(Л
СлЭ 00 00
ел
о o
механизации сварки и улучшение условий труда. Цельноперевозимый коробчатый блок стального моста образуется из четырех крупногабаритных сварных элементов полной заводской готовности; двух стенок 4, подкрепленных вертикальными 6 и горизонтальными 5 ребрами жесткости, и двух поясных листов 1, 9, подкрепленных цельными по длине продольными 2, 10 и поперечными 3, 11 ребрами; эти элементы объединяются разнокалиберными внутренними и наружными угловыми поясными швами, причем внутренние имеют катеты 6-7 мм и выполняются полуавтоматом в положении «в угол, а также посредством накладок 12 и болтов, соединяюш,их поперечные ребра 11 и 3 верхнего 9 и нижнего 1 пояса с вертикальными ребрами жесткости 6 стенок. Торцы 13 ребер нижнего пояса соединены накладкой 14, а пояс 16 ребер 11 - накладками 17 на болтах. Для обеспечения неизменяемости формы коробки применены поперечные диагональные связи. Способ изготовления цельноперевозимого коробчатого блока стального моста состоит в изготовлении подкрепленных ребрами стенок 4, верхнего 9 и нижнего 1 поясов, объединении их на сборочном стенде посредством накладок 12 и болтов с вертикальными ребрами жесткости 6 стенок 4; сварке полуавтоматом в положении «в угол внутренних угловых поясных швов, установке верхнего пояса и соединении его посредством накладок 12 и болтов с вертикальными 6 и горизонтальными 5 ребрами жесткости стенок. 4. Затем коробчатый блок устанавливают в полноповоротный кондуктор, где сваривают полуавтоматом в положении «в угол остэльные внутренние угловые поясные швы, а затем автоматом в положении «в лодочку четыре наружных угловых поясных шва, после чего устанавливают на болтах диагональ 18 поперечных связей и затягивают все болты на расчетное усилие. 2 с. и 2 з.п. ф-лы, 6 ил.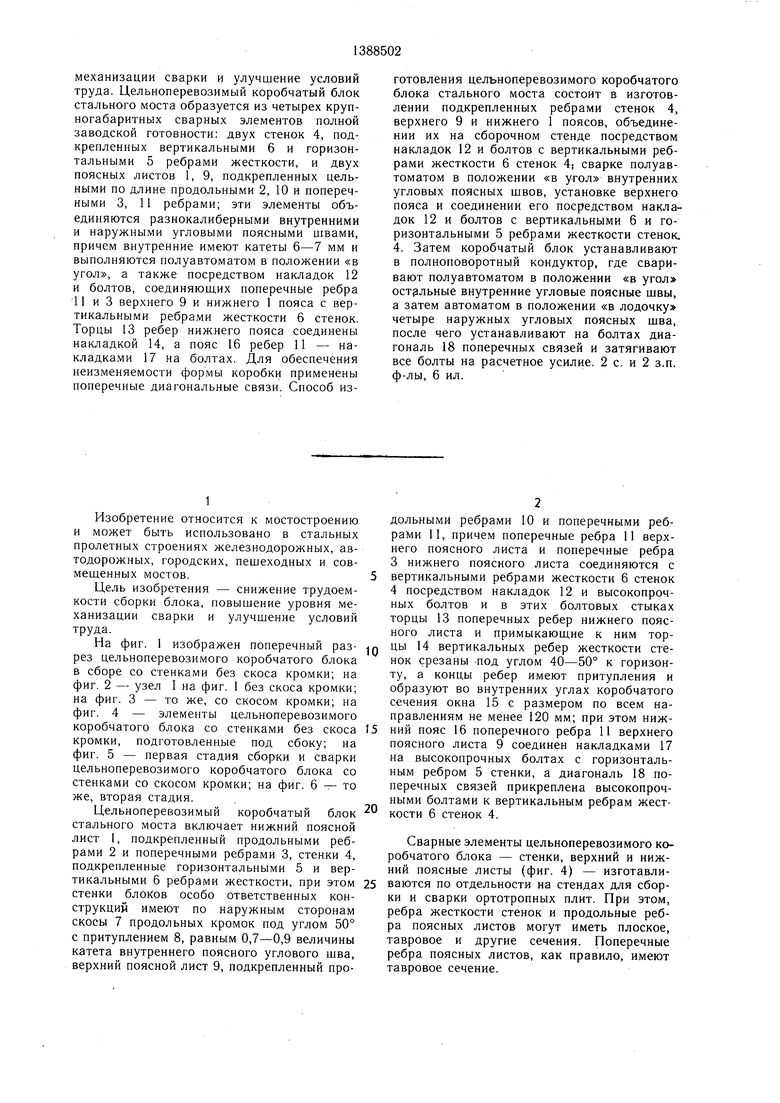
| название | год | авторы | номер документа |
|---|---|---|---|
| Цельноперевозимый коробчатый блок стальных пролетных строений и способ его изготовления | 1985 |
|
SU1273428A1 |
| Металлическая сплошностенчатая конструкция (ее варианты) | 1980 |
|
SU969807A1 |
| Строительный решетчатый элемент | 1990 |
|
SU1760043A1 |
| НАДРЕССОРНАЯ БАЛКА ТЕЛЕЖКИ ВАГОНА | 2008 |
|
RU2388632C1 |
| Сборно-разборная эстакада | 1990 |
|
SU1768694A1 |
| БОКОВАЯ СТЕНА ВАГОНА И СПОСОБЫ ЕЕ СБОРКИ (ВАРИАНТЫ ) | 2004 |
|
RU2271293C2 |
| БАЛКА ДЛЯ КРЫЛЬЕВ МЕТАЛЛИЧЕСКИХ АЭРОПЛАНОВ | 1924 |
|
SU1048A1 |
| Пролетное строение моста | 1979 |
|
SU872622A1 |
| КРУПНОТОННАЖНЫЙ КОНТЕЙНЕР | 1992 |
|
RU2040451C1 |
| ДОЩАТО-ГВОЗДЕВОЕ ПРОЛЕТНОЕ СТРОЕНИЕ | 1999 |
|
RU2169812C1 |
изобретение относится к области мостостроения и может быть использовано в стальных пролетных строениях мостов. Целью изобретения является снижение трудоемкости сборки блока, повышение уровня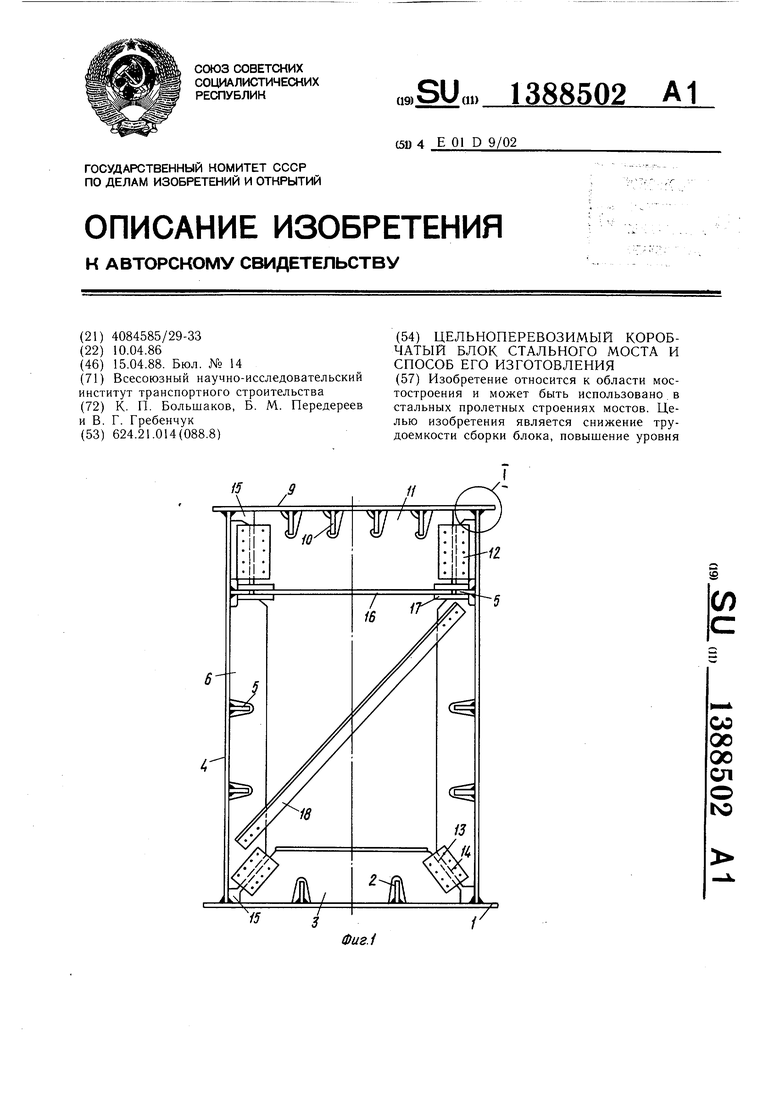
1
Изобретение относится к мостостроению и может быть использовано в стальных пролетных строениях железнодорожных, автодорожных, городских, пешеходных и совмещенных мостов.
Цель изобретения - снижение трудоемкости сборки блока, повышение уровня механизации сварки и улучшение условий труда.
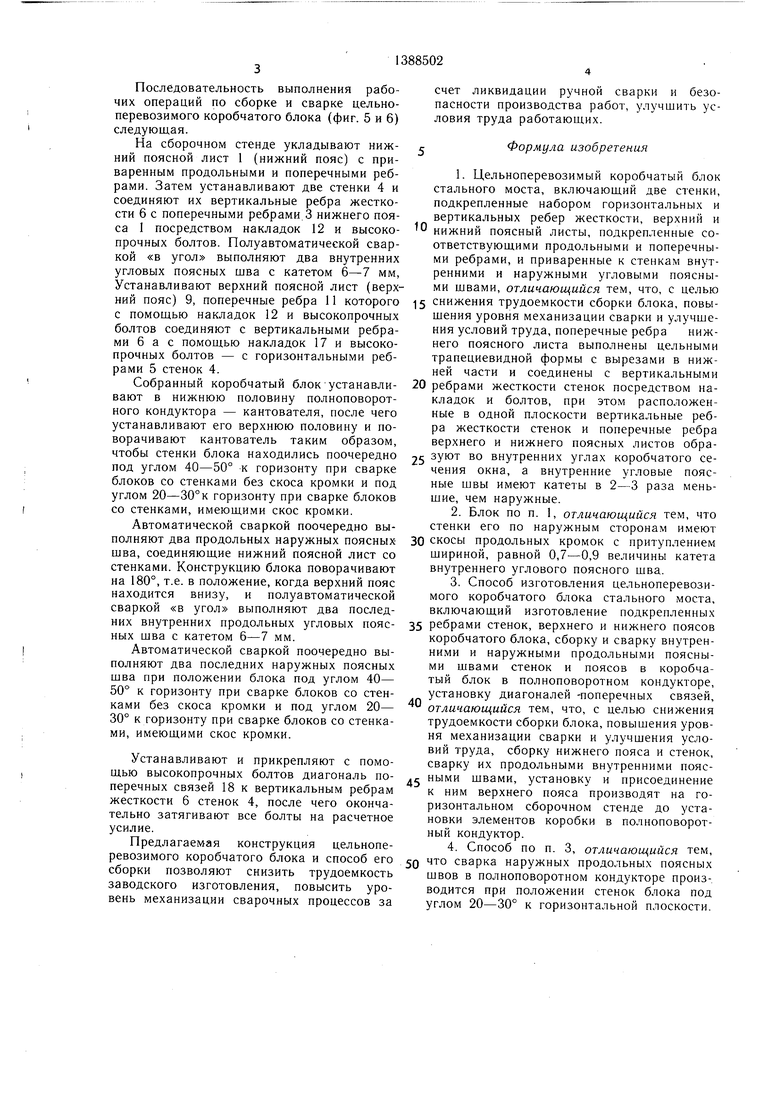
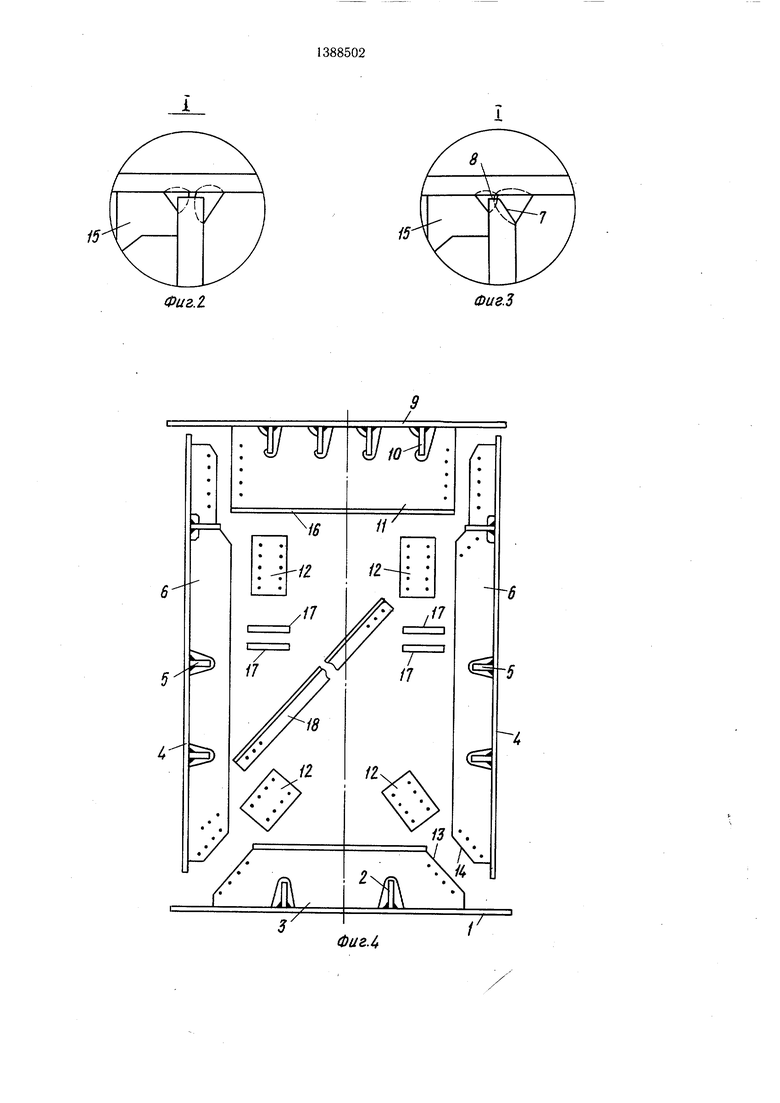
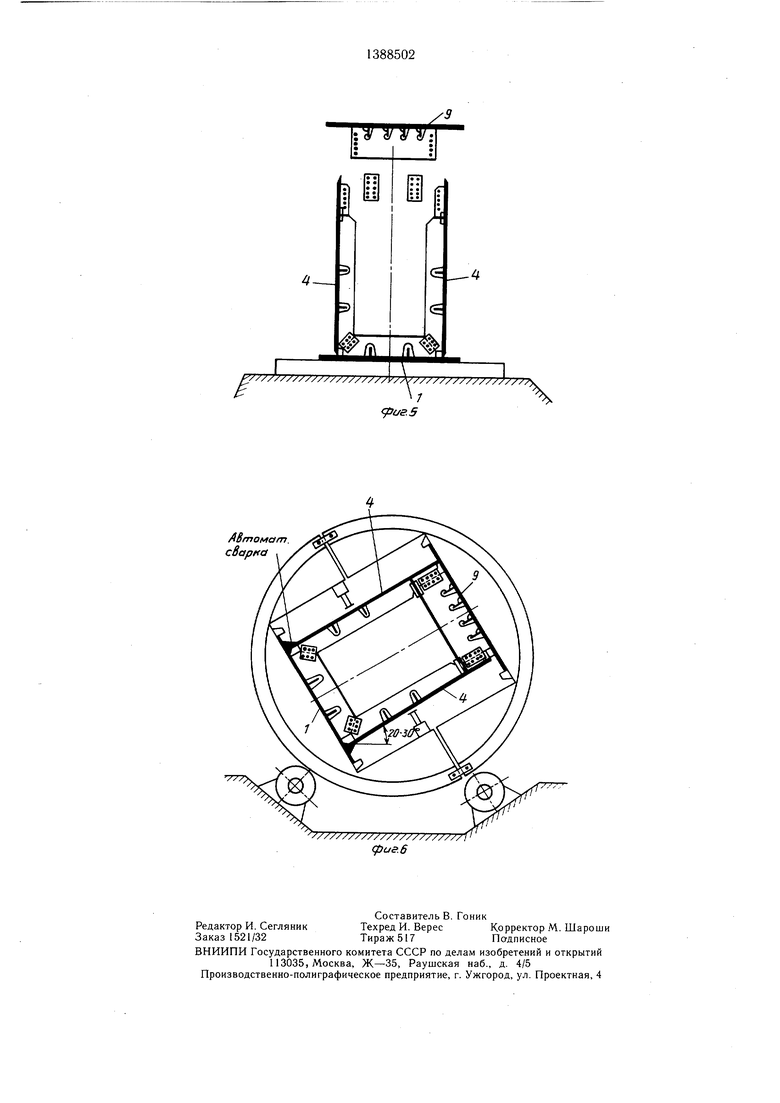
На фиг. 1 изображен поперечный раз- рез цельноперевозимого коробчатого блока в сборе со стенками без скоса кромки; на фиг. 2 - узел I на фиг. 1 без скоса кромки; на фиг. 3 - то же, со скосом кромки; на фиг. 4 - элементы цельноперевозимого коробчатого блока со стенками без скоса кромки, подготовленные под сбоку; на фиг. 5 - первая стадия сборки и сварки цельноперевозимого коробчатого блока со стенками со скосом кромки; на фиг. 6 - то же, вторая стадия.
Цельноперевозимый коробчатый блок стального моста включает нижний поясной лист 1, подкрепленный продольными ребрами 2 и поперечными ребрами 3, стенки 4, подкрепленные горизонтальными 5 и вертикальными 6 ребрами жесткости, при этом стенки блоков особо ответственных конструкций имеют по наружным сторонам скосы 7 продольных кромок под углом 50° с притуплением 8, равным 0,7-0,9 величины катета внутреннего поясного углового шва, верхний поясной лист 9, подкрепленный продольными ребрами 10 и поперечными ребрами 11, причем поперечные ребра 11 верхнего поясного листа и поперечные ребра
3нижнего поясного листа соединяются с вертикальными ребрами жесткости 6 стенок
4посредством накладок 12 и высокопрочных болтов и в этих болтовых стыках торцы 13 поперечных ребер нижнего поясного листа и примыкаюшие к ним торцы 14 вертикальных ребер жесткости стенок срезаны -под углом 40-50° к горизонту, а концы ребер имеют притупления и образуют во внутренних углах коробчатого сечения окна 15 с размером по всем направлениям не менее 120 мм; при этом нижний пояс 16 поперечного ребра 11 верхнего поясного листа 9 соединен накладками 17 на высокопрочных болтах с горизонтальным ребром 5 стенки, а диагональ 18 поперечных связей прикреплена высокопрочными болтами к вертикальным ребрам жесткости 6 стенок 4.
Сварные элементы цельноперевозимого коробчатого блока - стенки, верхний и нижний поясные листы (фиг. 4) - изготавливаются по отдельности на стендах для сборки и сварки ортотропных плит. При этом, ребра жесткости стенок и продольные ребра поясных листов могут иметь плоское, тавровое и другие сечения. Поперечные ребра поясных листов, как правило, имеют тавровое сечение.
Последовательность выполнения рабочих операций по сборке и сварке цельно- перевозимого коробчатого блока (фиг. 5 и 6) следующая.
На сборочном стенде укладывают нижний поясной лист 1 (нижний пояс) с приваренным продольными и поперечными ребрами. Затем устанавливают две стенки 4 и соединяют их вертикальные ребра жесткости б с поперечными ребрами 3 нижнего поясчет ликвидации ручной сварки и безопасности производства работ, улучшить условия труда работающих.
Формула изобретения
са 1 посредством накладок 12 и высоко- нижний поясный листы, подкрепленные со- прочных болтов. Полуавтоматической свар- ответствующими продольными и поперечны- кой «в угол выполняют два внутренних ми ребрами, и приваренные к стенкам внут- угловых поясных шва с катетом 6-7 мм, ренними и наружными угловыми поясны- Устанавливают верхний поясной лист (верх- ми щвами, отличающийся тем, что, с целью НИИ пояс) 9, поперечные ребра 11 которого 15 снижения трудоемкости сборки блока, повышения уровня механизации сварки и улучшения условий труда, поперечные ребра нижнего поясного листа выполнены цельными трапециевидной формы с вырезами в нижней части и соединены с вертикальными
с помощью накладок 12 и высокопрочных болтов соединяют с вертикальными ребрами 6 а с помощью накладок 17 и высокопрочных болтов - с горизонтальными ребрами 5 стенок 4.
Собранный коробчатый блок устанавли- 20 ребрами жесткости стенок посредством навают в нижнюю половину полноповоротного кондуктора - кантователя, после чего устанавливают его верхнюю половину и поворачивают кантователь таким образом.
кладок и болтов, при этом расположенные в одной плоскости вертикальные ребра жесткости стенок и поперечные ребра верхнего и нижнего поясных листов обрачтобы стенки блока находились поочередно 25 зуют во внутренних углах коробчатого се- под углом 40-50° к горизонту при сварке блоков со стенками без скоса кромки и под углом 20-30° к горизонту при сварке блоков со стенками, имеющими скос кромки.
Автоматической сваркой поочередно вычения окна, а внутренние угловые поясные швы имеют катеты в 2-3 раза меньшие, чем наружные.
полняют два продольных наружных поясных 30 скосы продольных кромок с притуплением
шва, соединяющие нижний поясной лист со стенками. Конструкцию блока поворачивают на 180°, т.е. в положение, когда верхний пояс находится внизу, и полуавтоматической сваркой «в угол выполняют два последшириной, равной 0,7-0,9 величины катета внутреннего углового поясного щва.
них внутренних продольных угловых пояс- 35 ребрами стенок, верхнего и нижнего поясов
коробчатого блока, сборку и сварку внутренними и наружными продольными поясными швами стенок и поясов в коробчатый блок в полноповоротном кондукторе, установку диагоналей -поперечных связей,
ками без скоса кромки и под углом 20- отличающийся тем, что, с целью снижения 30° к горизонту при сварке блоков со стенка- трудоемкости сборки блока, повышения уровня механизации сварки и улучшения условий труда, сборку нижнего пояса и стенок, сварку их продольными внутренними пояс- щью высокопрочных болтов диагональ по- д ными швами, установку и присоединение перечных связей 18 к вертикальным ребрам к ним верхнего пояса производят на го- жесткости 6 стенок 4, после чего оконча- ризонтальном сборочном стенде до установки элементов коробки в полноповоротный кондуктор.
ных шва с катетом 6-7 мм.
Автоматической сваркой поочередно выполняют два последних наружных поясных шва при положении блока под углом 40- 50° к горизонту при сварке блоков со стенми, имеющими скос кромки.
Устанавливают и прикрепляют с помотельно затягивают все болты на расчетное усилие.
Предлагаемая конструкция цельнопесчет ликвидации ручной сварки и безопасности производства работ, улучшить условия труда работающих.
Формула изобретения
кладок и болтов, при этом расположенные в одной плоскости вертикальные ребра жесткости стенок и поперечные ребра верхнего и нижнего поясных листов образуют во внутренних углах коробчатого се-
чения окна, а внутренние угловые поясные швы имеют катеты в 2-3 раза меньшие, чем наружные.
скосы продольных кромок с притуплением
шириной, равной 0,7-0,9 величины катета внутреннего углового поясного щва.
Фиг2
1
Ич
4
Фиг. If
Фи8.3
0
//
17
П
Ж
13
i)
1
ABmot am. сВарка
W
риг.5
Ч
