Изобретение относится к ткацкому производству и может быть использовано на ткацких станках при выработке тканей средней и высокой плотности и металлосетоКо
Цель изобретения - повышение качества ткани путем снижения обрывности основных нитей о
.На чертеже представлена принципиальная схема осуществления способа,
Способ реализуется следующим образом.
После прокладывания в зеве основы
мя уплотнения, и следовательно, увеличить угол зева в конце уплотнения,, В этом случае сила сопротивления перемещению уточной нити при формировании ткани изменяется плавно в соответствии с заданным законом, обеспечиваемым специальным устройством.
Увеличение угла в конце формирования ткани способствует стабилизации уточной нити в опушке ткани, т,ес, уменьшению величины прибойной полоски и улучшению условия прибоя
Снижение величины силы прибоя
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования ткани на ткацком станке | 1981 |
|
SU958532A1 |
| СПОСОБ ФОРМИРОВАНИЯ ТКАНИ | 2015 |
|
RU2588430C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПЛОТНОЙ ТКАНИ НА БЕСЧЕЛНОЧНОМ ТКАЦКОМ СТАНКЕ | 1992 |
|
RU2030493C1 |
| Батанный механизм ткацкого станка | 1986 |
|
SU1341285A1 |
| Способ ткачества | 1987 |
|
SU1423646A1 |
| Способ формирования ткани на ткацком станке | 1987 |
|
SU1460094A1 |
| Способ формирования ткани на ткацком станке | 1989 |
|
SU1668502A1 |
| СПОСОБ ФОРМИРОВАНИЯ ПЛОТНЫХ ТЕХНИЧЕСКИХ ТКАНЕЙ НА БЕСЧЕЛНОЧНОМ ТКАЦКОМ СТАНКЕ | 1990 |
|
SU1697467A1 |
| МЕХАНИЗМ ПРИБОЯ УТОЧНОЙ НИТИ НА ТКАЦКОМ СТАНКЕ | 1996 |
|
RU2111299C1 |
| СПОСОБ ФОРМИРОВАНИЯ ТКАНИ НА ТКАЦКОМ СТАНКЕ | 1969 |
|
SU234940A1 |
Изобретение относится к ткацкому производству, может быть использовано на ткацких станках при выработке ткани -средней и высокой плотности и ме- таллосеток и позволяет повысить качество ткани путем снижения обрывности основных нитей„ Уточную нить 1, проложенную, в зеве основы ткацкого станка, перемещают по нитям основы бердом 2 батана 3 до встречи с опушкой ткани 4 с максимальной скоростью посредством батанного механизма. Взаимодействие берда 2 с опушкой ткани 4 начинается с нулевой скоростью, а дальнейшее перемещение уточной нити 1 с опушкой ткани 4 на величину прибойной полоски осуществляют посредством специального устройства со скоростью, меньшей скорости перемещения уточной нити 1 до встречи ее с опушкой ткани 4. 1 ил„ х (Л со оо 4 О) го ел Палец flonn- /пи fftmtofto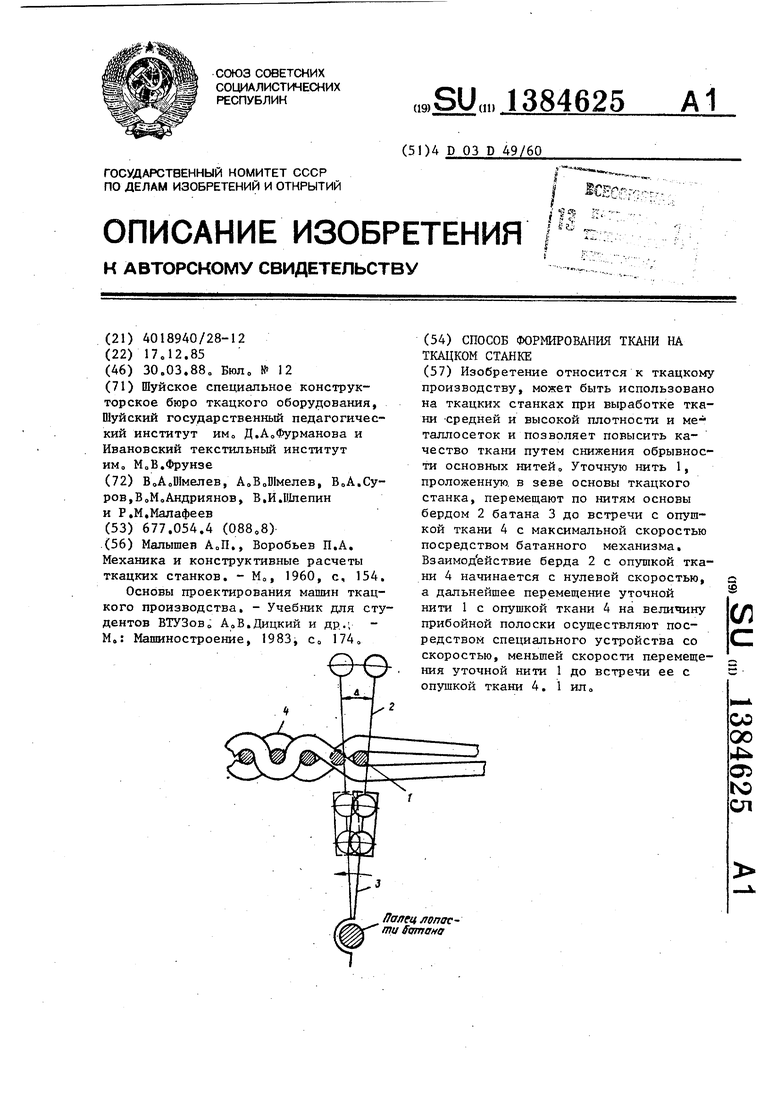
ткацкого станка уточной нити 1 послед- 5 Р предлагаемом способе формирова- нюю перемещают бердом 2 батана 3 до встречи с опушкой ткани 4 с мак- симальной скоростью посредством ба- танного механизма (не показан)о Затем уточную нить 1 перемещают вмес- 20 те с опушкой ткани 4 на величину /i прибойной полоски посредством специального устройства (не показано) со скоростью, меньшей скорости перемещения уточной нити 1 до встречи ее 25 с опушкой ткани 4 для уплотнения нити 1 в ткани 4 с достаточной для этого силой прибоя о
ния ткани позволяет уменьшить.технологически необходимый момент инерции масс батана и, следовательно, снизить динамические нагрузки на звенья и кинематические пары батанно го механизма.
Внедрение изобретения позволяет уменьшить обрывность основных нитей в 2,5 разар
Формула изобретения
Способ формирования ткани на ткацком станке, включaюшJ й проклады- 30 вание уточных нитей и фронтальный пр бой каждой из них к опушке ткани путем перемещения нитей бердом батана в зеве основы ткацкого станка до встречи с опушкой ткани и перемещение нити вместе с опушкой ткани на величину прибойной полоски, о т л и чающийся тем, что, с целью повышения качества ткани путем снижения обрывности основных нитей, перемещение уточной нити вйесте с опушкой ткани на величину прибойной полоски осуществляют со скоростью, меньшей скорости перемещения уточной нити до встречи с опушкой ткани для
Взаимодействие берда 2 с опушкой ткани 4 начинается с нулевой скоростью при указанном способе формирования ткани, что приводит к уменьшению ударного воздействия берда 2 на опушку ткани 4 и, как следствие зтого, к уменьшению обрывности основных нитей о Кроме того, уменьшаются динамические нагрузки на звенья и кинематические пары батанного механизма.
Поскольку уплотнение уточной нити в опушке осуществляется специальным устройством, то гфи заданной величине прибойной полоски появляется возможность увеличить угол встречи
35
Способ формирования тк ткацком станке, включaюшJ 30 вание уточных нитей и фро бой каждой из них к опушк тем перемещения нитей бер в зеве основы ткацкого ст встречи с опушкой ткани и ние нити вместе с опушкой величину прибойной полоск чающийся тем, что повышения качества ткани жения обрывности основных перемещение уточной нити опушкой ткани на величину полоски осуществляют со с меньшей скорости перемеще нити до встречи с опушкой
40
берда 2 с опушкой ткани 4, т.е. вре- ., безударного прибоя нити,
Р предлагаемом способе формирова-
ния ткани позволяет уменьшить.технологически необходимый момент инерции масс батана и, следовательно, снизить динамические нагрузки на звенья и кинематические пары батанно- го механизма.
Внедрение изобретения позволяет уменьшить обрывность основных нитей в 2,5 разар
Формула изобретения
Р предлагаемом способе формирова-
Способ формирования ткани на ткацком станке, включaюшJ й проклады- вание уточных нитей и фронтальный прибой каждой из них к опушке ткани путем перемещения нитей бердом батана в зеве основы ткацкого станка до встречи с опушкой ткани и перемещение нити вместе с опушкой ткани на величину прибойной полоски, о т л и - чающийся тем, что, с целью повышения качества ткани путем снижения обрывности основных нитей, перемещение уточной нити вйесте с опушкой ткани на величину прибойной полоски осуществляют со скоростью, меньшей скорости перемещения уточной нити до встречи с опушкой ткани для
