(5) ШТАМП ДЛЯ УГЛОВОЙ ГИБКИ

| название | год | авторы | номер документа |
|---|---|---|---|
| Гибочный штамп | 1973 |
|
SU576141A1 |
| Гибочный штамп для получения скобообразных деталей | 1981 |
|
SU995986A1 |
| ШТАМП ДЛЯ ГИБКИ ТРУБ | 1995 |
|
RU2085317C1 |
| Штамп для гибки | 1986 |
|
SU1315079A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Гибочный штамп | 1973 |
|
SU471924A1 |
| Штамп для одноугловой гибки | 1989 |
|
SU1708473A1 |
| Штамп для одноугловой гибки штучных заготовок | 1989 |
|
SU1703220A1 |
| Штамп для гибки деталей типа скоб | 1986 |
|
SU1346298A1 |
| Гибочный штамп | 1985 |
|
SU1260065A1 |
Изобретение относится к обработке металлов давлением, в частности, к штампам для холодной листовой штамповки. Предметом изобретения является штамп для угловой гибки, обеспечивающий точное взаимное положение элементов детали, например отверстий, после гибки.
Известны гибочные штампы, содержащие пуансон, матрицу, подпружиненный выталкиватель, на котором размещены средства фиксации заготовки, например штифты, входящие в отверстия на заготовке l.
Недостаток этих штампов состоит в том, что они обеспечивают только точность взаимного расположения линии гибки и элементов детали, например отверстий, расположенных на одной части детали.
Нзиболее близок к описываемому штамп для угловой гибки, содержащий закрепленный на одной плите пуансон
СО скругленным рабочим ребром и смонтированные на другой плите колодки, толкатели буферного устройства, поворотные полуматрицы, опирающиеся на колодки и толкатели, и стойки с параллельными направлению рабочего хода штампа пазами, в которых размещена ось поворота полуматриц, контактирующая боковой поверхностью со стенками пазов. Полу10матрицы шарнирно связаны между собой общей осью поворота 2.
Недостаток этого штампа состоит в том, что в процессе гибки полу5 матрицы совершают вращения по дугам, центр которых совпадает с осью шарнира , a полки детали перемещаются по эвольвентам, огибающим ребро пуансона. При увеличенных радиусах
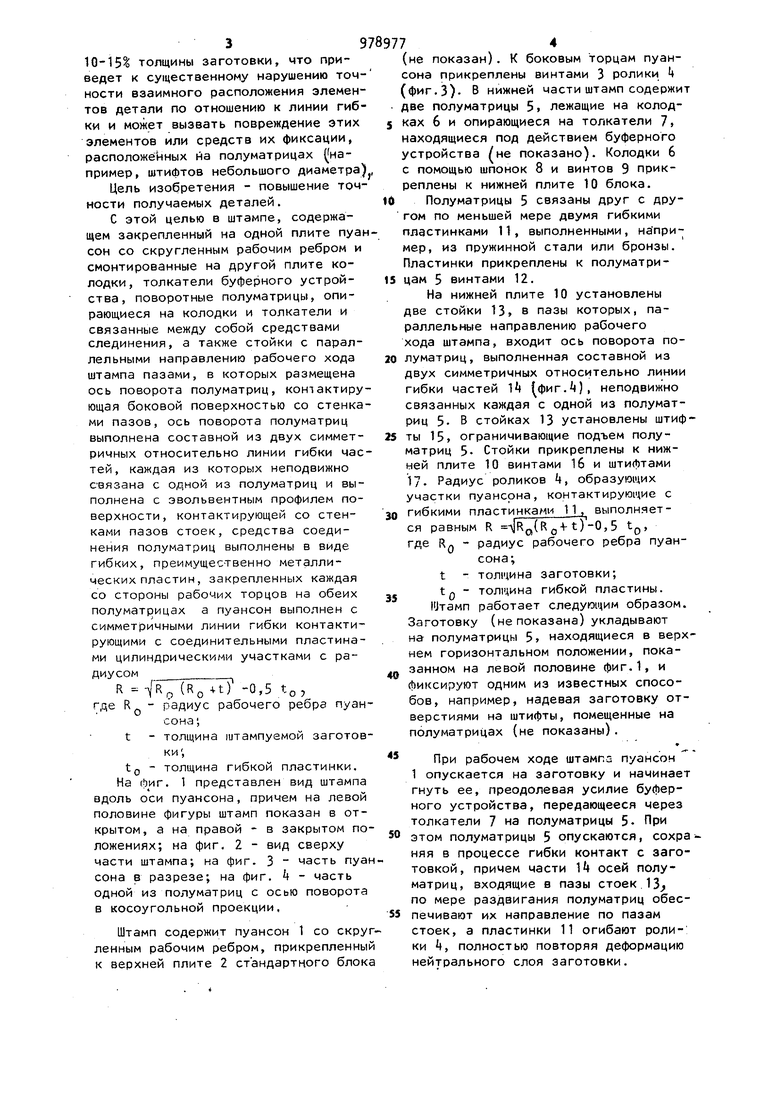
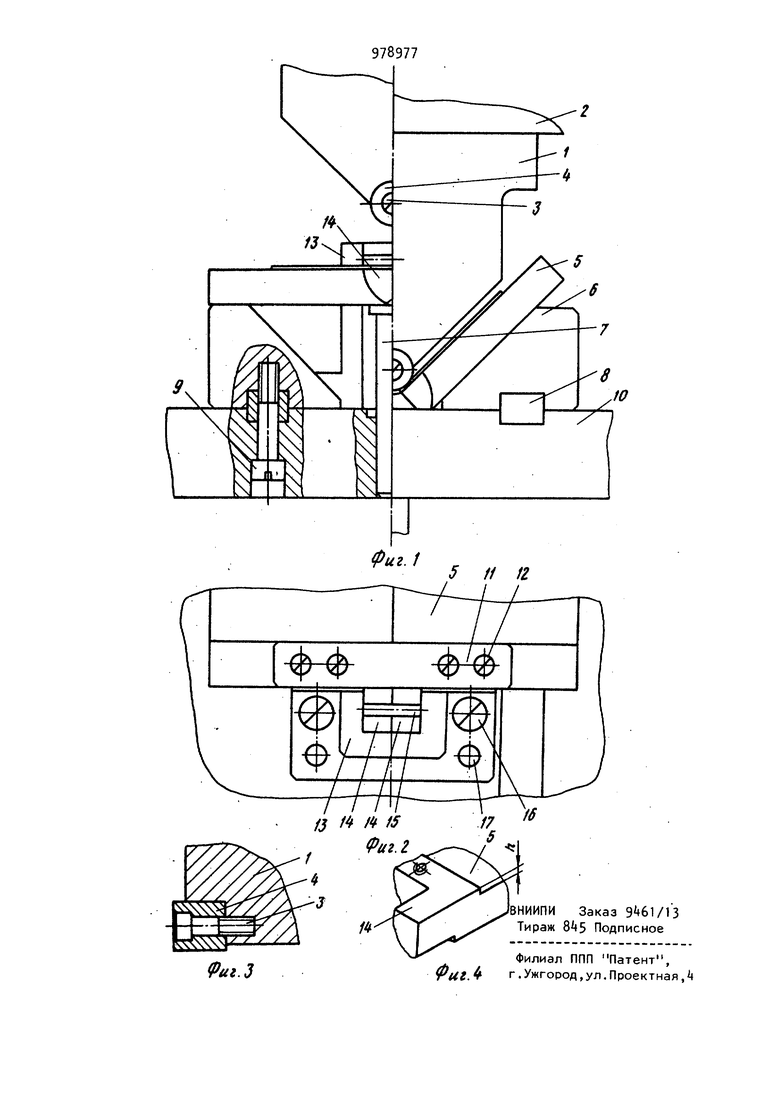
20 ребра пуансона, например, больше полутора-двух толщин материала разность траекторий перемещения полуматриц и полок детали может превысить 10-15 толщины заготовки, что приведет к существенному нарушению точ ности взаимного расположения элементов детали по отношению к линии гиб ки и может вызвать повреждение этих элементов или средств их фиксации, расположенных на полуматрицах (например , штифтов небольшого диаметра Цель изобретения - повышение точ ности получаемых деталей. С этой целью в штампе, содержащем закрепленный на одной плите пуа сон со скругленным рабочим ребром и смонтированные на другой плите колодки, толкатели буферного устройства, поворотные полуматрицы, опирающиеся на колодки и толкатели и связанные между собой средствами слединения, а также стойки с параллельными направлению рабочего хода штампа пазами, в которых размещена ось поворота полуматриц, контактиру ющая боковой поверхностью со стенка ми пазов, ось поворота полуматриц выполнена составной из двух симметричных относительно линии гибки час тей, каждая из которых неподвижно связана с одной из полуматриц и выполнена с эвольвентным профилем поверхности, контактирующей со стенками пазов стоек, средства соединения полуматриц выполнены в виде гибких, преимущественно металлических пластин, закрепленных каждая со стороны рабочих торцов на обеих полумат|эицах а пуансон выполнен с симметричными линии гибки контактирующими с соединительными пластинами цилиндрическими участками с радиусомR -{R 0 () -0.5 to, Де ROрадиус рабочего ребра пуан сона ; t - толщина штампуемой заготов ки; IQ - толщина гибкой пластинки. На фиг. 1 представлен вид штампа вдоль оси пуансона, причем на левой половине фигуры штамп показан в открытом, а на правой - в закрытом по ложениях; на фиг. 2 - вид сверху части штампа; на фиг. 3 часть пуа сона в разрезе; на фиг. k - часть одной из полуматриц с осью поворота в косоугольной проекции, Штамп содержит пуансон 1 со скру ленным рабочим ребром, прикрепленны к верхней плите 2 стандартного блок (не показан). К боковым торцам пуансона прикреплены винтами 3 ролики 4 (фиг.З). В нижней части штамп содержит две полуматрицы 5 лежащие на колодках 6 и опирающиеся на толкатели 7, находящиеся под действием буферного устройства /не показано). Колодки 6 с помощью шпонок 8 и винтов 9 прикреплены к нижней плите 10 блока. Полуматрицы 5 связаны друг с другом по меньшей мере двумя гибкими пластинками П, выполненными, например, из пружинной стали или бронзы. Пластинки прикреплены к полуматрицам 5 винтами 12. На нижней плите 10 установлены две стойки 13, в пазы которых, параллельные направлению рабочего хода штампа, входит ось поворота полуматриц, выполненная составной из двух симметричных относительно линии гибки частей 1 (фиг.), неподвижно связанных каждая с одной из полуматриц 5- В стойках 13 установлены штифты 15 ограничивающие подъем полуматриц 5- Стойки прикреплены к нижней плите 10 винтами 1б и штифтами 17. Радиус роликов k, образующих участки пуансона, контактирующие с гибкими пластинками 11, выполняется равным R -|RQ(RO-V t)-0,5 tp, где RQ - радиус рабочего ребра пуансона;t - толщина заготовки; tg - толщина гибкой пластины. Штамп работает следую1чим образом. Заготовку (не показана) укладывают на полуматрицы 5 находящиеся в верхнем горизонтальном положении, показанном на левой половине фиг.1, и фиксируют одним из известных способов, например, надевая заготовку отверстиями на штифты, помещенные на полуматрицах (не показаны). При рабочем ходе штампа пуансон 1 опускается на заготовку и начинает гнуть ее, преодолевая усилие буферного устройства, передающееся через толкатели 7 на полуматрицы 5- При этом полуматрицы 5 опускаются, сохра няя в процессе гибки контакт с заготовкой, причем части k осей полуматриц, входящие в пазы стоек.13 по мере раздвигания полуматриц обеспечивают их направление по пазам стоек, а пластинки 11 огибают ролики , полностью повторяя деформацию нейтрального слоя заготовки. Таким образом, в течение всего , рабочего хода перемещение полуматриц точно соответствует перемещению полок изгибаемой детали, что обеспечивает возможность получения деталей с точными размерами. В конце рабочего хода все подвижные част штампа занимают положения, показанные на правой половине фиг,1. При обратном ходе верхней плиты 2 пуансон 1 возвращается в исходное положение, показанное на левой половине фиг.1, а полуматрицы 5 под действием толкателей 7 поднимаются и располагаются горизонтально, как показано на той же половине фиг.1. Готовая деталь (не показана) остает ся на полуматрицах 5 и может быть удалена вручную или сжатым воздухом Технико-экономический эффект изо ретения заключается в обеспечении гибки с высокой точностью, что позволяет выполнять отверстия и другие элементы на полках детали,.координаты которых заданы с жесткими допусками, например, равными 3-5 от толщины заготовки, до гибки, на пло кой заготовке, что снижает трудоемкость изготовления деталей.
формула изобретения
Штамп для угловой гибки, содержащий закрепленный на одной плите пуансон со скругленным рабочим реб ром и смонтированные на другой плите колодки, толкатели буферного устройства, поворотные полуматрицы, опирающиеся на колодки и толкатели,
Источники информации, принятые во внимание при экспертизе
в приборостроении. М.,-Л., Машгиз, 1963, с. 323, фиг.175.
