 13 встречно с напряжением задатчика. Значит, положительному приращению температуры дТ , на входе узла 20 коррекции соответствует отрицательное корректирующее воздействие 4 Т на входе регулятора 13.
Приложенное к входу 48 схемы 23 сравнения напряжение Uj от вторичного преобразователя 8 пропорционально температуре первой сварочной зоне 2. Напряжения U и Uj на резисторах 43 и 44 пропорциональны соответственно максимально допустимому
значению температуры Т и минимальиНО допустимому значению в этой зоне.
Поэтому
ЛТ
в
дГ Т,- Т..и„- и„ йП.
ч
н
причем
uTg 0 }
.
(1) (2)
(3) (4)
Благодаря тому, что положительное напряжение Ui ограничивается на уровне Kf,uU,ca отрицательное - на уровне КдЛи , всегда выполняется следующее условие; корректирующее воздействие аТ ограничивается на уровне, зависящем от той из разностей ft Т или ATf|, с которой в данньй момент дТ совпадает по знаку.
Изложенное вьппе справедливо в такой же мере для узла 21 коррекции Необходимо только в соответствии с зонами печи изменить цифровые индексы в обозначениях параметров; цифру заменить на 2, а цифру 2 - на 3.
830756
Система работает следующим образом.
В исходном состоянии при постоян- ных производительности печи и параметрах посада, которые наилучшим образом соответствуют установившемуся темпу прокатки, с помощью задатчи- ков 14, 16 и 18 установлены необходи10 мые значения температуры в зонах 2-4. Эти температуры поддерживаются в нужных пределах посредством локальных систем автоматического контроля и стабилизации температуры по зонам
15 печи. Например, в первой сварочной зоне 2 стабилизация температуры обеспечивается с помощью первичного преобразователя 7, вторичного преобразователя 8, регулятора 13, задат20 чика 14, исполнительного механизма и регулирующего органа зтой зоны (не показаны). Задатчик 19 установлен в такое положение, при котором его выходной сигнал равен выходному
25 сигналу вторичного преобразователя 6. Зоны нечувствительности по входам усиления усилителей - ограничителей 22 и 24 подобраны так, что установившиеся колебания температуры в зонах,
30 вызванные работой локальных систем автоматического регулирования, эти усилители не воспринимают, значит, не оказьшают влияния на работу этих систем.
gg Допустим, что установившийся режим нагрева нарушился вследствие ощутимого изменения параметров посада, например, повьш1ения его температуры вьше зоны нечувствительности усилите4Q ля - ограничителя 22.
Когда более нагретьй металл приближается к месту установки в металлургической зоне t первичного преобразователя 5, повьшается нарряже/g ние на выходе вторичного преобразова теля 6. Это означает, что на входах блока коррекции имеется положитель- , ное приращение температуры 4 Т , в соответствии с которым узел 20 коррекции выработает отрицательный сиг50„ тт
нал коррекции-йТ. При этом возможны два исхода;
/ЛТ / (5) 55 /йТ, К„йТ„/. (6)
В обоих случаях поступившее на вход регулятора 13 воздействие &Т приводит к тому, что регулятор 13 вьфабатывает регулирующее воздейст7
вне, направленное на понижение температуры в зоне 2, В результате наблюдаются следующие эффекты.
Вследствие связи между ,1 и 2 понижается температура в методической зоне 1, что в определенной мере замедляет нагрев этого более горячего металла и способствует стабилизации режима нагрева в последующих зонах.
В соответствии с динамическими характеристиками печи-постепенно понижается, на величину и Т температура Tg в первой сварочной зоне 2. Это - основное упреждающее воздействие, исключающее перегрев металла.
Понижение температуры в зоне 2 происходит до тех пор, пока выходной сигнал вторичного преобразователя 8 не уравновесит на входе регулятора 13 сигнал от узла 20 коррекции, т.е., пока не установится равенство
йТ.
(7)
Если U Т удовлетворяет выражению (5), то равенство (7) устанавливается главным образом за счет ростаU.T и. незначительного уменьшения лТ., вызванного понижением температуры Т в методической зоне 1. Если же справедливо выражение (6), то равенство (7) устанавливается благодаря росту дТ,2 с одной стороны и уменьшению дТ| за счет действия отрицательной обратной связи через схему 23 сравнения и усилитель - ограничитель 22 с другой. Действительно, в соответствии с вьфажением (2) понижение температуры Т приводит к уменьшению Т , что в силу вьфажения (6) влечет за собой уменьшение дТ .
Кроме схемы 23 сравнения и регулятора 13, отрицательное приращение температуры л Т -воспринимается также усилителем - ограничителем 24. Блок 21 коррекции вырабатьгоает аналогичное положительное корректирующее воздействие, которое вызывает регулирующее воздействие регулятора 15, направленное на повьппение температуры Т, во второй сварочной зоне 3. Тем самым компенсируется недогрев более ранней партии металла, находящегося в первой сварочной зоне 2, из - за понижения в ней температуры.
Вследствие ограничения сигнала коррекции &Т(, на уровне К„ лТ по- нижение температуры в первой сварочной зоне 2 может оказаться недоста830758
точным для компенсации резкого скачка температуры посада в методической зоне 1. В этом случае с подходом более горячего металла в первую сварочную зону 2 в ней преобразователями 7 и 8 отмечено повышение температуры Тр, а на входах усилителя - ограничителя 24 положительное ее Q приращение В результате узел 21 коррекции и регулятор 15 срабатывают на понижение температуры TJ во второй сварочной зоне 3, чем достигается дополнительная компенсация повьше- 15 ния температуры посада.
При понижении температуры посада блоки 20 и 21 коррекции совместно с регуляторами 13 и 15 вырабатывают регулирующие воздействия, которые 2Q приводят к эффектам, обратным по
сравн ению с описанными, чем достигается компенсация изменения температуры посада.
Таким образом, узлы 20 и 21 кор- 25 рекции обеспечивают упреждающее перераспределение температур по зонам печи, направленное как на компенсацию изменения температуры посада, так и на предотвращение недогрева 30 или оплавления металла, ранее загруженного в печь.
Допустим теперь, что установившийся режим нагрева нарушился повышением производительности печи.
В этом случае средства измерения температуры отметят ее понижения по всех ионах, причем это понижение будет тем больше, чем ближе к началу печи ( по ходу металла) находится точка измерения. Сигналы от вторич- ,ных преобразователей 8, 10 и 12 на входах регуляторов 13, 15 и 17 уменьшатся, вследствие че.го регуляторы вьфаботают регулирующие воздействия, направленные на повьш1ение температуры во всех зонах печи. Как показывает практика, эти регулирующие воздей ствия - результат работы локальных систем стабилизации температуры в зонах - являются недостаточными для компенсации существенных измерений производительности печи.
Дополнительные регулирующие воздействия обеспечиваются с помощью узлов 20 и 21 коррекции. С повьш1ени- ем производительности печи на входах усиления усилителя - ограничителя 22 появляется отрицательное приращение температуры йТ а усилителя35
40
45
50
55
9
ограничителя 24 - отрицательное приращение йТ,, причем /аТ ,j/. Одновременно уменьшатся температуры Т 2 и Т, на входах схем 23 и 25 сравHeiraH, что в соответствии с выражениями (1) и (3) приводит к увеличению uTg в сварочных зонах 2 и 3. Так как изменение Тп более глубокое, чем Т, то увеличение ЛТ . в зоне 2 будет большим, чем в зоне 3.
В свою очередь, корректирующее воздействие на вькоде узла 20 коррекции будет большим, чем на выходе такого же узла 21, Регуляторы 13 и 15 вьфабатьгоают регулирующие воздействия, пропорциональные обеих зонах и направленные на повьшгение в них температуры. Тем самым обеспечивается нагрев металла до необходимой температуры при повьпиенной производительности печи. При этом регулирующее воздействие в зоне 2 более сильное, чем в зоне 3, что обеспечивает наиболее экономичньй режим нагрева.
Как и в описанном случае, температуры в зонах печи повышаются до тех пор, пока их приращения на входах регуляторов не уравновесят корректирующие воздействия на других входах этих регуляторов. Однако в данном случав равновесие обеспечивается как за счет роста приращений температуры, так и за счет уменьшения корректирующих воздействий.
При уменьшении производительности, печи работа системы аналогична стой разницей, что знаки приращений корректирующих и регулирующих воздействий изменяются на противоположные .
При изменении массы заготовок, загружаемых в печь., система в начале реагирует аналогично случаю с изменением температуры посада, а затем, по мере приближения этого металла к вЬпсоду из печи, аналогично из- менению производительности печи , Благодаря тому, что в решении корректирующее воздействие изменяется в зависимости от корректируемой температуры, отсутствует опасность недогрева или оплавления ранее загруженного металла по причине этого .воздействия. Тем самым обеспечивает
ся возможность увеличения коэффициента пропорциональности между корректирующим воздействием и приращением температуры в предыдущей зоне, и значит, расширения диапазона корректирующих воздействий.
5
0
5
0
5
0
5
0
55
Формула изобретения
2 о Система автоматического регулирования температуруы в методической печи, содержащая средства измерения температуры по зонам печи, задатчики и локальные регуляторы : температуры, а также узлы коррекции по числу зон с корректируемой температурой, отличающаяся тем, что, с целью повьш1ения качества нагрева путем расширения диапазона корректирующих воздействий, узлы коррекции дополнительно содержат усилители. - ограничители с автоматически управляемыми верхними уровнями ограничения сигналов обеих полярн остей, каждый из которых входами ограничения соединен с выходами соответствующей дополнительно введенной схемы сравнения температуры в данной зоне с заданными предельными ее значениями в этой зоне, входами усиления - с задатчиком и средством измерения температуры в предыдущей зоне, а выходом - с входом регулятора температуры в данной зоне.
Фие,2
| Климовицкий М.Д., Копелович А.П | |||
| Автоматический контроль и регулирование в черной металлургии | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| - М.: Металлургия, 1967, с.695-697 | |||
| Парсункин Ю.Н | |||
| и др | |||
| Автоматичес- jKoe управление тепловым режимом методических печей при изменяющейся производительности стана | |||
| - Сталь, 1970, № 7, с.657-659. | |||
