со
00 00
;
о
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки | 1986 |
|
SU1349831A1 |
| Штамп для соединения трубных деталей | 1985 |
|
SU1296268A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| ИНВАЛИДНАЯ КОЛЯСКА С ЭЛЕКТРОМЕХАНИЧЕСКИМ ПРИВОДОМ | 1991 |
|
RU2085166C1 |
| УСТРОЙСТВО ДЛЯ ЗАМЕНЫ ШТАМПА НА ПРЕССЕ | 2000 |
|
RU2194592C2 |
| Штамп для угловой гибки | 1980 |
|
SU978977A1 |
| ШТАМП ДЛЯ ГИБКИ ТРУБ | 1995 |
|
RU2085317C1 |
| Штамп для гибки концевых участков деталей на 180 @ | 1987 |
|
SU1466837A1 |
| ПРИВОД МЕХАНИЧЕСКОГО ПРЕССА | 2001 |
|
RU2197391C1 |
| Универсальный гибочный штамп | 1988 |
|
SU1516182A1 |
Изобретение относится к обработке металлов давлением и может применяться в переналаживаемых штампах для формооб- разуюш,их операций листовой 1лтампо вки. Цель - расширение технологических возможностей и упрощение переналадки. На боковых стенках нолуматриц (ПМ) и стоек выполнены встречнонаклонные пазы. В мес тах перекрешивания пазов установлены ступенчатые шпонки (Ш) с крестообразным размеш.ением ступеней. С помощью винтов Ш выводятся из пазов ПМ в полости под продольными направляющими. Освобожденные ПМ устанавливают в заданное положение. Перемещают Ш по пазам стоек до мест их пересечения с пазами ПДА. и вновь вводят в пазы ПМ. Таким образом ПМ фиксируется от смещения в продольном и осевом направлении. 4 ил. 2 S (Л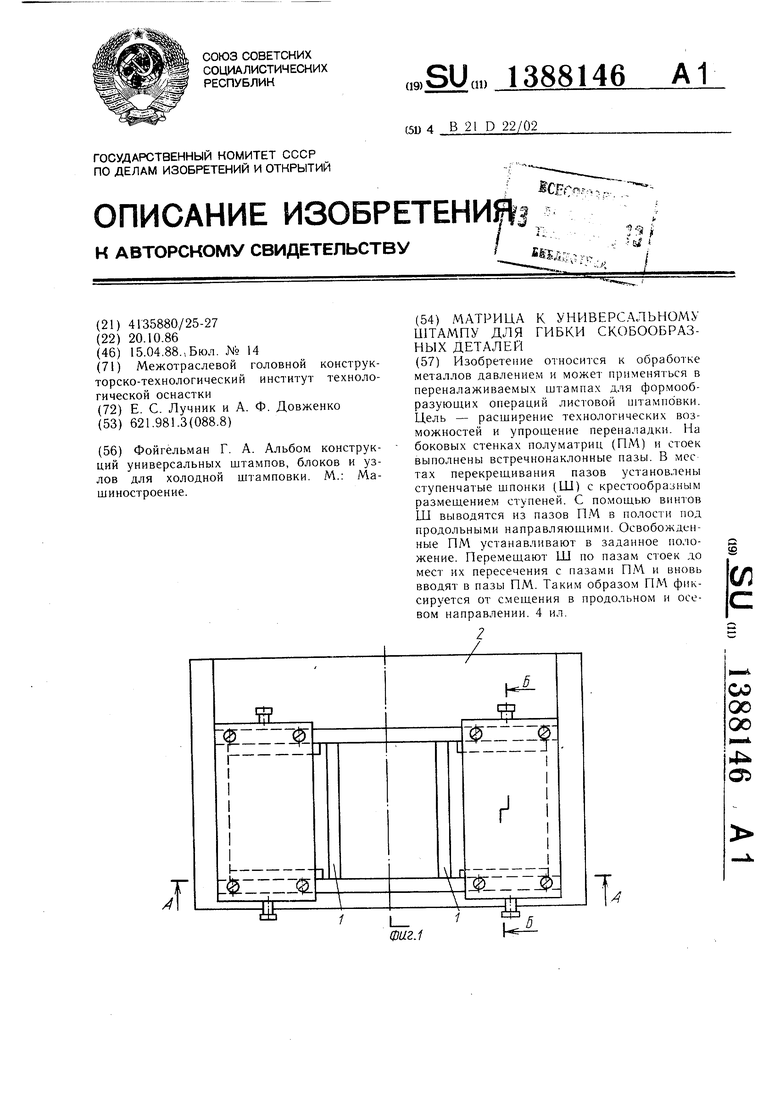
.Т
т.
фиг.1
Изобретение относится к обработке металлов давлением и может применяться в переналаживаемых штампах для формоизменяющих операций листовой штамповки.
Цель изобретения - расширение технологических возможностей и упрошение переналадки.
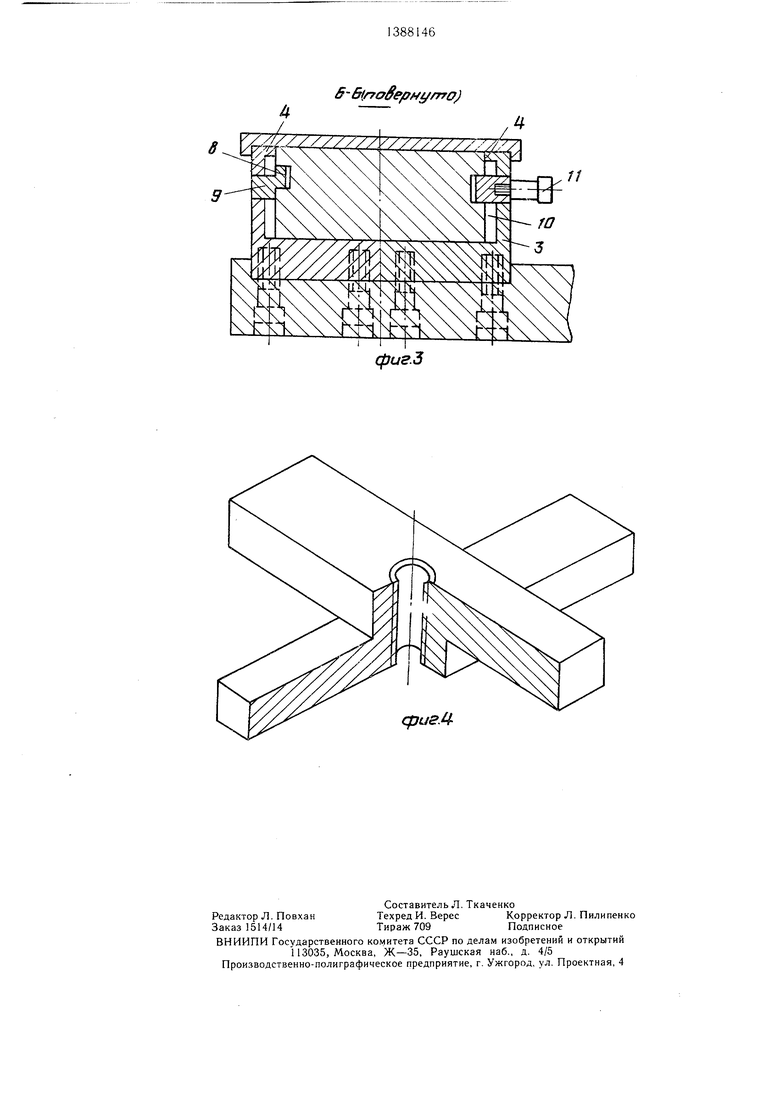
На фиг. 1 показана матрица, план; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - шпонка, аксонометрия.
Матрица к универсальному штампу для гибки скобообразных деталей выполнена в виде полуматриц 1, размещенных на опорной плите 2 с возможностью встречного настроечного перемещения в полых стойках 3 между продольными направляющими 4, размещенными в верхней части стоек 3. На боковых стенках полуматриц 1 и стоек 3 выполнены встречно-наклонные пазы 5 и 6. В местах перекрещивания пазов 5 и 6 установлены ступенчатые шпонки 7 с крестообразным размещением ступеней 8 и 9. Ступени 8 шпонок 7 установлены в полуматрицах 1, а ступень 9 в стойках 3. Под продольными направляющими 4 выполнены полости 10 для размещения ступеней 8 шпонок 7 перед перемещением полуматриц. Для удобства манипулирования шпонками 7 они снабжены винтами 11.
Переналадка раздвижного инструмента производится следующим образом. С помощью винтов 11 ступени 8 шпонок 7 выводятся из пазов 5 в полости 10 так, что полуматрицы 1 высвобождаются, после чего для получения нужной детали полуматрицы устанавливаются в заданном положении. Затем шпонки перемещаются наладчиком
вдоль пазов 6 до места их пересечения с пазами 5. В местах пересечения пазов щпонки вновь вводятся ступенями 8 в пазы 5. Этой операцией заканчивается подготовка
матрицы к работе.
Преимуществами предлагаемого устройства являются большая простота и быстрота переналадки штампа для изготовления новой детали, а также меньшая стоимость подготовки его к работе и возможность
плавной бесступенчатой его переналадки.
Формула изобретения
Матрица к универсальному штампу для
5 гибки скобообразных деталей выполненная в виде полуматриц, размещенных на опорной плите с возможностью встречного построечного перемещения и крепежные элементы, установленные в отверстиях стоек и полуматриц, отличающаяся тем, что, с целью
0 расщирения технологических возможностей и упрощения переналадки, стойки выполнены полыми с продольными направляющими, размещенными в верхней части стоек, полуматрицы размещены между продольными на5 правляющими, отверстия стоек и полуматриц выполнены в виде встречно-наклонных пазов и размещены на их боковых стенках, крепежные элементы выполнены в виде ступенчатых шпонок с крестообразным размещением ступеней и установлены в мес0 тах перекрещивания пазов стоек и полуматриц, при этом одна из ступеней каждой шпонки размещена в полуматрице, а другая в стойке и под продольными направляющими стоек выполнены полости, глубиной не менее толщины ступени шпонок., размещенные в полуматрицах.
/-х
/
J7
фаг. 2
6-&,/7oee /} i/fr7o}
фиг.З
сриг.Ц
| Фойгельман Г | |||
| А | |||
| Альбом конструкций универсальных штампов, блоков и узлов для холодной штамповки | |||
| М.: Машиностроение. |
