Изобретение относится к металлургическому производству и может быть использовано для поперечной транспортировки с одновременной кантовкой или кантовки на месте сортового проката и литых заготовок, преимущественно квадратного поперечного сечения.
Цель изобретения - -повышение эксплуатационной надежности путем обеспечения стабильной и плавной кантовки проката при реверсивных режимах работы холодильника.
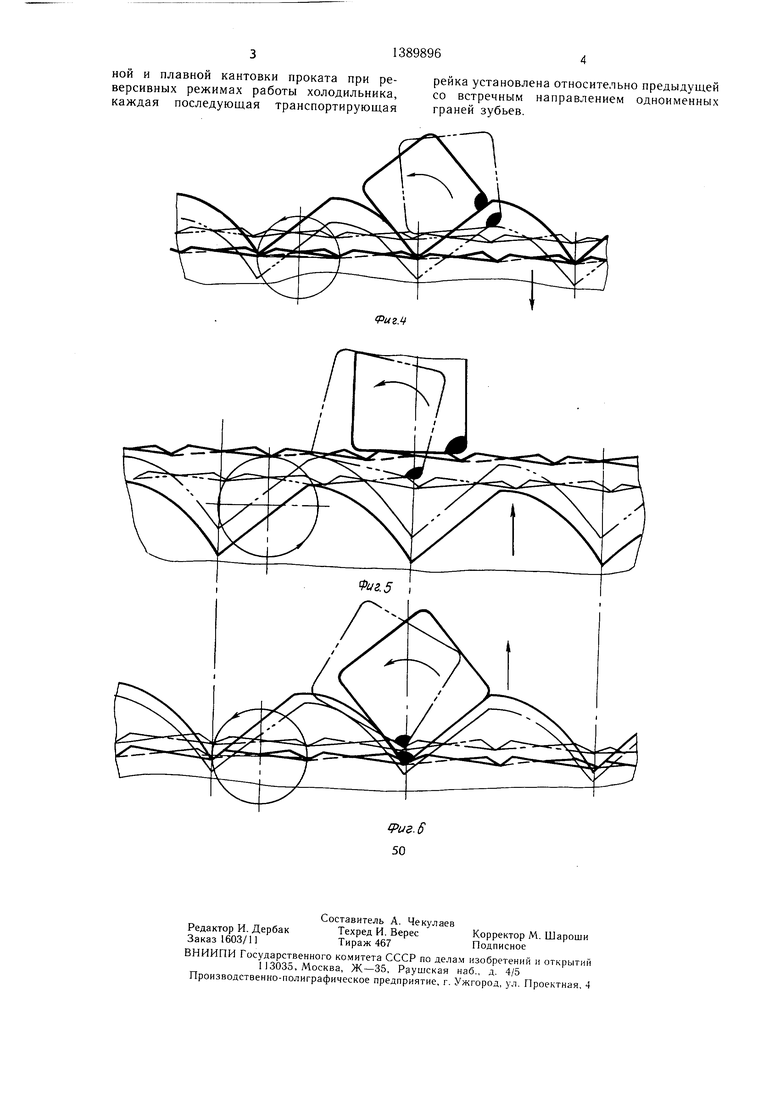
На фиг. 1 показаны зубья опорных и транспортирующих реек, исходное положение; на фиг. 2 - то же, относительное положение при перемещении заготовок вдоль холодильника с одновременной их кантовкой (транспортирующие рейки движутся по часовой стрелке); на фиг. 3 - то же, относительное положение; в конечной стадии каитснкн; на фиг. 4 - то же, исходное по- ложпм е при кантовке заготовок на месте; на фиг .- - то же, относительное положение пр; кантовке заготовок на месте в на- чя.::.|ой стадии кантовки (транспортирую- ,и.ис рейки движутся против хода часовой С1релки); на фиг. 6 - то же, относительное положение в конечной стадии кантовки.
Кантующий холодильник содержит приводные опорные рейки 1 с зубьями, образованными наклонной под углом 35-43° к горизонту плоской опорной гранью 2 и наклонной скругленной от верщины кантующей гранью 3, которые установлены с возможностью вертикального перемещения, и чередующиеся с ними параллельно расположенные приводные транспортирующие рейки 4 и 5 с низкими треугольными разносторонними зубьями, образованными наклонной под углом 5-7° к горизонту длинной опорной 6 и короткой 7 гранями.
Транспортирующие рейки имеют одинаковые размеры и форму зубьев, причем каждая последующая транспортирующая рейка установлена относительно предыдущей с встречным направлением одноименных граней зубьев и как бы развернута на 180°. Благодаря этому достигается гарантированная фиксация граней заготовки в V-образ- ных впадинах между короткими гранями 7 зубьев транспортирующих реек.
Шаг зубьев опорных реек составляет 1,6-1,9 стороны сечения проката, а щаг зубьев транспортирующих реек равен половине щага зубьев опорных реек.
Привод движения реек (не показан) может быть осуществлен любыми известными механизмами: эксцентриковым, кулачковым, кривощипно-шатунным и т.д.
Холодильник работает следующим образом.
Заготовки, поступающие по подводящему рольгангу, смещаются сталкивателем
0
по полу холодильника и попадают во впадину перед первым зубом опорных реек 1. После этого дается команда на включение привода и рейки 1, 4 и 5 приводятся в
одновременное движение, причем опорные рейки 1 соверщают вертикальное перемещение, а транспортирующие рейки 4 и 5 движутся по круговой или эллиптической траектории.
При движении транспортирующих реек по часовой стрелке происходит поперечное щаговое перемещение заготовки с одновременной кантовкой на 90° (фиг. 1-3).
В случае нарущения ритма подачи заготовок для обеспечения их равномерного
5 охлаждения без перемещения вдоль холодильника, что обусловлено необходимостью максимального использования площади его несущей поверхности, привод реверсируется и транспортирующие рейки 4 и 5 движутся против хода часовой стрелки.
0 При этом заготовки кантуются на место без перемещения вдоль холодильника.
Транспортирующие рейки развернуты друг относительно друга на 180°, при этом образуется новый профиль их несущей по5 верхности, благодаря чему достигается гарантированная фиксация граней заготовок в V-образных впадинах между передними короткими гранями 7 зубьев. При этом заготовки имеют ориентированное положение при кантовке, что исключает их проскаль0 зывание относительно пологих опорных граней 6 зубьев транспортирующих реек. Взаимозаменяемость транспортирующих реек упрощает обслуживание и ремонт.
Благодаря сопряжению опорных 2 и кан- 5 тующих 3 граней опорных реек.-Л по круговой траектории, проходящей через верщину зуба и касательной к опорной грани, повышается стабильность и плавность кантовки заготовок, уменьшаются ударные нагрузки на элементы холодильника при опускании 0 проката во впадины между зубьями опорных реек.
Формула изобретения
5 Кантующий холодильник для прямоугольного проката, содержащий приводные опорные рейки с зубьями, образованными наклонной плоской опорной и наклонной скругленной от верщины кантующей гранями, установленные с возможностью вертикаль0 ного перемещения, и чередующиеся с ними параллельно расположенные приводные транспортирующие рейки .с низкими треугольными разносторонними зубьями, щаг которых равен половине шага зубьев опорных реек и которые установлены с воз5 можностью движения по круговой или эллиптической траектории, отличающийся тем, что, с целью повышения эксплуатационной надежности путем обеспечения стабильной и плавной кантовки проката при реверсивных режимах работы холодильника, каждая последующая транспортирующая
рейка установлена относительно предыдущей со встречным направлением одноименных граней зубьев.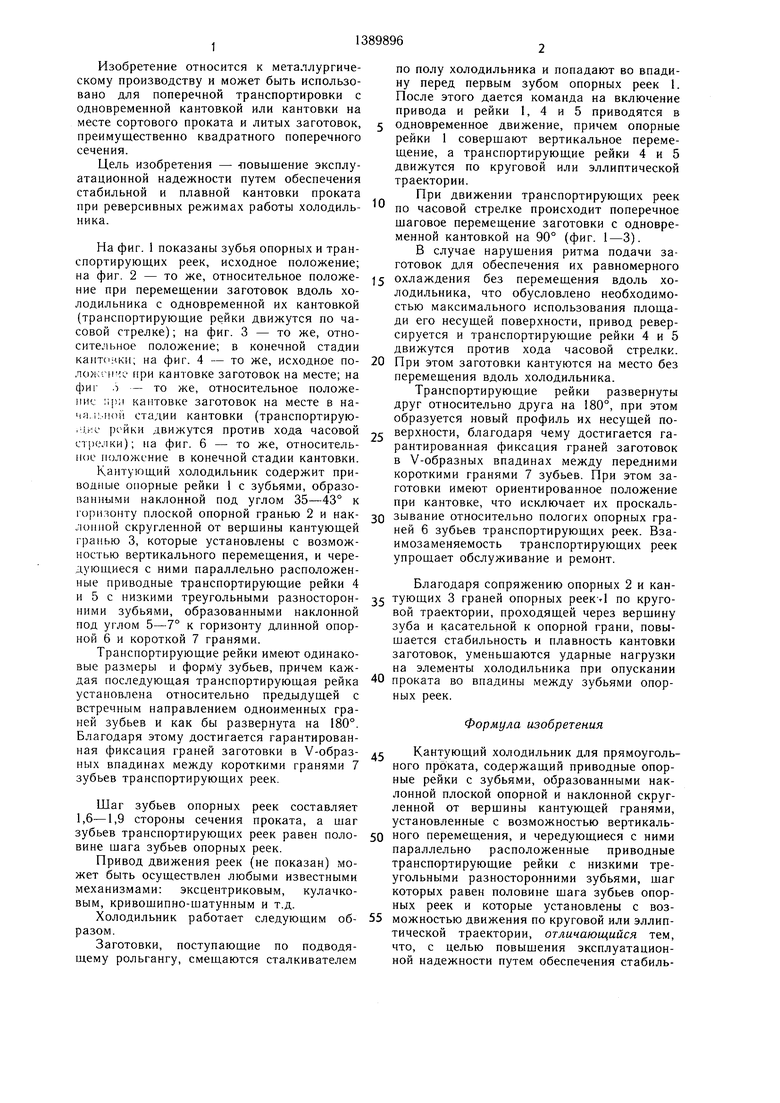
| название | год | авторы | номер документа |
|---|---|---|---|
| Реечный холодильник | 1984 |
|
SU1228934A1 |
| Кантующий реечный холодильник проката | 1984 |
|
SU1225635A1 |
| Реечный холодильник прокатного стана | 1984 |
|
SU1235584A1 |
| Реечный холодильник сортового проката | 1985 |
|
SU1311803A1 |
| Кантующий реечный холодильник для проката | 1974 |
|
SU516443A1 |
| Реечный холодильник сортового проката | 1988 |
|
SU1627297A1 |
| Реечный холодильник для проката | 1984 |
|
SU1301505A1 |
| Реечный шагающий холодильник проката | 1987 |
|
SU1465145A1 |
| Шагающий реечный холодильник для проката | 1991 |
|
SU1821256A1 |
| Клиновой кантователь прямоугольных заготовок на стеллаже | 1983 |
|
SU1127655A1 |
Изобретение относится к металлургическому производству и может быть использовано для поперечной транспортировки с одновременной кантовкой или кантовки на месте сортового проката и литых заготовок преимущественно квадратного поперечного сечения. Цель изобретения - повышение эксплуатационной надежности путем обеспечения стабильной и плавной кантовки проката при реверсивных режимах работы холодильника и расширения его технологических возможностей. Кантуюш,ий холодильник проката содержит опорные и транспортирующие взаимно уравновешенные группы параллельных зубчатых реек, расположенных с чередованием. Опорные рейки 1 установлены с возможностью вертикального перемещения и имеют увеличенные зубья, образованные наклонными опорной 2 и кантуюшей 3 гранями, сопряженными по круговой траектории, проходящей через вершину зуба и касательной к кантующей грани. Транспортирующие рейки 4 и 5 имеют низкие зубья треугольной формы, а их опорные грани наклонены к горизонтали под углом 5-7°. Для достижения поставленной цели транспортирующие рейки развернуты друг относительно друга на 180°, шаг зубьев опорных реек находится в диапазоне 1,6-1,9 стороны сечения проката, при этом грани этих зубьев сопряжены по круговой траектории, проходящей через вершину зуба и касательной к его кантуюшей грани. 6 ил. S СО 00 со 00 ;о О5
| Кантующий реечный холодильник проката | 1984 |
|
SU1225635A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Реечный холодильник | 1984 |
|
SU1228934A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| СПОСОБ ФОРМИРОВАНИЯ ГОФРИРОВАННОЙ БРОНЕВОЙ СВАРНОЙ ОБОЛОЧКИ КАБЕЛЯ | 2023 |
|
RU2820624C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
