со
оо
4

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ увеличения заполняющей способности резаного табака | 1972 |
|
SU493951A3 |
| Способ подготовки табака к производству курительных изделий | 1981 |
|
SU1178311A3 |
| Способ увеличения объема табака | 1979 |
|
SU1268091A3 |
| Способ увеличения объема табака | 1976 |
|
SU772464A3 |
| Способ увеличения объема табака | 1978 |
|
SU1237066A3 |
| Фильтрующий состав для табачного дыма | 1976 |
|
SU738495A3 |
| Способ получения курительного продукта | 1976 |
|
SU728689A3 |
| Способ увеличения объема табака | 1974 |
|
SU677631A3 |
| СПОСОБ ВСПУЧИВАНИЯ ТАБАКА (ВАРИАНТЫ), ТАБАЧНЫЙ ПРОДУКТ И УСТАНОВКА ДЛЯ ПРОПИТКИ ТАБАКА | 1993 |
|
RU2116737C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ВЛАГОСОДЕРЖАНИЯ ОРГАНИЧЕСКИХ МАТЕРИАЛОВ | 1993 |
|
RU2120217C1 |
Изобретение относится к способам .повышения заполняющей способности листового табака без применения экзогенных вспучивающих или газообразующих веществ. Целью изобретения является повьшение степени заполняющей способности. Способ включает нагрев влажного измельченного листового табака, не содержащего экзогенной пропитки, путем контактирования его с горячим влажным воздухом с содержанием пара 71-100%; скорость подачи воздуха 12-51,8 м/с, температура 232-357 С. Контактирование табака с влажным воздухом проводят в течение 0,1-10 с до достижения влаги в табаке 0,5-5%. В результате происходит расширение табака и его подсушивание. 3 з.п. ф-лы, 15 табл. 4 (У)
00
сд
tM
Изобретение относится к способам повышения заполняющей способности листового табака, а точнее, к способу, при котором заполняюп ую способ- ность табака повьпиают без применения экзогенных вспучивающих или газооб- разуЕощих веществ.
Цель изобретения - повышение степени заполняющей способности.
Способ заключается в следующем.
Исходный измельченный листовой табак, не содержащий экзогенную пропитку и имеющий влажность 8-30%, нагревают путем контактирования его с горячим влажным воздухом, содержание пара в котором составляет 71-100%, а его температура равна 232-357 С., при этом скорость подачи -воздуха рав на 12-51,8 м/с, а время контактирова ния 0,1-10 с до достижения содержани влаги в табаке 0,5-5%, с последую1цим расширением табака и его высушиванием. При этом начальная влажность используемого табака может составлять 10-20 или 10-14%, а время контактирования 1-6 с. Наполняющая способность. Способность табака образовывать твердьй сигаретный стержень при данной вели- чине влажности. Высокая наполняющая способность означает, что для создания сигаретног о стержня требуется меньше по весу табака, чем его требуется в случае использования табака обладающего меньшей наполняющей способностью. Наполняюи ю.способность табака повышают путем придания ему жесткости, а также путем его расши- рения.
Объем цилиндра (ОЦ). Объем, который при определенном давлении занима ает данный вес измельченного табака. Величина ОЦ выражается в г. Для определения этой величины табак- наполнитель весом 10,000 г помещают в цилиндр диаметром 3,358 см, подвергают вибрации на вибраторе типа Син трон в течение 30 с и в течение 5 мин сжимают поршнем весом 1875 г и диаметром 3,33 см, полученный объем рассматривается как ОЦ. Это испытание проводят в обычных окружающих условиях - при 23,9. С и относительной влажности (ОВ) 60%. Большой ОЦ. указьгаает на высокую наполняюшую способность.
Равновесный объем цилиндра (РОД). Объем цилиндра, определенньш после
уравновешивания табака-наполнителя путем обработки при 23,9°С и ОВ 60% в течение 18ч.
Летучая часть, определенная при помощи сушилки (ЛЧ/С). Единица, показывающая содержание (или процентное содержание) влаги в табаке-наполнителе. Ее определяют взвешиванием образца-наполнителя до и после выдерживания в воздушной сушилке при . Весовые п отери, т.е.- процент от исходного веса, составляет летучую часть, определенную при помощи сушилки. К весовым потерям, кроме воды, относятся и летучие вещества, которые используют с возможностью взаимной замены содержанием влаги и могут рассматриваться как эквивалентные последнему, так как в условиях испытаний летучие вещества, а не вода, составляют не более 1% веса табака-наполнителя.
Равновесная летучая часть, определенная при помощи сушилки (РЛЧ/С). Величина, определяемая после уравновешивания табака-наполнителя путем обработки при 23,9°С и ОВ 60% в те чение 18ч.
Удельный объем (УО).. Объем заданного количества табака, поделенный на вес табака. Эта величина выражается в см /г и может определяться применением простого метода противопостав.ления веса в атмосфере весу Ькидкости, например, путем, помещения образца табака весом в один грамм в чайный мешочек,- который затем взвешивают, погружают в жидкость и снова взвешивают. Используемую жидкость часто указывают надписью под соот- ветствуюш 1м словом. Так, для ацетона Применяемого в качестве такой жидкости, сокращение будет иметь следующий вид: УВдцетон Для случая с ртутью - УВ . Удельный объем от объема цилиндра отличается тем, что табак находится не в сжатом состоянии. Установлено, что с увеличением удельного объема нацолняющая способность. повьш1ается.
Равновесный удельный оезъем (РУО) . Эту величину определяют после уравновешивания табака-наполнителя путем обработки 23,9°С и ОВ 60% в течение 18 ч.
Листовой табак-наполнитель. Измельченный, просушенный табак, лишенный стеблей или жилок. Этот просушенный табак может быть любого типа, а также может быть в оболочке или без нее. Предпочтителен табак типа Burly Bright, Oriental или их смеси. г
Экзогенное пропиточное вещество. Вещество в твердом, жидком или газообразном состоянии, другое, нежели , вода, которое добавляют в табак для выгГолнения им функции газообразующе- Q го или вспучивающего агента при расширительной операции.
Наполнитель для курительных изделий может быть приготовлен из любого просушенного табака, независимо от )5 того, заключен ли он в оболочку или нет, а предпочтительнее выбирать его из группы, включающей следующие виды: Burly, Burly в оболочке. Bright, Bright в оболочке, Orientol, Orien- 20 tol в оболочке или их смеси. Предпочтительнее расщепленный наполнитель выбирать из группы, включающей следующие виды табака: Burly, Burly в оболочке. Bright, Bright в оболоч- 25 ке.
Какой бы источник не был выбран, наполнитель, используемый при реализации предложенного способа, непосредственно перед обработкой свободен 30 от экзогенных пропиточных веществ и его влажность или ЛЧ/С находится в пределах примерно 8-30%, предпочтительно 10-20%, а еще предпочтитель- нее 10-14%. Кроме того, предпочтительно, чтобы наполнитель непосред- ственнЪ перед обработкой имел температуру окружающей среды.:
По разрезании или измельчении та- Q бака, осуществляемом с целью получения расщепленного наполнителя, его влажность (ЛЧ/С) пи выходе из резательной машины находится в пределах примерно 18-30%. Таким образом, на- 45 полняющая способность разрезанного наполнителя может быть повышена при применении предложенного способа без первоначального уменьшения или увеличения его влажности. Но там, где не Q предусмотрена операция расширения наполнителя, его обычно во избежание спрессования просушивают, доводя влажность до величины, равной примерно 12%. Предложенный способ позволяет осуществлять расширение таба-г ка-наполнителя с относительно низкой влажностью без первоначального ее увеличения.
Если предположить, что в предложенном способе может быть пpи feнeн расщепленный табак-наполнитель с влажностью менее 8%, то практические ограничения, вызываемые повышающейся ломкостью и трудностью манипулирования табачной массой по мере понижения влажности, ведут к результатам, которые не могут быть признаны подходящими и желательными в сравнении с результатами, полученными в случае применения непропитанного расщепленного табака-наполнителя с влажностью по меньшей мере 8%. При превьш1ении верхнего предела 30% более высокая влажность требует того, чтобы с целью устранения избыточной влажности табаку передавалась большая тепловая энергия.Причем расщепленньш табак-наполнитель в значительной степени расширяется даже несмотря на то, что он лишен эк зогенных пропиточных веществ и его влажность непосредственно перед обработкой даже находится в более предпочтительных пределах - примерно 10-14%. Таким образом, при применении предложенного способа можно избежать использования наполнителя, имеющего высокие величины влажности, которые нежелательны с точки зрения больших расходов на энергию.
Наполнитель вводят в контакт с теплопередающей средой, чтобы осуществлялась быстрая и в с-ущности рав ,номерная передача тепла от среды наполнителю в течение всего времени контакта, необходимого для придания ему жесткости и расширения. Установлено, что сочетание быстрой и равномерной теплопередачи с относительно низкой исходной влажностью табака имеет своим результатом ожестчение и расширение табака, которые в сочетании обеспечивают значительное повышение наполняющей способности. Уста- новлено, что скорость теплопередачи должна быть большой, чтобы достичь ожестчения, т.е. изменения модуля, и расширения, т.е. изменения г.еомет- рии.
Полагают, что если активность воды в табаке, которая связана с его влажностью, находится в определенных пределах, то тогда, когда осуществлю ют быструю и в сущности равномерную передачу тепла табаку, между экзогенными компонентами клеток табака происходят определенные реакции, которые придают табачной ткани жесткость и обеспечивают повышение наполняющей способности. Эти реакции, как полагают, являются оптимальными, когда активность воды (т.е. ОБ), при которой табак находится в равновесии при данной температуре в закрытой системе) находится в пределах примерно 30-90% предпочтительно примерно 40-90%, а предпочтительнее примерно 50-75%. Для сравнения укажем,что этот диапа-- зон 30-90% при 24 С соответствует диапазону величин ЛЧ/С примерно 8%, предпочтительно примерно 10-20%, а предпочтительнее примерно 10-14%. Меньшие величины ЛЧ/С позволяют обеспечивать оптимальное повышение наполняющей способности. Когда используют наполнитель, величина ЛЧ/С которого превышает 20% и особенно 30%, активность воды является такой, что, как полагают, значительно уменьшается скорость реакций, обеспечивающих придание табаку жесткости.
Для достижения стабильного и оптимального результата важно, чтобы передача тепла наполнителю осуществлялась равномерно. Следовательно, наполнитель необходимо вводить в контакт с теплопередающей средой таким образом, чтобы обеспечивался единообразный контакт между нарезанными частицами и теплопередающей средой. Если такие меры, обеспечивающие равномерную теплопередачу, не предпри- нимать, то продукт получит лишь-частичную жесткость и расширение и будет иметь некоторые участки, которые окажутся необработанными.
Скорость теплопередачи, как правило, зависит от типа применяемого устройства, а поскольку пока не создано средство для непосредственного измерения скорости, оптимальную скорость можно определить экспериментально путем изменения различных рабочих параметров применяемого устройства так, чтобы обработанный наполнитель имел влажность непосредственно после ввода в контакт с теплопередающей средой, равную примерно 7%, предпочтительно менее 3%, а еще предпочтительнее менее 3%. Особенно желательно, чтобы влажность находилась в пределах примерно 0,5-4% сразу после ввода наполнителя в контакт с теплопередающей средой, Предпочтитель
5
0
5
0
5
0
5
0
5
ная минимальная величина ЛЧ/С - примерно 0,5%.
Влажность наполнителя после обработки сама по себе не является критическим параметром, поскольку эту величину можно постепенно понижать в указанных пределах в течение нескольких часов, дней и даже месяцев без расширения наполнителя. Однако, если выбрано устройство, в котором может быть осуществлено равномерное контактирование наполнителя с теплопередающей средой, и если выбрана такая теплопередающая среда, которая обеспечивает быструю передачу тепла наполнителю, то путем регулирования теплосодержания теплопередающей среды и общего времени контакта наполнителя со средой получают влажность, после обработки находящуюся в указанных пределах, когда выбраны параметры, необходимые для обеспечения быстрой и равномерной передачи тепла от среды наполнителю.
Общее время контакта должно быть столь коротким, чтобы общее количество переданного тепла бьшо меньше того количества, которое вызывает возгорание или обесцвечивание наполнителя, и столь продолжительным, чтобы обеспечить достаточную передачу тепла от теплопередающей среды наполнителю, протекание реакций, придаюш 1х наполнителю жесткость, до получения избранной величины активности воды и расширения наполнителя. Предпочтительно также, чтобы во избежание сокращения потерь алкалоидов, которые в возрастающей степени терАются с повьш1ением температуры табака, общее время контакта бьшо по возможности наименьшим. С увеличением скорости передачи тепла или теплосодержания среды время контакта должно уменьшаться.
Теплопередающая среда является твердотельной или газообразной средой, обладающей достаточно высокой удельной теплоемкостью, обеспечивающей быструю передачу своег/j теплосодержания наполнителю при контакте с последним. Теплопередающим средством может быть также луч энергии или луч тепловой энергии. Одной предпочтительной теплопередающей средой является высокоскоростной газ с повышенной температурой, например газ, содержаш;ий по меньшей мере 50% пара.
10
71384185
а предпочтительно по меньшей мере .80% пара, и имею1чий температуру по меньшей мере 232°С, Скорость передачи тепла от этого газа меняется в зависимости от процентного содержания пара, скорости газа и температуры, все эти параметры взаимосвязаны. Предпочтительно, чтобы при контактировании наполнителя с газом происходило в сущности равномерное распределение первого в последнем. Другой предпочтительной теплопередающей средой является тепловая энергия излучения,
го излучения, и предпочтительно, что-, бы при вводе наполнителя в контакт с энергией теплового излучения обеспечивалось равномерное воздействие этой энергии на наполнитель. 20
Может быть использовано любое уст - ройство, которое можно регулировать или настраивать для обеспечения быстрой и равномерной теплопередачи от теплопередающей среды.наполнителю и которое дает возможность контролировать время контакта. Таким устройством является дисперсионная сушилка, известная в данной области техники под названием Сушильная башня. Дру РИМ устройством, которое может быть использовано, является отраженная
8
сается как расширенного наполнителя, приготовленного согласно предложенному способу, так и изделия для курения, например сигарет, которые включают расширенный наполнитель.
В каждом рассматриваемом примере, за исключением указанных, использован табак-наполнитель, не содержащий экзогенных веществ.
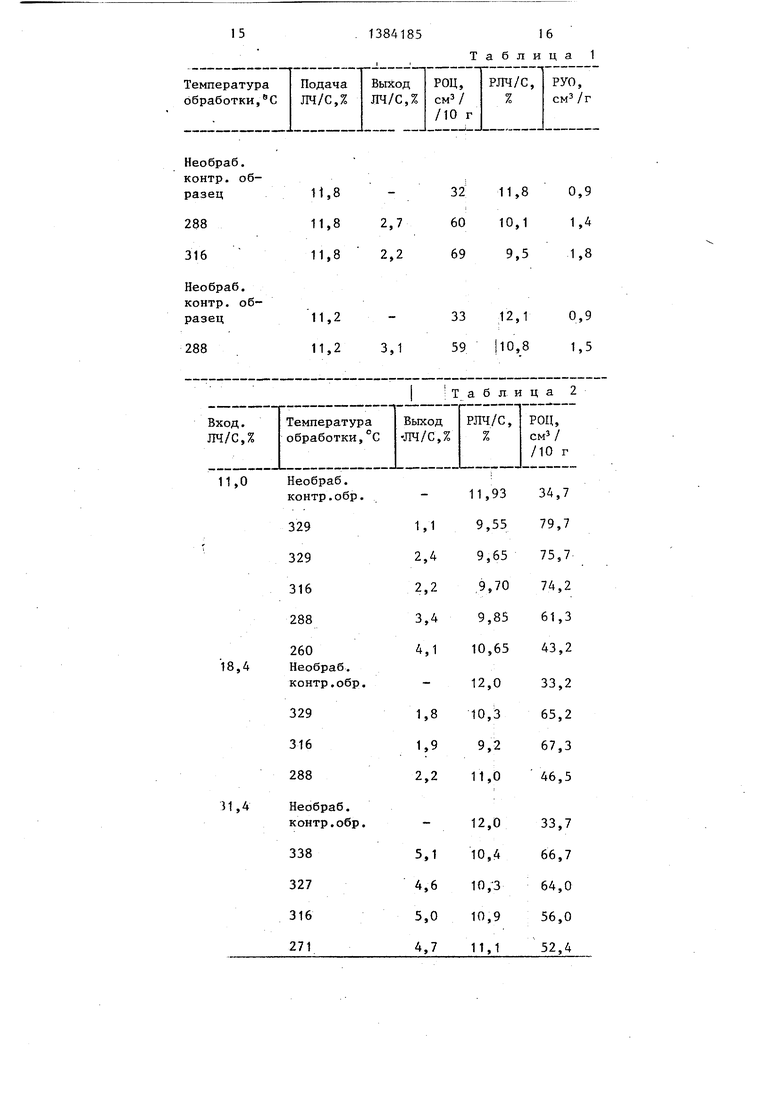
П р и м е р 1. Образцы наполните ля типа Bright, имеющего исходный показатель РОЦ 32 CMViO г, РЛЧ/С непосредственно перед обработкой
например энергия инфракрасно- -11,8% и исходный показатель РУО
0,9 , вводили в контакт со 100%-ным паром в башне диаметром 76 мм, снабженной циклонным сепаратором, в течение общего времени контакта 3-4 с при двух разных температурах. Скорость пара составляла примерно 40 м/с, а скорость подачи табака - 150 г/мин. Другой образец с показателем РЛЧ/С 12,1%, исходньм показателем РОЦ 33 г и исходным показателем РУО 0,9 обрабатывали в условиях, идентичных указанным, но при 288°С. Результаты отражены в табл.
25
30
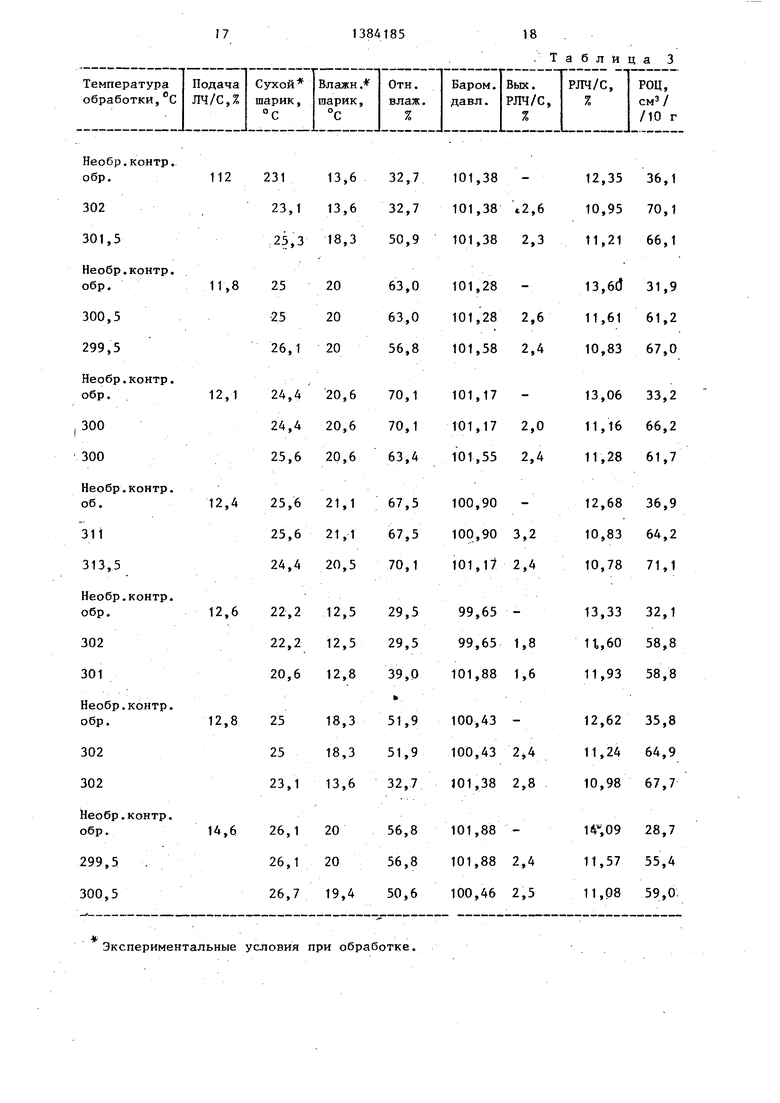
П р и м е р 2. Образцы наполнителя типа Bright вводили в контакт со 100%-ным паром в башне диаметром 76 мм, снабженной циклонным сепаратором, в течение общего времени кон-, такта 3-4 с. Скорость пара составля-, ла 38 м/с, а скорость подачи табака-f 150 г/мин. Полученные результаты представлены в табл. 2. П р и м е р 3. Образцы т бака-на- полнителя при различных исходных величинах ЛЧ/С обрабатьгоали при разных- температурах путем ввода его в контакт со 100%-ным паром в башне диаметром 76 мм, снабженной циклонным сепаратором, в течение общего времени контакта, примерно 3-4 с. Скорость подачи табака составляла 150 г/мин, а пара - примерно 40 м/с. Условия обработки и результаты приведены в ;табл. 3.
печь, цредставляющ ая собой параболическое зеркало, в котором энергию теплового излучения фокусируют на фокальную точку и наполнитель в сущностй равномерно вводят в контакт с отраженной и сфокусированной энергией теплового излучения перемещением его ми мо второй фокальной точки в течение, общего времени контакта, необходимого для ожесточения и расширения наполнителя. .
Продукт, полученньй предложенным способом может использоваться для производства сигарет, осуществляемого известным способом, или смешиваться с другими видами табака с целью получения желаемой смеси, применяемой для производства сигарет и других табачных изделий. Расширенный наполнитель особенно пригоден для заполнения сигарет, так как в процессе расширения не используют чуждые табаку материалы и, следовательно, в расширенном наполнителе не остаются посторонние материалы, отрицательно влияющие на вкус при куре- НИИ. Таким образом, изобретение каилив б ой е о дв па ск н. /С 33 РУ вия 288
0
5
0
5
0
5
П р и м е р 2. Образцы наполнителя типа Bright вводили в контакт со 100%-ным паром в башне диаметром 76 мм, снабженной циклонным сепаратором, в течение общего времени кон-, такта 3-4 с. Скорость пара составля-, ла 38 м/с, а скорость подачи табака-f 150 г/мин. Полученные результаты представлены в табл. 2. П р и м е р 3. Образцы т бака-на- полнителя при различных исходных величинах ЛЧ/С обрабатьгоали при разных- температурах путем ввода его в контакт со 100%-ным паром в башне диаметром 76 мм, снабженной циклонным сепаратором, в течение общего времени контакта, примерно 3-4 с. Скорость подачи табака составляла 150 г/мин, а пара - примерно 40 м/с. Условия обработки и результаты приведены в ;табл. 3.
П р и м е-р 4. Расщепленный табак типа Bright - наполнитель с исходной величиной ЛЧ/С t1,8%, исходной величиной РОЦ 36,8 смЗ/Ю г и исходной величиной РЛЧ/С 12,6% вводили в контакт со 100%-ным паром в башне диаметром 76 мм, снабженной циклонным сепаратором, при 31б С, скорости пара 43 .м/с и скорости подачи табака
150 г/мин. Общее время контакта примерно 4 с. Расширенньй табак на выходе из башни имел величину ЛЧ/С 1,9%, а после уравновешивания - РОЦ 64,6 см /Ю г и РЛЧ/С 10,9%.
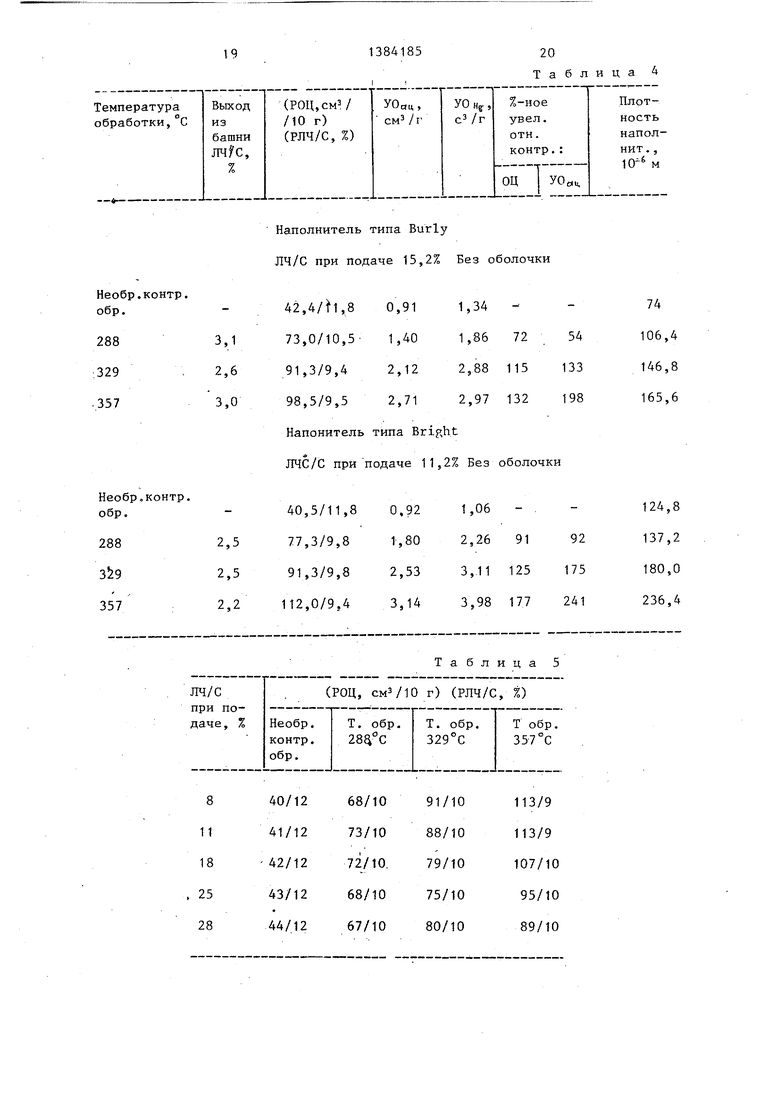
Пример5. Образцы табака- наполнителя типа Burly без оболочки и образцы табака-наполнителя типа Bright без оболочки вводили в кон- Q
такт со 100%-ным паром в башне диаметром 76 мм, снабженной циклонным
сепаратором, со скоростью подачи
180 г/мин при скорости пара примерно 40 м/с в течение общего времени кон- j такта примерно 4 с. Образцы обрабатывали при трех разных температурах. Исходные величины ОЦ и ЛЧ/С для та- бака типа Burly и для табака типа Bright составляли соответственно 20 34,1 смЗ/10 г, 15,2% и 42,1 смЗ/,10 г, 11j2%. Обработанные образцы бьши уравновешены и в результате были определены РОЦ и РЛЧ/С, а также РУО как по ацетону, так и по ртути. Бьта 25 опеределена плотность наполнителя в среднем 25 производительными измерениями каждого образца. В целях контроля эти величины были измерены и в необработанных образцах. Бьшо подсчи-зо тано процентное увеличение ОЦ и УО ((.етон отношению к контрольным данными. Результаты приведены в табл, 4.
П р и. м е р 6. Образцы табака- наполнителя типа Bright обрабатывали при пяти разньгх. величинах ЛЧ/С на входе и трех разньгх температурах об- ( работки для каждой величины ЛЧ/С на входе. Скорость подачи каждого образ-JQ да составляла 180 г/мин, и каждьй образец вводили в контакт со 100%- ным паром в башне диаметром 76 мм,
снабженной циклонным сепаратором. Скорость пара равнялась примерно 40 м/с, а общее время контакта составляло примерно 4 с. Обработанные образцы были уравновешены и бьши рассчитаны РОЦ и РЛЧ/С для каждого образца. Кроме того, в целях контроля часть табака-наполнителя при каждой величине ЛЧ/С не подвергали обработке, но уравновешивали и измеряли РОЦ и РЛЧ/С. Результаты приведены в .табл. 5.
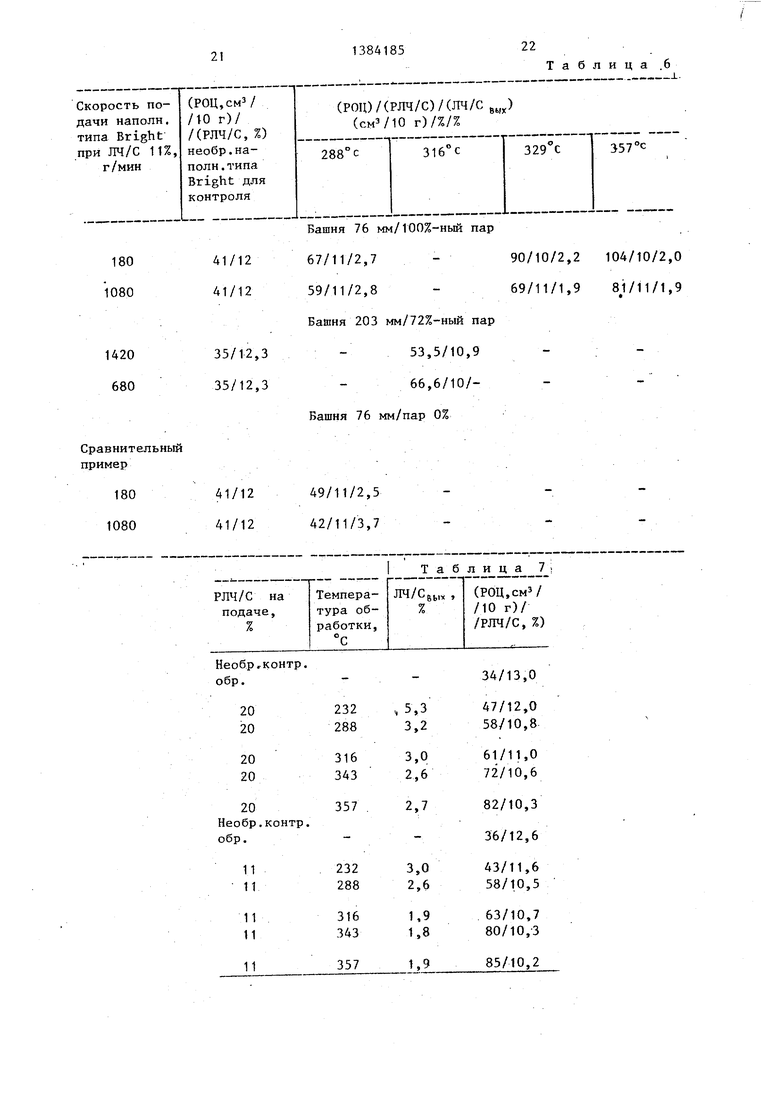
П р и м е р 7. Образцы йаполните- лд типа Bright вводили в контакт со 100%-ным паром в бащне диаметром 76 мм, снабженной циклонным сепара35
45
50
55
Q
j 20 5 зо
JQ
5
5
0
5
тором, а другие образцы вводили в контакт с 72%-ным паром в башне диаметром 203 мм, снабженной тангенциальным сепаратором, с тремя разными скоростями подачи и при четырех разных температурах обработки. Скорость пара составляла примерно 40 м/с, а общее время контакта - около 4 с. В целях контроля часть образца, используемого для каждой скорости подачи, не подвергали обработке, но уравновешивали, после чего определяли РОЦ И РЛЧ/С. Для каждого обработанного, образца были определены величины РОЦ и РЛЧ/С. В целях сравнения образцы вводили в контакт с нагретым воз-
духом, не содержащим пара, в башне диаметром 76 мм, снабженной циклонным сепаратором, с двумя разными ско.ростями подачи. Результаты приведены в табл. 6.
Примере. Образцы наполнителя типа Burly в оболочке вводили в контакт со 100%-ным паром в башне диаметром 76 мм, снабженной циклонным сепаратором, при скорос-ти подачи 180 г/мин, при пяти разньщ температурах в.башне и двух разных величинах ЛЧ/С на подаче и с определением величин ЛЧ/С на выходе из башни. Скорость пара составляла около 40 м/с, а общее время контакта - примерно 4 с. Каждый Обработанный образец, а также необработанные контрольные образцы уравновешивали, после чего определя ли величину РОЦ и РЛЧ/С. Результаты приведены в табл. 7.
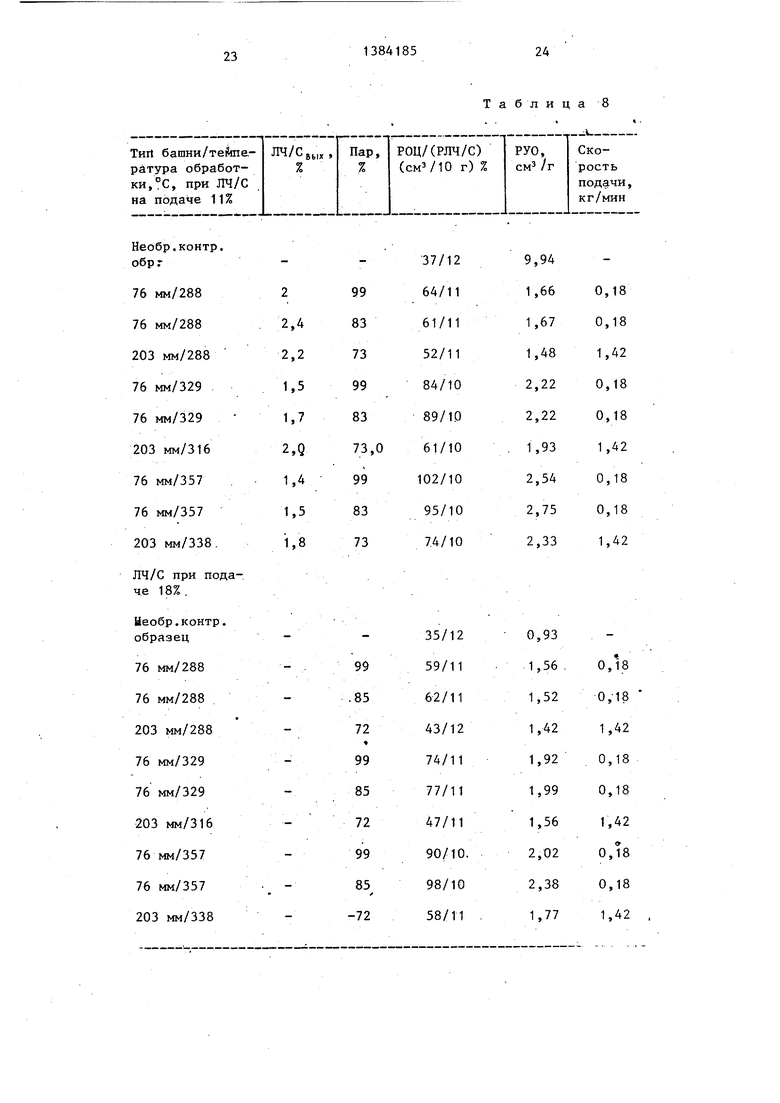
П р и м е р 9. Образцы табака-наполнителя типа Bright вводили в. контакт с паром в башне диаметром 76 мм, снабжённой циклонным сепаратором, а другие образцы - с паром .в башне диаметром 203 мм, снабженной тангенциальным сепаратором, при двух разных величинах ЛЧ/С, на входе и различных температурах обработки в башне и с изменением процентного содержания пара. Скорость подачи для каждого типа башни поддерживалась постоянной. Скорость подачи пара составляла примерно 38 м/с, а общее время контакта- около 4 с. Цо каждому обработанному образцу и необработанным контрольным образцам были определены РОЦ и РЛЧ/С. Результаты приведены в табл. 8.
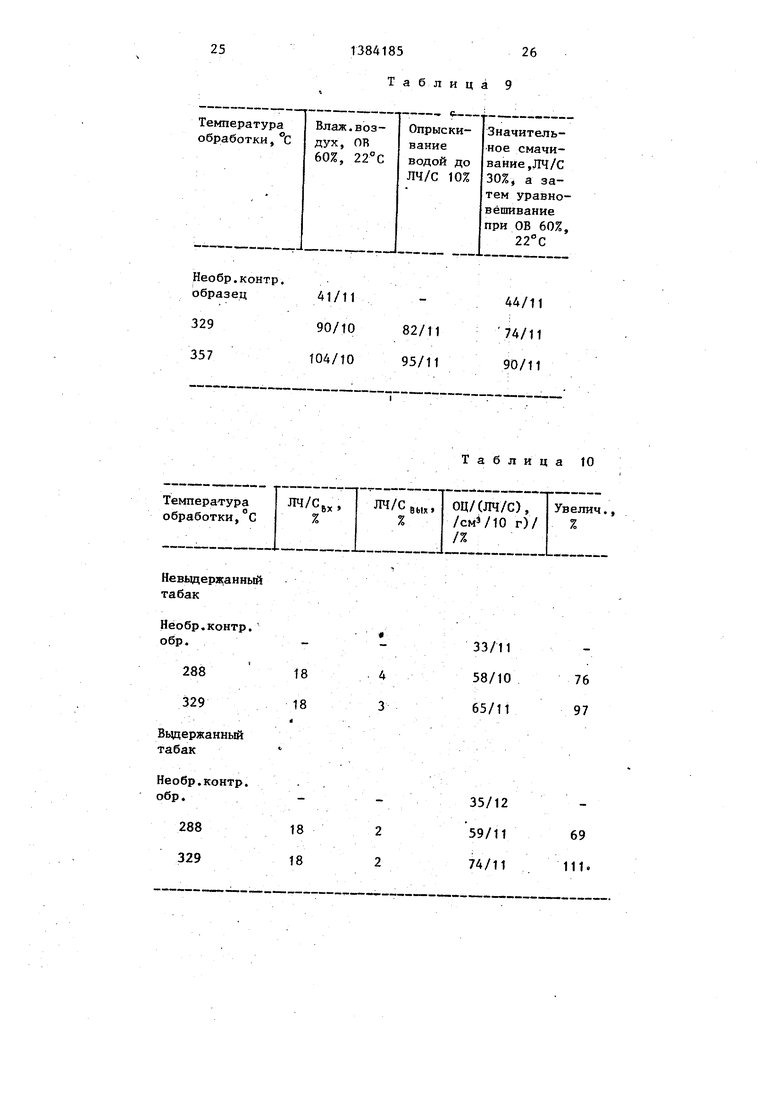
Ц р и м е р 10. Чтобы определить, какое влияние метод уравновешивания
. оказывает на РОЦ и РЛЧ/С табака-на
полнителя, обрабатываемого согласно изобретению, образцы табака-наполни- теля типа Bright вводили в контакт со 100%-ным паром при двух разных температурах в башне диаметром 76 мм, снабженной циклонным сепаратором. Скорость подачи поддерживали постоянной - 180 г/мин. Исходная величина ЛЧ/С составляла 1 1 ,4%. Скорость пара составляла примерно 40 м/с, а общее время контакта - около 4 с. Части от каждого обработанного образца затем уравновешивали тремя разными путями. Одну
13
часть уравновешивали во влажном воздухе при ОВ 60% и при 22 С. Вторую
часть уравновешивали путем опрыскивания водой для получения величины ЛЧ/С, равной 10%, а затем запечатывали в мешки и вьщерживали в них в те- чение примерно 14-16 ч, после чего доводили до определенной кондиции в помещении при ОВ 60% и при 72°С в течение 24 ч.
Третью часть уравновешивали Путем значительного смачивания, доводя величину ЛЧ/С до 30%, а затем Уравновешивали при ОВ 60% и при 22°С. Да- .лее для каждой части каждого образца
а также для необработанного контроль- Q почкой образцы подвергали обработке, ного образца определяли РОЦ и РЛЧ/С. .РОЦ/(РЛЧ/С), (смЗ/10 г) % наполните-, ля типа Bright , обработанного в башне приведены в табл. 9.
как указывалось при дву;х разных температурах. Далее определяли величину ЛЧ/С на выходе, и потом эти образцы уравновешивали. После этого определяли РОЦ и РЛЧ/С по каждому обработанному образцу, а также необработанным контрольным образцам и подсчитали процентное увеличение РОЦ в сравнении с соответствующей величиной контрольного образца. Результаты, приведенные в табл. 11, .свидетельствуют, (что предложенный способ может быть в равной степени применен для обработки покрытых оболочкой наполнителей, непокрытых оболочкой наполните лей, а также смесей.
Пример 11. Чтобы определить, какое влияние оказывает вьщерживание на величину РОЦ и РЛЧ/С, некоторое количество расщепленного табака на- полнителя типа Bright получили сразу после нарезки его на резательной машине Легга. Определили, что этот наполнитель имеет величину ЛЧ/С в пре- делах примерно 18-20%. Часть этого нарезанного наполнителя запечатывали в полиэтиленовые мешки при ЛЧ/С 18- 20% и в течение четырех дней вьщерживали в холодильнике при 1,7°С. Вторую часть нарезанного наполнителя вводили в контакт сразу после нарезки со 100%-ным паром в расширяющей башне диаметром 76 мм, снабженной циклонным сепаратором, при двух раз- ньк температурах, со скоростью подачи 180 г/мин, скоростью подачи пара около 40 м/с в течение общего време ни контакта около 4 с. В конце четыт рехдневного периода вьщерживания первую часть обрабатывали при идентич , -ю
8418512
ньк условиях. Обработанные, а также необработанные контрольные образцы - выдержанные и невьщержанные их части были уравновешены с последующим замерением величин. РОЦ и РЛЧ/С. Было подсчитано процентное увеличение величины ОЦ в сравнении с соответствующей величиной контрольного образца. Влияние выдерживания нарезанного наполнителя на способность к расширению приведено в табл. 10.
Пример 12. Чтобы определить, какое влияние покрытие табака-наполнителя оказывает на процентное увеличение величины РОЦ по сравнению с РОЦ необработанного наполнителя, части свеженарезанных наполнителей типа Bright и Burly вводили в контакт со 100%-ным паром в башне диаметром 76 мм, снабженной циклонным сепаратором., со скоростью подачи 180 г/мин, при скорости подачи пара около 40 м/с в течение общего времени контакта около 4 с. Величина ЛЧ/С при подаче находилась в пределах примерно 18-20%. Часть каждого типа табака покрывали оболочкой, а затем как покрытые, так и непокрытые обо15
почкой образцы подвергали обработке,
как указывалось при дву;х разных температурах. Далее определяли величину ЛЧ/С на выходе, и потом эти образцы уравновешивали. После этого определяли РОЦ и РЛЧ/С по каждому обработанному образцу, а также необработанным контрольным образцам и подсчитали процентное увеличение РОЦ в сравнении с соответствующей величиной контрольного образца. Результаты, приведенные в табл. 11, .свидетельствуют, (что предложенный способ может быть в равной степени применен для обработки покрытых оболочкой наполнителей, непокрытых оболочкой наполните лей, а также смесей.
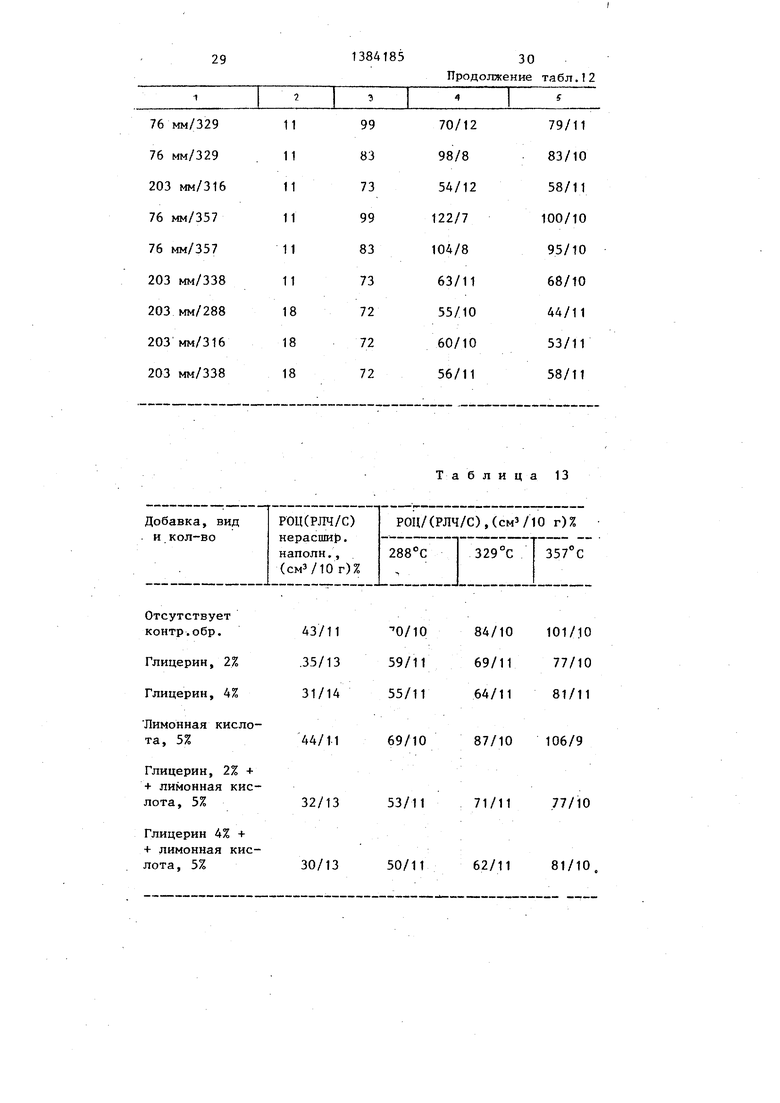
И р и м е р 13. Влияние повторно-; го увлажнения на величины РОЦ .и РЛЧ/С наполнителя типа Bright определяли путем ввода нескольких образцов в контакт с паром в башне диаметром 76 мм, а других образцов - в башне 203 мм при разных величинах ЛЧ/с( на входе и при изменении температуры и паросодержания в башне, а затем для каждого обработанного образца повтор- но увлажняли часть без вьтолнения уравновешивания и определили величины ЛЧ/С и ОЦ. Скорость пара составляла 38 м/с, общее время контакта - около 4 с, скорость подачи - примерно 0,4 фунт/мин в башне диаметром 76 мм, снабженной iijdhJioiiHb M сепаратором, и примерно 1,4 кг/мин в башне диаметром 203 мм, снабженной тангенциальным сепаратором.
Влияние повторного увлажнения на РОЦ/(РЛЧ/С) наполнителя типа Bright, обработанного в башне, приведено в табл. 12.
Пример 14. Чтобы определить влияние добавок на величины РОЦ и РЛЧ/С после обработки наполнителя типа Burly, образцы, обработанные добавками, количества которых указаны в табл. 10, а также образец без каких-либо добавок вводили в контакт со 100%-ньп паром в башне диаметром 76 мм, снабженной циклонным сепаратором, со скоростью подачи 180 г/мин при скорости пара около 40 м/с и в течение общего времени контакта при- мерно 4 с. Части каждого образца обрабатывали при трех разных температурах в башне. Затем образцы уравновешивали, включая необработанную часть образца, и измерили РОЦ и РЛЧ/С. Ре зультаты приведены в табл. 13.
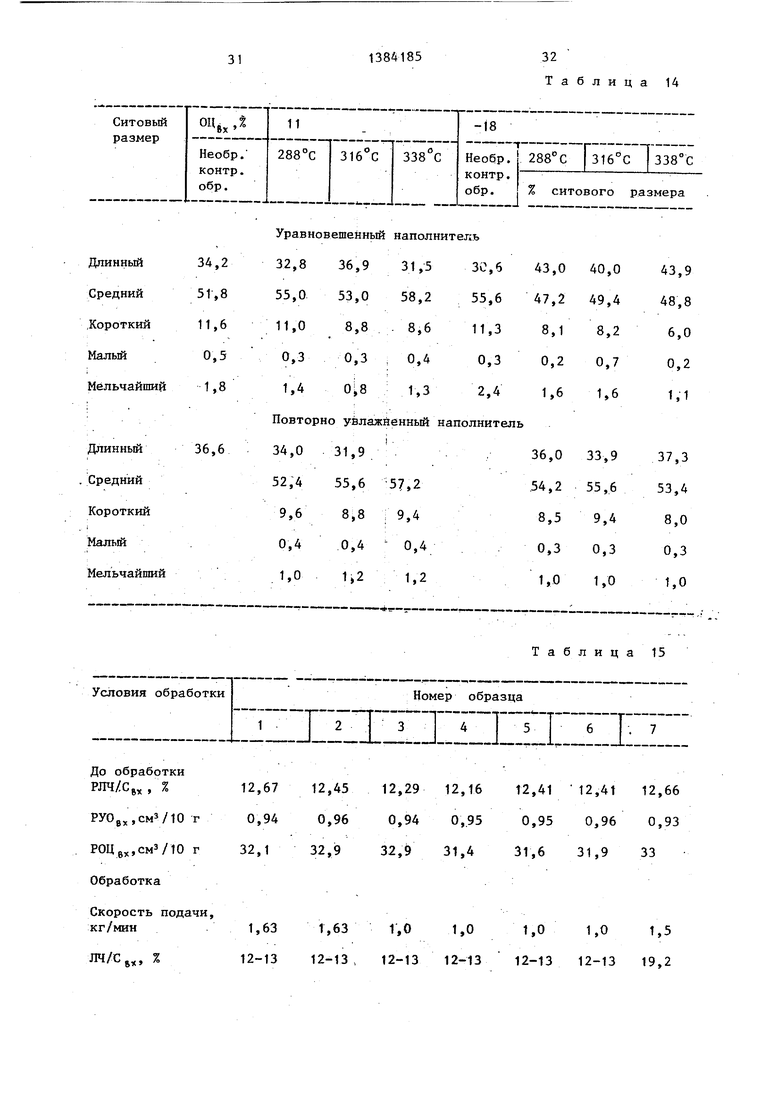
Пример 15. Определяли состав наполнителя, обработанного согласно изобретению. По размерам частиц после ввода образцов наполнителя типа Bright, при разных величинах ОЦ на входе, с 75%-ным паром в башне диаметром 203 мм, снабженной тангенциальным сепаратором, со скоростью подачи 1,4 кг/мин и при трех разных температурах. Скорость пара составляла примерно 38 м/с, а общее время контакта - около 4 с.. Часть каждого обработанного образца уравновешивали а другую часть обработанного образца повторно увлажняли путем опрыскивания. Состав наполнителя по размерам частиц определяли для- контрольных образцов, а также для каждого уравновешенного и повторно увлажненного образца. Методом ситового анализа бы
0 5 Q
5
0
5
0
определ ен в процентах состав каждого образца по пяти размерам частиц. Результаты приведены в табл. 14.
Как показывают данные табл. 14, состав обработанного наполнителя по размерам частиц очень выгодно отличается от состава необработанных контрольных образцов.
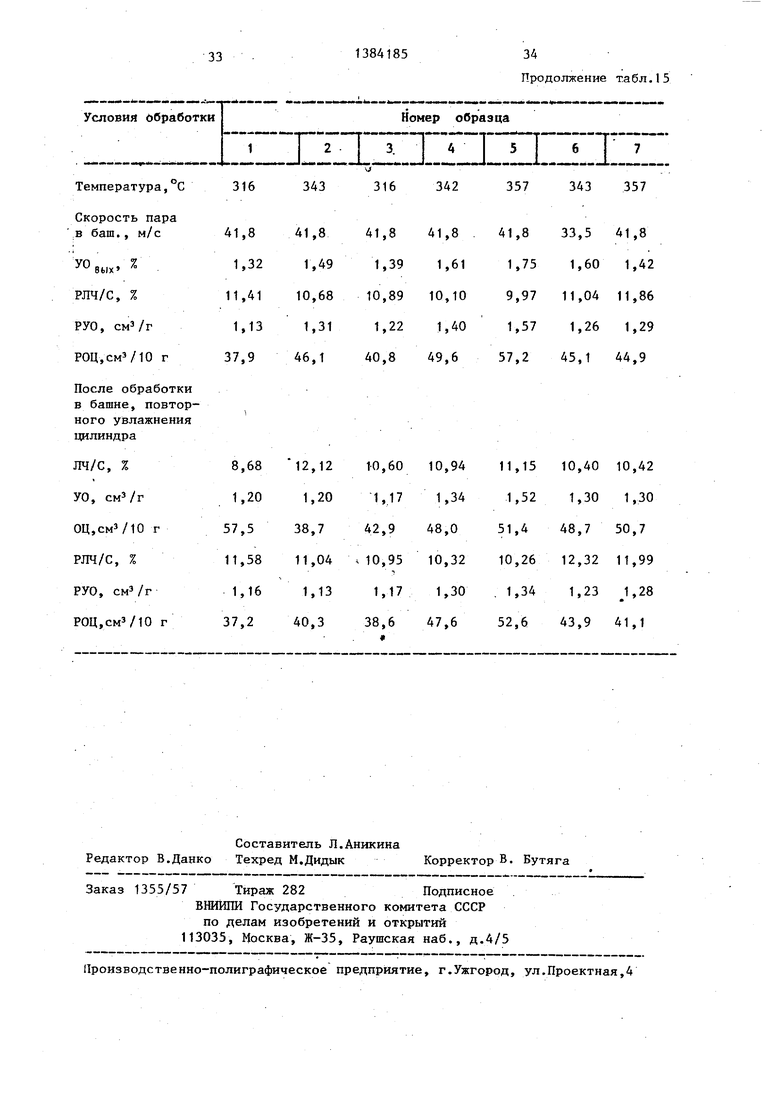
Пример 16. Семь образцов не покрытого оболочкой наполнителя типа Bright вводили в контакт с Ларом в башне диаметром 610 мм, снабженной тангенциальным сепаратором, и различные параметры до обработки и после обработки бьши измерены и записаны. Общее время .контакта составляло при мерно 8 с. Условия и результаты обработки представлены в табл. 15.
Формула изобретения
в течение 1-6 с.
15
138418516
Таблица 1
Необр,контр.
Экспериментальные условия при обработке.
.Таблица 3
Наполнитель типа Burly
ЛЧ/С при подаче 15,2% Без оболочки
180 1080
1420 680
Сравнительный пример
180 1080
Башня 76 мм/100%-ный пар
41/12 67/11/2,7 - 90/10/2,2 41/12 59/11/2,8 - 69/11/1,9
Башня 203 мм/72%-ный пар 35/12,3 - 53,5/10,9 35/12,3 - 66,6/10/Башня 76 мм/пар 0%
41/12 49/11/2,5
41/12 42/11/3,7 Необр,контр, обр.
11
357
Таблица .6
104/10/2,0 8 /11/1,9
Таблица 7
34/13,0
1,9
85/10,2
Таблица 8
25
Необр.контр.
Невццержаннь табак
Необр.контр.
Необр.контр.
138418526
Таблица 9
Таблица tO
Без оболочки
Таблица 11
Отсутствует контр.обр.
Глицерин, 2% Глицерин, 4%
Лимонная кислота, 5%
Глицерин, 2% + + лимонная кислота, 5%
Глицерин 4% + + лимонная кислота, 5%
Таблица 13
84/10101/10
69/1177/10
64/1181/11
87/10106/9
53/11
71/11
77/10
50/11
62/11 81/10
31
До обработки РЛЧ/Cg, %
PyOg.CMVlO т РОЦр,смЗ/10 г Обработка
Скорость подачи, кг/мин
ЛЧ/С,, %
12,67 12,45 12,29 12,16 12,41 12,41 12,66 0,940,960,94 0,950,95 0,96 0,93
32,132,932,9 31,431,6 31,9 33
1,631,631,01,0t,01,01,5
12-13 12-13 12-13 12-13 12-13 12-13 19,2
1384185
32
Таблица 14
Таблица 15
33
1384185
34
Продолжение таблЛ5
| Способ увеличения объема табака | 1974 |
|
SU677631A3 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Патент США № 4040431, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
