I
-
Изобретение относится к металлургическому производству и может быть
использовано в реечных холодильниках
для транспортировки с кантовкой сортового проката и заготовок пр€;имущественно квадратного или круглого поперечного сечения.
Цель изобретения - снижение динамических нагрузок, повышение скорости равномерности охлаждения и надежное ти кантовки проката широкого диапазона сечений.
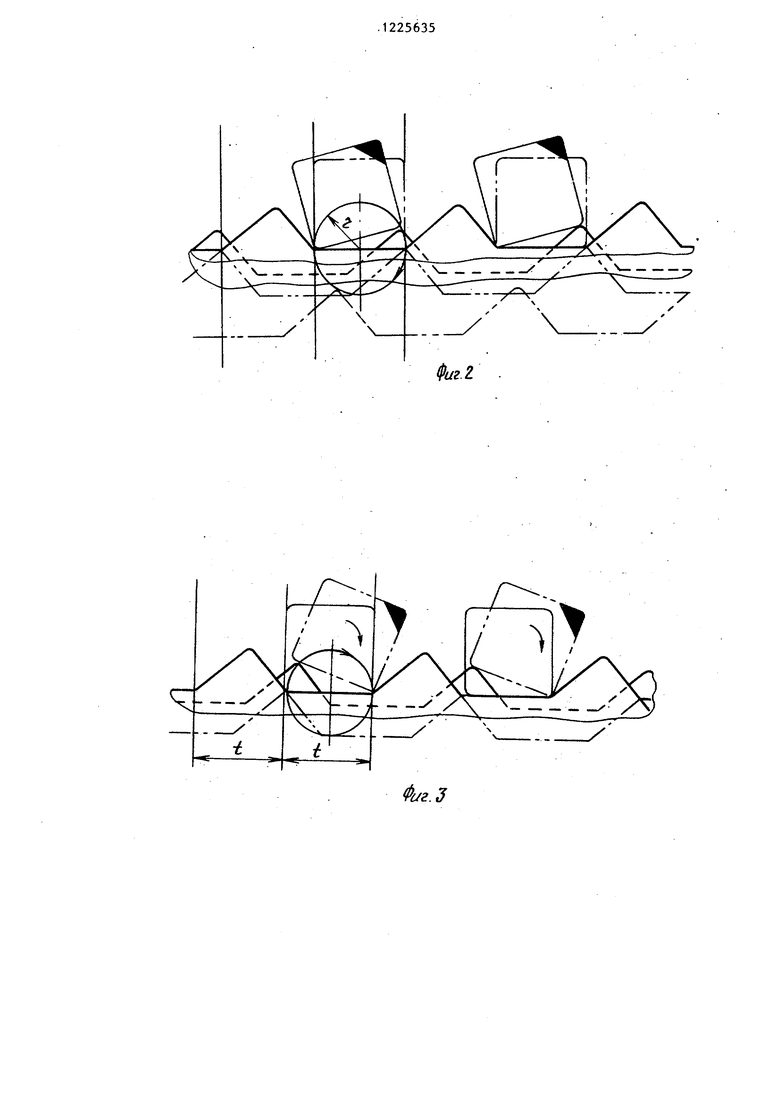
На фиг. 1 показано исходное поло.- жение реек; на фиг. 2 - первая группа реек, при перемещении вниз по круговой траектории, на фиг, 3 - то же, при перемещении вверх по круговой траектории; на фиг, 4 - обе группы реек в верхнем положении; на фиг, 5 - вторая группа реек, при перемещении вниз, на фиг, 6 - то же, при перемещении вверх.
Кантугацнй реечный холодильник проката включает две группы подвижньгх
реек 1 и 2, кавдая из которых имеет треугольные зубья со сторонами 3 и 4 и углом при вершине 90 , разделенные
горизонтальными площадками 5, длина которых равна длине оснований зубьев. При этом стороны зубьев 3 составляют
с горизонталью угол 35-42 .
Устройство работает следующим образом.
В исходном состоянии рейки обеих групп находятся в крайнем верхнем положении. При перемещении проката каждая группа реек Поочередно совершает движение по круговой траектории, диаметр которой равен длине горизонтальных площадок между зубьями реек. При этом вершина каждого зуба реек при движении проходит через точки сопряжения оснований смежных зубьев реек неподвижной группы с разделяющими их горизонтальными площадками. Прокат, поступающий для охлаждения, укладывается в первую зпащту между зубьями реек первой и второй групп. Рейки 1 первой группы остаются в верхнем положении, а рейки 2 второй группы совершают движение по круговой траектории по часовой стрелке. При этом заготовка плавно укладывается на горизонтальные площадки 5 между зубьями реек первой группы, повернувшись на 45 вокруг своей оси. При дальнейшем движении реек второй группы вершины их зубьев
12256352
взаимодействуют с левыми нижними гранями заготово к и поворачивают их еще на 45°.
При достижении рейками второй группы крайнего верхнего положения
5
10
.
,
заготовки оказываются повернутыми на 90°
20
25
вокруг своих осей и перемещенными вдоль реек на половину шага зубьев и находятся во впадинах между зубьями реек первой и второй групп. Дальнейшее перемещение и кантовка . заготовок осуществляются при движении реек 1 первой группы по круговой траектории по часовой стрелке. 15 При этом рейки 2 второй группы неподвижны и находятся в верхнем крайнем положении, а перемещение и кантовка проката происходят так же, как при движении второй группы реек.
Передние грани 3 зубьев реек наклонены к горизонтали под углом Л 35-42 . Указанные пределы обуслов- лены необходимостью гарантированного смещения центра тяжести заготовок в сторону их перемещения. Экспериментально установлено, что при угле наклона передних граней зубьев, превьш1ающем 42 , заготовки, особенно искривленные, могут остаться в 3, равновесном состоянии на ребре либо опрокинуться с запаздыванием, что вызывает динамические нагрузки на 1рейки. При угле наклона передних гра-- ней меньше 35° высота зубьев недостаточна для обеспечения устойчивого положения заготовок максимального сечения.
Благодаря тому, что профиль несущих поверхностей реек обеих групп одинаков, облегчается их замена и ремонт. Заготовки в течение цикла совершают двойной ход и кантуются на 180 , что повышает скорость их охлаждения и равномерность.
Перемещение и кантовка заготовок осуществляются без их отрьша от неподвижных реек, что обеспечивает уменьшение момента на приводных валах и снижение мощности привода, а также существенно уменьшает динамические нагрузки.
Выбор радиуса траектории движения реек равным половине длины горизонтальных площадок между зубьями обеспечивает высокую надежность кантовки заготовок всего диапазона сечений ; без регулировки горизонтального хода реек.
35
40
45
50
55
-у
Ьг.2.
| название | год | авторы | номер документа |
|---|---|---|---|
| Реечный холодильник | 1984 |
|
SU1228934A1 |
| Кантующий холодильник для прямоугольного проката | 1986 |
|
SU1389896A1 |
| Реечный холодильник прокатного стана | 1984 |
|
SU1235584A1 |
| Реечный холодильник сортового проката | 1985 |
|
SU1311803A1 |
| Реечный холодильник для проката | 1984 |
|
SU1301505A1 |
| Реечный холодильник сортового проката | 1988 |
|
SU1627297A1 |
| Холодильник прокатного стана | 1983 |
|
SU1122390A1 |
| Устройство для поперечного перемещения длинномерного проката | 1990 |
|
SU1731323A1 |
| Стеллаж с кантователем для инспекции квадратных заготовок | 1986 |
|
SU1419782A1 |
| Шагающий реечный холодильник для проката | 1991 |
|
SU1821256A1 |


Фс/г.З
Фи2.6
Редактор В.Петраш
Заказ.2019/7Тираж 518Подписное
ВНИИПИ Государственного комитет.а СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород ул.Проектная, 4
Составитель О.Прокопеня
Техред Г.Гербер Корректор С.Шекмар
| ГУМАНИЗИРОВАННЫЕ АНТИГЕНСВЯЗЫВАЮЩИЕ ФРАГМЕНТЫ (Fab) ПРОТИВ ВИРУСА БЕШЕНСТВА, ИЗОЛИРОВАННЫЙ ФРАГМЕНТ ДНК, КОДИРУЮЩИЙ Fab ПРОТИВ ВИРУСА БЕШЕНСТВА, КЛЕТКА ДРОЖЖЕЙ, ТРАНСФОРМИРОВАННАЯ ФРАГМЕНТОМ ДНК, И СПОСОБ ПОЛУЧЕНИЯ Fab ПРОТИВ ВИРУСА БЕШЕНСТВА С ИСПОЛЬЗОВАНИЕМ ДРОЖЖЕЙ | 2010 |
|
RU2440412C2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
| Гидравлическая турбина для сходящегося потока | 1932 |
|
SU33016A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прибор для заливки свинцом стыковых рельсовых зазоров | 1925 |
|
SU1964A1 |
