Изобретение относится к обработке металлов давлением, в частности к оснастке для гибки труб, и может быть использовано для изготовления деталей машин и аппаратов из труб при монтаже трубопроводов.
Цель изобретения - обеспечение возможности уменьшения радиуса изгиба и повышение качества гибки за счет увеличения плош,ади контакта звеньев с трубчатой заготовкой со стороны меньшего радиуса.
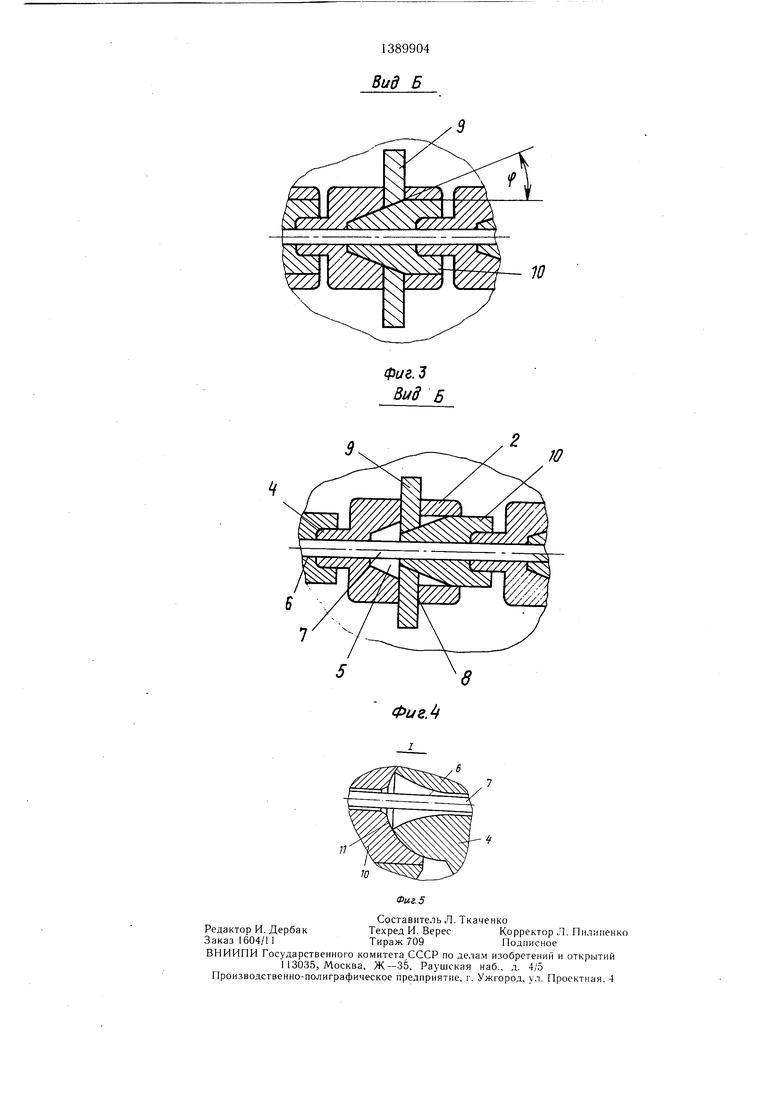
На фиг. 1 показана оправка для гибки труб; на фиг. 2 - сечение А-А на фиг. I; на фиг. 3 и 4 - вид Б на фиг. 1 (рабочее положение); на фиг. 5 - узел I на фиг. 1.
Оправка для гибки труб содержит набор звеньев 1, выполненных из двух частей, одиа из которых выполнена в виде колодки 2 .с вогнутой рабочей поверхностью 3, с хвостовиком 4, с клиновым пазом 5, с отверстием 6 для троса 7 и сквозными отверстиями 8 в стенках клинового паза 5, а другая часть - в виде упругого разрезного кольца 9, концы которого размеш.ены в сквозных отверстиях 8 и опираются своими наклонными торцами на клиновые упоры 10, установленные в клиновых пазах 5. Клиновые упоры 10 имеют на торце выемки 11 для размещения хвостовика 4 соседнего звена. Трос 7 закреплен на крайних звеньях с помощью накладки 12 с одной сторо ны и винта 13, гайки 14 и болта 15 с другой стороны. Угол наклона ф клиновых упоров выполняют больше угла трения.
Оправка работает следующим образом.
В момент сборки оправки с трубой 16 трос 7 с помощью гайки 14 ослаблен и клиновые упоры 10 под действием сил от упругих напряжений в разрезках кольца 9 выведены из клиновых пазов 5. При этом кольца 9 располагаются относительно внутренней поверхности трубы 16 с зазором, не препятствуя прохождению оправки внутрь трубы. Затем с помощью гайки 14 натягивают трос 7, перемещая клиновые упоры 10 вглубь клиновых пазов 5 и раздвигая концы колец 9 до контакта последних с внутренней поверхностью трубы, после чего осуществляют гибку трубы. После окончания гибки трос 7 ослаблают и вынимают оправку.
10
Осенесимметричное и максимально приближенное к внутренней части гиба расположение троса позволяет производить гибку труб на малые радиусы, увеличивает пло- 5 щадь контакта оправки с трубой в месте образования гофров.
Предлагаемая оправка обеспечивает - уменьшение стоимости изготовления в среднем в 1,4-1,6 раза одного погонного метра оправки за счет снижения металлоемкости конструкции, значительное уменьшение числа деталей одного звена оправки, снижение трудоемкости их изготовления, облегчение сборочных операций и сокращение их числа. Кроме того, обеспечивается воз- 15 можность использования оправки для гибки труб в широком диапазоне диаметров, применяя при этом комплекты съемных колец, и улучшается качество гибки за счет снижения количества и размеров гофров на единицу длины в среднем на 30-40%. 20
Формула изобретения
1. Оправка для гибки труб, содержащая набор выполненных из частей звеньев,
25 троса, пропущенного через отверстие одной из частей каждого звена и закрепленного на крайних звеньях с возможностью регулируемого натяжения, отличающаяся тем, что, с целью обеспечения возможности уменьшения радиуса гиба и повыщения качест3Q ва гибки за счет увеличения площади контакта звеньев с трубчатой заготовкой со стороны меньшего радиуса, каждое из звеньев снабжено клиновым упором и выполнено из двух частей каждая часть звена с отверстием для троса выполнена в виде
35 колодки с вогнутой рабочей поверхностью, с хвостовиком, с клиновым пазом для клинового упора и сквозными отверстиями в стенках клинового паза, другая часть каждого звена выполнена в виде упругого разрезного кольца, концы которого размещены в
40 сквозных отверстиях с возможностью взаимодействия с соответствующим клиновым упором, а на торце каждого клинового упора выполнена выемка для размещения хвостовика колодки соседнего звена.
дг 2. Оправка по п. 1, отличающаяся тем, что клиновой упор выполнен с углом, боль- щим угла трения. -А
3
Ю
Вид Б
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гибки труб | 2017 |
|
RU2704046C2 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2000 |
|
RU2174885C1 |
| Способ гибки длинномерных полых изделий с профилем открытого типа | 2018 |
|
RU2691478C1 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| Оправка для гибки труб | 1978 |
|
SU740344A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2010 |
|
RU2434703C1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2422229C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УГОЛЬНИКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2190491C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ/РАЗБОРКИ ВОЛНОВОЙ ГЕРМЕТИЧНОЙ ПЕРЕДАЧИ И УСТРОЙСТВО ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ Абрамова В.А. | 2014 |
|
RU2568626C1 |
| ОПОРНО-ПОВОРОТНОЕ УСТРОЙСТВО ГИДРОМАНИПУЛЯТОРА | 1998 |
|
RU2157787C2 |
Изобретение относится к обработке металлов давлением, в частности к оснастке для гибки труб, и .может быть иснользо- вано для изготовления деталей машин и аппаратов из труб при монтаже трубопроводов. Цель - обеспечение возможности уменьшения радиуса гиба и повышение .качества гибки за счет увеличения плош.ади контакта звеньев с трубчатой заготовкой со ,„./ стороны меньшего радиуса. Звенья оправки содержат колодки (К) 2 с вогнутой рабочей поверхностью. Через К 2 пропушен и закреплен на крайних звеньях трос (Т) 7 с возможностью регулируемого натяжения. Вторая часть звена - упругое разрезное кольцо 9, концы которого контактируют с клиновым упором (КУ) 10, размешенным в К 2. Т 7 размещен осенесим.метрично, максимально приближен к внутренней части гиба. Это снижает нагрузки, действующие на Т 7 в процессе гибки. Вследствие этого уменьшается минимальный радиус гиба. КУ 10 выполнен с углом, большим угла трения, что способствует перемещению КУ 10 под действием сил от упругих напряжений, при ослаблении Т 7. При этом образуется зазор между оправкой и трубой 16. Оправка свободно извлекается из трубы. 1 3. п. ф-лы, 5 ил. I С/; с 16 ОС 00 со со Фиг. }
Фиг.З Вид в
Фиг.
| Оправка для гибки труб | 1981 |
|
SU963609A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
