Изобретение относится к обработке металлов давлением, в частности к оснастке для листовой штамповки.
Цель изобретения - улучшение качества изготавливаемых деталей за счет повышения их прочности.
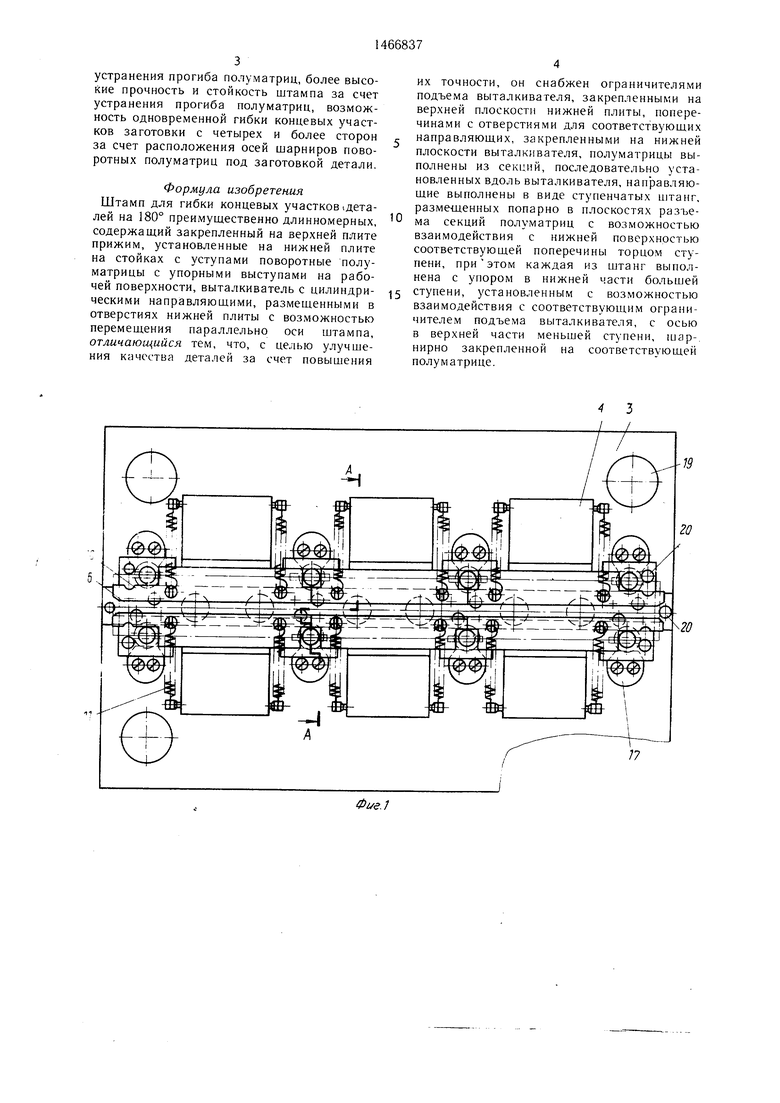
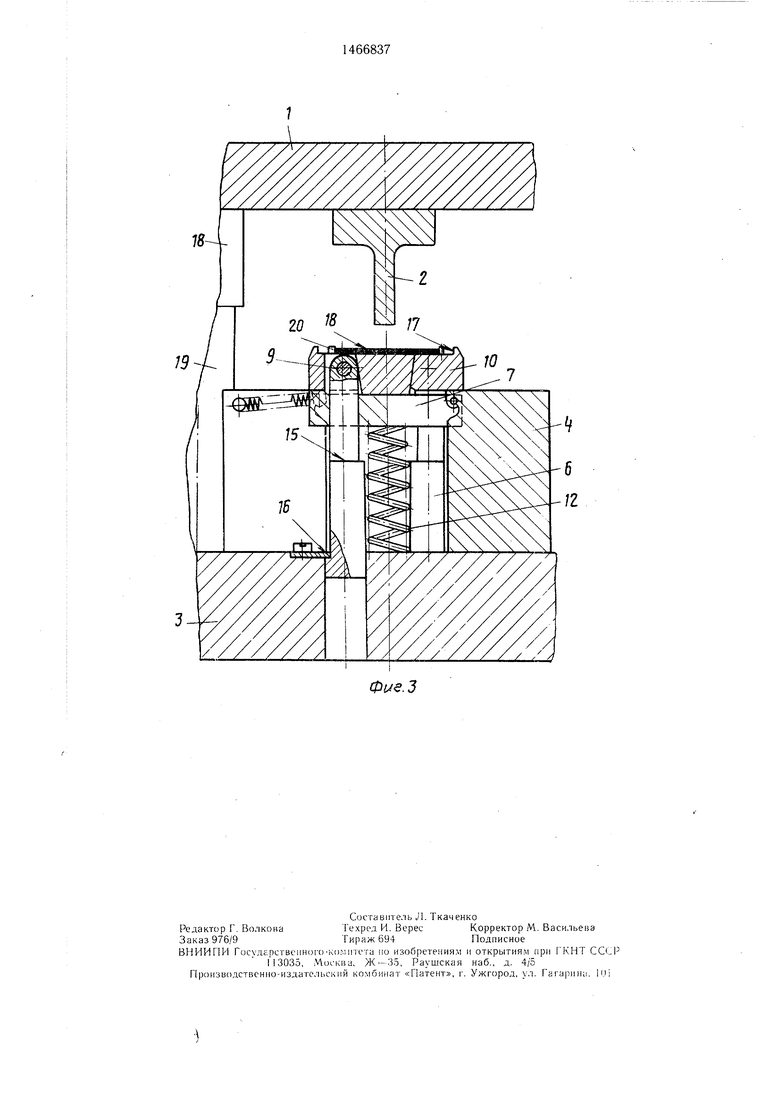
На фиг. 1 представлен штамп в конце хода ползуна пресса вниз, вид сверху; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - штамп, в начале хода ползуна пресса вниз.
Штамп для гибки содержит жестко закрепленный на верхней плите 1 прижим,2 и установленные на нижней плите 3 стойки 4 с упорными уступами 5, (не обозначено) выталкиватель 6, с жестко связанными с ним поперечинами 7.
В отверстиях поперечин с возможностью перемешения размешены ступенчатые штанги 8, шарнирно связанные со стороны меньших ступеней с помощью осей 9 с секциями 10 полуматриц. Секции 10 установлены на плите 3 на стойках 4 и размешены вдоль выталкивателя 6.
Секции 10 полуматрицы подпружинены пружинами 11 относительно стоек 4, а выталкиватель 6 подпружинен пружинами 12 относительно нижней плиты 3.
На секциях 10 полуматриц выполнены перпендикулярно их рабочим поверхностям 13 упорные выступы 14, предупреждающие скольжение концевых участков детали по поверхности полуматриц. Торцы 15 ступеней штанг 8 установлены с возможностью взаимодействия с нижней плоскостью поперечин 7 для ограничения хода штанг относительно выталкивателя 6, на величину, которая рассчитывается для каждого конкретного случая. При гибке концевых участков детали на 180° эта величина равна сумме удвоенного расстояния от оси шарнира до зеркала соответствующей поворотной полуматрицы и расстояния между нижней и верхней плоскостями изготавливаемой детали. Нижняя часть (большая ступень) каждой штанги 8 установлена с возможностью перемещения в направляющих отверстиях нижней плиты 3 и выполнена с упором 16, взаимодействующим с жестко закрепленным на этой плите соответствующим ограничителем 17.
Верхняя и нижняя части штампа направляются втулками 18 и колонками 19.
На выталкивателе 6 установлены упоры 20 для фиксации заготовки в исходном положении.
Штамп для гибки концевых участко детали на 180° работает следуюшим образом.
Заготовка укладывается между упорными выступами 14 на поверхность выталкивателя 6 и секции 10 поворотных полуматриц и фиксируется по упорам 20.
При ходе ползуна пресса (не показан) вниз прижим 2 воздействует на заготовку
и через нее на выталкиватель 6. Выталкиватель 6 опускается и секции 10 поворотных полуматриц, взаимодействуя с рабочими поверхностями стоек 4, начинают повора- чиваться вокруг осей 9 шарниров.
При этом заготовка под действием прижима 2 и гибочных поверхностей секций поворотных полуматриц начинает изгибаться по радиусу, значительно превышающему требуемый для изготовления детали, а концы заготовки скользят по гибочным поверхностям этих полуматриц, удерживая последние от подъема вверх.
При дальнейшем ходе ползуна пресса секции 10 полуматрицы поворачиваются c на угол около 90° и, взаимодействуя своими опорными поверхностями с уступами стоек 4, подымаются относительно выталкивателя 6.
При этом штанги 8, подымаясь, скользят
по направляющим отверстиям поперечины до 0 взаимодействия торцов 15 с нижней плоскостью поперечины 7.
После прекращения перемешения штанг 8 относительно выталкивателя 6 поворотные полуматрицы снова начинают повора- «- чиваться вокруг осей 9 и поскольку расстояние между каждым из упорных выступов 14 и прижимом 2 уменьшается, торцы заготовки упираются в поверхности этих выступов.
Под действием упорных выступов 14, 0 предупреждающих скольжение концевых участков заготовки по гибочным поверхностям полуматриц, и прижима 2, прижимающего заготовку к выталкивателю 6 в конце хода ползуна пресса вниз радиус изгиба концевых участков заготовки у.мень- 5 шается до необходимого, при этом свободные участки заготовки усилием сопротивления изгибу прижимаются с одной стороны к выталкивателю 6, а с другой - к поворотным полуматрицам.
На протяжении всего процесса гибки перемещение выталкивателя 6 направляется штангами 8 по отверстиям нижней плиты 3
При обратном ходе ползуна пресса г,,. действием пружин 11 и 12 выталкивате..ь 6 поднимается вверх, а полуматрицы 7 5 поворачиваются вокруг осей 9, и при ьтом контакт упорных выступов 14 с торцами детали прекращается.
В конце хода ползуна пресса вверх ограничители 17 воздействуют на упоры 16 штанг 8 и рабочие поверхности выталкива- 50 теля 6 и поворотных полуматриц размещаются в одной плоскости, на которую устанавливается очередная заготовка и цикл повторяется.
Использование предлагаемогс штампа обеспечивает более высокую точность изго- 55 товления деталей путем обеспечения одинакового радиуса изгиба по всей длине линии гибки и устранения неплоскостности концевых участков изготовляемых деталей за счет
п иостГи Р ° °- точности, он снабжен ограничителями
устоа ения ппо 2 а счетподъема выталкивателя, закрепленными на
устранения прогиба полуматриц, возмож-верхней плоскости нижней плиты попереность одновременной гибки концевых участ-чинами с отверстиями для соответствующих
за счетТсГппж °Р 5 направляющих закрепленными на . шарниров пово- плоскости выталкивателя, полуматрицы выполнены из секций, последовательно установленных вдоль выталкивателя, направляющие выполнены в виде ступенчатых штанг,
Vono j-iai-iMjtj.Aeia-размещенных попарно в плоскостях разъелеи на 180 преимущественно длинномерных, О ма секций полуматриц с возможностью содержащий закрепленный на верхней плитевзаимодействия с нижней поверхностью
прижим, установленные на нижней плите
на стойках с уступами поворотные полу1.- ..,j, ,-.,,j,,n, llVyDkJ
ротных полуматриц под заготовкой детали.
Формула изобретения Штамп для гибки концевых участков 1детаматрицы с упорными выступами на рабосоответствующей поперечины торцом ступени, при этом каждая из штанг выпол„ - гйена с упором в нижней части большей
чей поверхности, выталкиватель с цилиндри- ,5 ступени, установленным с возможностью ческими направляющими, размещенными ввзаимодействия с соответствующим ограниотверстиях нижней плиты с возможностьючителем подъема выталкивателя с осью
перемещения параллельно оси штампа,в верхней части меньшей ступе ни шаротличающиися тем, что, с целью улучше-нирно закрепленной на соответствующей
ния качества деталей за счет повышенияполуматрице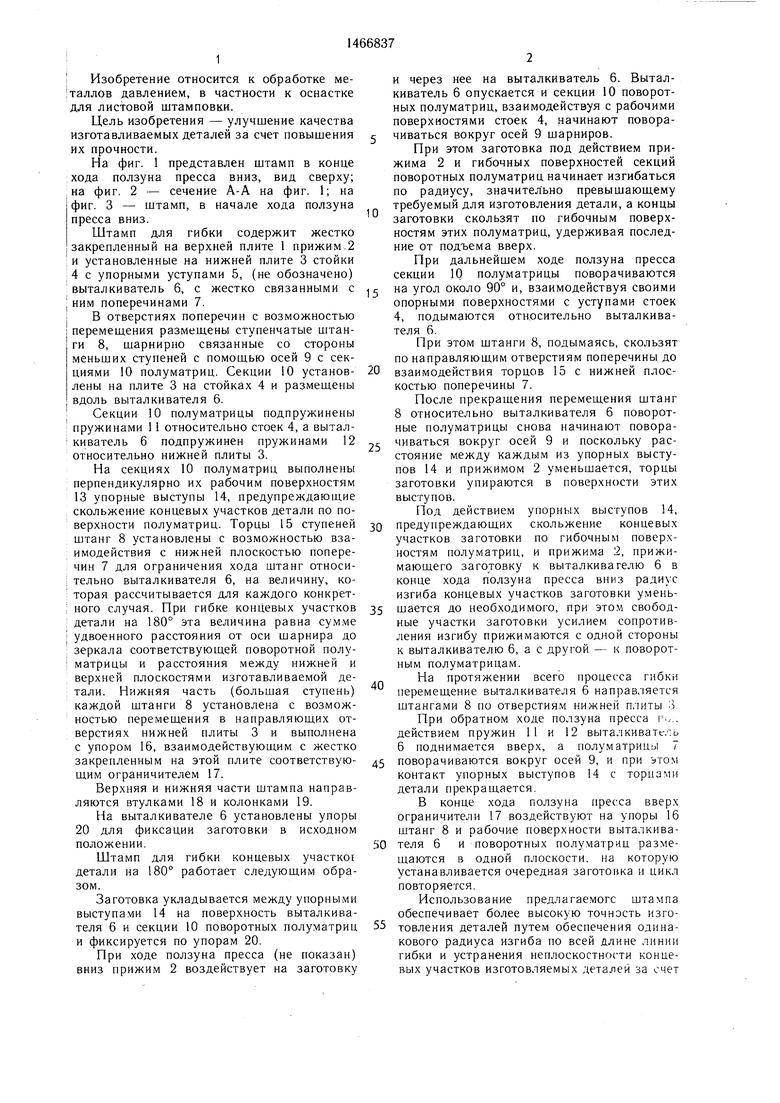
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки | 1986 |
|
SU1315079A1 |
| Гибочный штамп | 1990 |
|
SU1729660A1 |
| Штамп для гибки | 1988 |
|
SU1523223A1 |
| Штамп для гибки скоб из штучных заготовок | 1990 |
|
SU1807904A3 |
| Штамп для гибки деталей типа скоб | 1986 |
|
SU1346298A1 |
| Штамп для отгибки кромок на листовой заготовке на 180 @ | 1987 |
|
SU1489886A1 |
| Гибочный штамп | 1979 |
|
SU837480A1 |
| Гибочный штамп | 1983 |
|
SU1162524A1 |
| Гибочный штамп | 1975 |
|
SU513765A1 |
| Гибочный штамп для изготовления П-образных деталей | 1991 |
|
SU1803227A1 |
Изобретение относится к обработке металлов давлением, в частности к оснастке для листовой штамповки. Цель - улучшение качества изготавливаемых деталей путем повышения их точности. Штамп содержит 7 ;/ секционные поворотные полуматрицы 7 с упорными выступами 14, прижим 2 и выталкиватель (В) 6. Секции (С) 10 полуматриц шарнирно связаны со штангами 8, размещенными в отверстиях поперечин, В 6 и нижней плиты 3. На каждой штанге 8 выполнен упор, взаимодействующий с ограничителем, и торец. При ходе вниз прижима 2 заготовка изгибается, а С 10 поворачиваются и фиксируются на уступах стоек 4. При этом штанги 8 поднимаются до взаимодействия торцов с поперечинами 7 В 6. После этого С 10 продолжают поворот, а торцы заготовки упираются в упорные выступы 14. В конце рабочего хода радиус изгиба уменьшается до заданного, при этом по всей длине заготовки радиус постоянен за счет устранения прогиба С 10. 3 ил. 7 Ю В I L / со |,ДДЕ ijife /2 . 2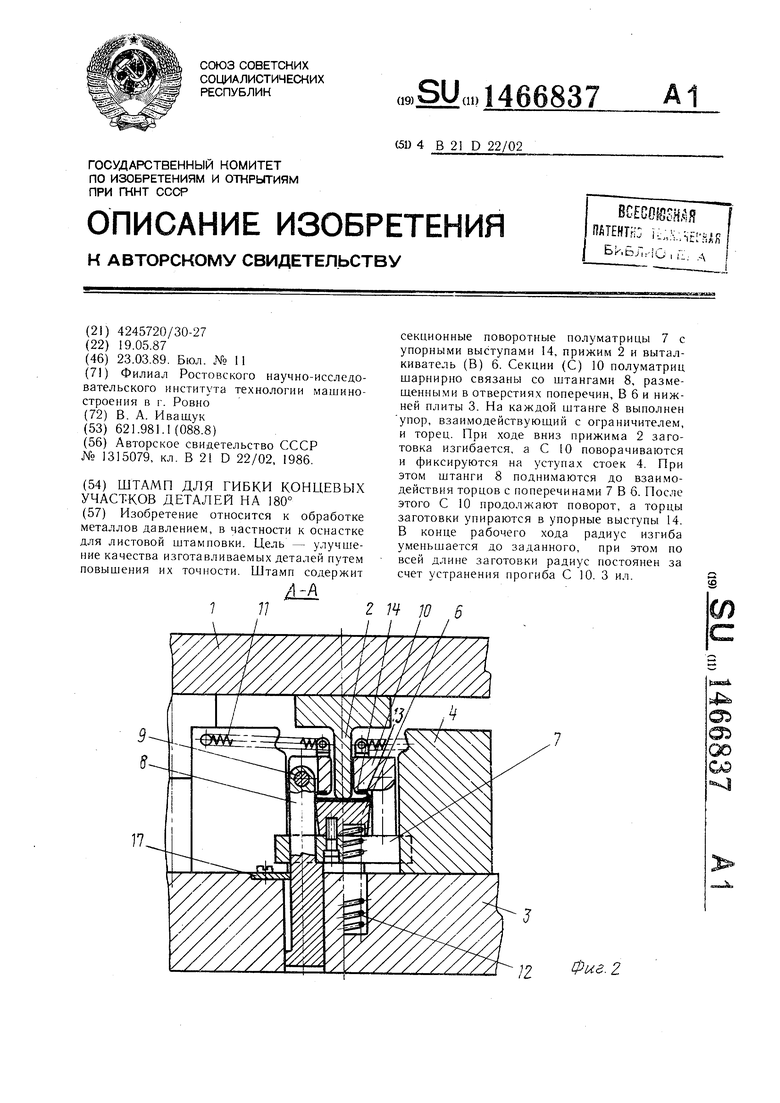
W
20
17
18
Фие.З
| Штамп для гибки | 1986 |
|
SU1315079A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
