Изобретение относится к обработке металлов давлением, в частности к трубогибочному производству, и может быть использовано для изготовления труб многоколенной пространственной формы, в том числе с переменными радиусами изгиба.
Известен способ гибки труб многоколенной пространственной формы, согласно которому размещают и фиксируют трубчатую заготовку на формующем элементе установленной на станок гибочной головки, деформируют заготовку изгибом с последующей расфиксацией заготовки, перед следующем изгибом заготовки в другой плоскости измеряют напряженное состояние заготовки в зоне ее гиба, а операцию поворота заготовки для ее каждого последующего гиба осуществляют в направлении, противоположном закручиванию под действием собственного веса изогнутых участков, причем поворот трубчатой заготовки осуществляют на величину измеренного угла закрутки, после чего фиксируют заготовку на формующем элементе гибочной машины, а затем осуществляют разворот ее прямолинейной части, подлежащей дальнейшему гибу, для исключения имеющейся закрутки в первоначальное положение и проводят последующий гиб (см. патент РФ №2076009, кл. B21D 9/05, 1997 г.).
В результате анализа известного способа необходимо отметить, что данный способ может быть использован на известном оборудовании для получения изогнутых труб пространственной формы, однако обладает невысокими функциональными возможностями, так как не может быть использован для получения трубчатых изделий с переменными радиусами гиба, а также имеющих большие радиусы гиба. Измерение напряженного состояния места гиба заготовки связано с необходимостью периодического прекращения технологического процесса гибки, что снижает его производительность, оборудование для осуществления способа весьма сложно.
Известен трубогибочный станок, содержащий смонтированную на станине балку с установленным в ней на подшипниках приводным валом с гибочным шаблоном. На балке закреплен неповоротный суппорт с приводной кареткой, несущей поджимную колодку. На приводном валу закреплен поворотный суппорт с приводной кареткой, несущей зажимную колодку. Привод каретки содержит шарнирно закрепленный в суппорте качающийся силовой цилиндр со штоком, связанным с осью шарнирного соединения одних концов двух рычагов, второй конец одного из которых шарнирно закреплен в корпусе суппорта, а второй конец другого шарнирно связан с подвижно установленной в направляющих суппорта кареткой. Шток силового цилиндра с осью шарнирного соединения концов двух рычагов соединен непосредственно или промежуточным элементом через прорезь в одном из рычагов (см. патент РФ №2088358, кл. B21D 9/05, 1996 г.).
В результате анализа конструкции данного станка необходимо отметить, что он весьма сложен конструктивно, обладает невысокой точностью по заданному радиусу гиба, непроизводителен.
Известна машина для гибки труб, состоящая из станины, блока управления, устройства прижима трубы, механизма регулировки поджима трубы с колодкой поджима трубы, привода, механизма установки угла гиба, балки с разметочной шкалой линейного выдвижения трубы, устройства фиксации линейного выдвижения трубы, дорна с механизмом его выдвижения, на балке установлена задняя бабка. Машина оснащена переключателем значений углов гиба трубы с регулировочными упорами, обеспечивающими фиксацию ряда заданных значений углов гиба трубы, привод поджатия и отжатия трубы выполнен в виде пневмосистемы, обеспечивающей автоматизированное выполнение операций поджатия и отжатия трубы в ручье-канавке гибочного ролика. Машина также оснащена системой дозированной смазки дорна. Балка и колодка механизма поджима трубы связаны дополнительным блоком, включающим цепную передачу, охватывающую пару винтов, закрепленных на станине, причем один винт сопряжен с балкой и колодкой поджима трубы, а другой - с балкой, что обеспечивает возможность управления двумя регулировками положений оси балки и колодки относительно центра ручья-канавки гибочного ролика. Балка снабжена необходимым количеством стоек-опор с колесиками, обеспечивающими предельно допустимый прогиб и возможность бокового перемещения балки, а станина выполнена в виде каркасной конструкции и связана со стойками-опорами балки тросиком-стяжкой, при этом на задней бабке установлены замки-фиксаторы поворота в пространстве и линейного выдвижения трубы, управление которыми производится с панели блока управления посредством пневмосистемы, а на станине имеется площадка для крепления навесного оборудования для обрезки и торцовки трубы (см. свидетельство РФ на полезную модель №20267 кл. B21D 7/00, 2001 г.) - наиболее близкий аналог.
В результате анализа конструкции данной машины необходимо отметить, что она обеспечивает гибку труб в разных плоскостях, однако она очень сложна конструктивно, задание радиусов гиба по упорам весьма сложно, занимает много времени и не позволяет осуществлять гибку труб с высокой точностью.
Задачей изобретения является расширение технологических возможностей гибки труб в различных пространственных плоскостях и с различными радиусами гиба без использования ручной переналадки оборудования.
Поставленная задача обеспечивается тем, что в устройстве для гибки труб, содержащем корпус, в котором установлен гибочный элемент, новым является то, что устройство оснащено планшайбой, установленной в расточке корпуса и смонтированной на закрепленном в корпусе валу с возможностью поворота посредством привода, гибочный элемент установлен на введенном в устройство коромысле, установленном с возможностью поворота посредством привода на планшайбе, в валу выполнено сквозное осевое отверстие, в котором закреплена направляющая втулка, предназначенная для прохода подлежащей гибке трубы, при этом устройство оснащено опорным и прижимным роликами, установленными на торце планшайбы таким образом, что образованный ими ручей соосен с размещенной в отверстии вала направляющей втулкой, привод поворота планшайбы выполнен в виде червячного механизма, червячное колесо которого закреплено на планшайбе, а червяк имеет возможность соединения с двигателем, привод поворота коромысла выполнен в виде штока, шарнирно соединенного с коромыслом и установленного с возможностью перемещения в цилиндре, шарнирно закрепленном на планшайбе, а в размещенной в отверстии вала направляющей втулке выполнены сквозные радиальные отверстия, в которых установлены шарики, при этом гибочный элемент установлен на коромысле с возможностью настроечного перемещения.
Сущность изобретения поясняется чертежами на которых:
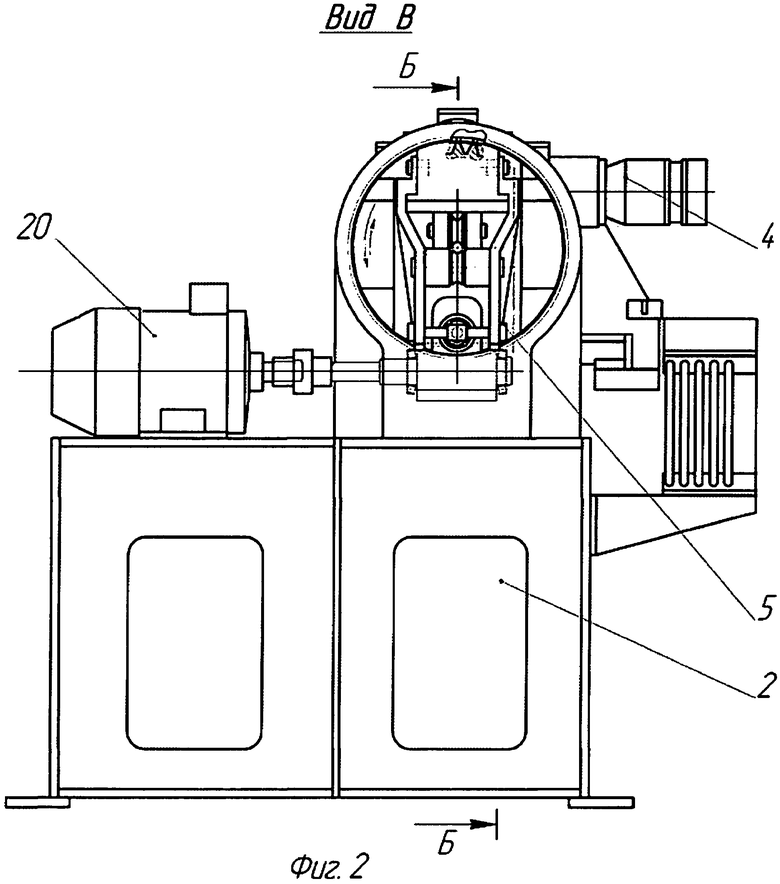
на фиг.1 - установленное на трубогибочном станке устройство для гибки труб, вид сбоку;
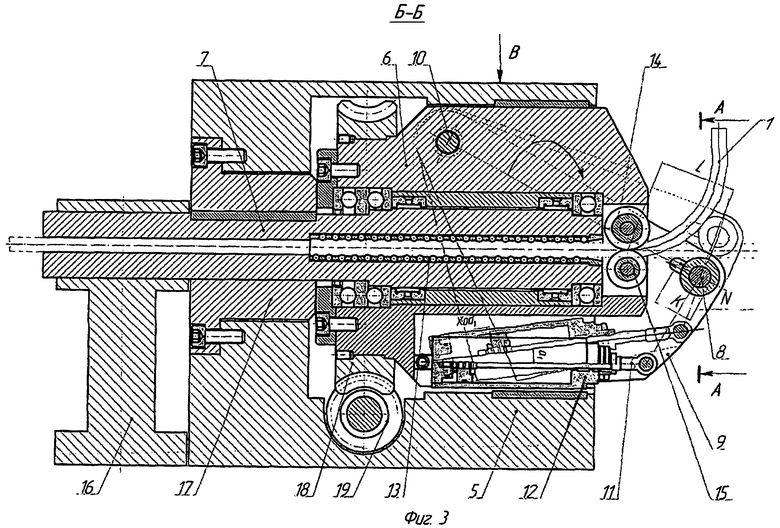
на фиг 2 - вид В по фиг.1;
на фиг.3 - разрез Б-Б по фиг.2 (устройство для гибки труб, продольный разрез).
Устройство для гибки труб 1 монтируется на станине 2 (фиг.1) трубогибочного станка, на которой размещены также задняя бабка 3 с выдвижной пинолью для упора трубы и цанговый механизм 4 для зажима трубы. Механизм 4 установлен на станке с возможностью осевого перемещения посредством привода (не показан). Устройство содержит корпус 5 с осевой расточкой, в которой размещена планшайба 6, смонтированная на валу 7, который закреплен в осевом отверстии корпуса 5. Планшайба 6 имеет возможность поворота на валу 7 посредством привода.
Устройство оснащено гибочным элементом 8, выполненным в виде ролика, размещенного на коромысле 9, установленном с возможностью поворота посредством привода на оси 10. Ось 10 закреплена на планшайбе 6. Гибочный элемент 8 установлен на коромысле 9 с возможностью настроечного перемещения в пазу (позицией не обозначен). Величина хода гибочного элемента соответствует длине паза «К» (фиг.3).
Привод поворота коромысла 9 выполнен в виде шарнирно соединенного с коромыслом штока 11, поршень которого установлен с возможностью возвратно-поступательного перемещения в гидроцилиндре 12, шарнирно установленном на планшайбе 6.
Вал 7 устройства имеет осевое сквозное отверстие, в которое вставлена перфорированная шариками (позициями не обозначены) направляющая втулка 13 для уменьшения контактного трения трубы при ее перемещении. На торце планшайбе 6 установлены прижимной 14 и опорный 15 ролики, профилированные поверхности которых образуют ручей для прохода подлежащей гибке трубы 1. Ролики 14 и 15 установлены таким образом, что образованный их профилированными поверхностями ручей соосен отверстию направляющей втулки 13. Задняя часть вала 7 размещена в компенсаторе 16 для уравновешивания вала через промежуточную опору 17.
Привод поворота планшайбы 6 может быть выполнен различным образом, например, в виде червячного механизма, червячное колесо 18 которого скреплено с планшайбой 6, а червяк 19 имеет возможность кинематического соединения с двигателем 20 (фиг.2).
Конструкции узлов и агрегатов станка, на который монтируется устройство для гибки труб, не раскрытые в материалах заявки, являются известными и не составляют предмета патентной охраны.
Для обеспечения работы устройство монтируют на трубогибочный станок. Управление работой устройства осуществляется системой ЧПУ станка. Устройство может работать может работать как в автоматическом, так и полуавтоматическом (ручном - наладочном) режимах.
Устройство для гибки труб работает следующим образом.
Трубную заготовку 1 (фиг.1) пропускают через ролики 14 и 15, направляющую втулку 13 до упора ее торца в пиноль задней бабки 3. Перемещением пиноли (или задней бабки) выдвигают передний конец трубной заготовки 1 на расстояние «N». фиксируют механизмом 4 трубную заготовку, исключая возможность ее осевого вращения и продольного перемещения. Передний конец заготовки при этом выставлен по отношению к гибочному элементу 8 на величину заданного размера. Перемещением штока 11 гидроцилиндра 12 подводят коромысло 9 и ролик 8 к трубе. При касании гибочного ролика 8 с трубой 1 включают осевое перемещение механизма 4. Труба совершает осевое перемещение, а гибочный элемент - перемещается по дуге, то есть гибочный элемент как бы «захватывает» трубу и начинает с ней совместное перемещение, обозначая плоскость изгиба трубы.
Гидроцилиндр 12, шток которого выдвигается на заданную величину и ролик 8 осуществляет гибку колена трубной заготовки через ручей, образованный роликами 14 и 15 на величину заданного размера радиуса гиба.
После достижения устройством проталкивания требуемого хода, обеспечивающего заданный угол гиба, процесс останавливают, если труба имеет одно колено гиба то, гибочный элемент возвращают в исходное положение, перемещая коромысло коромыслом 9 в противоположном направлении, расфиксируют механизм 4 и трубу проталкивают на выход.
В случае изготовления трубы с коленами числом два и более, расположенными в разных плоскостях, то после окончания гиба первого колена трубу расфиксируют, механизм 4 отводят в расчетное для последующего гиба положение и снова фиксируют трубу (в этот момент трубная заготовка поджата между гибочным и опорным роликами и не имеет возможности менять свое положение), выдвигают заготовку через направляющую втулку 13 на заданное расстояние «N», фиксируют ее. Посредством червячного привода осуществляют поворот планшайбы на заданный угол и повторно включают привод перемещения штока гидроцилиндра, в результате чего ролик 8 осуществляет гибку следующего колена трубной заготовки аналогично описанному выше.
Таким же образом осуществляют гибку заготовки, получая колена в разных плоскостях, то есть осуществляют пространственную гибку трубной заготовки за счет поворота гибочной головки вокруг оси трубы. Гибку колен трубы с переменным радиусом гиба осуществляют согласованным перемещением трубы и гибочного элемента. Скорости их перемещения рассчитываются известным образом.
После завершения процесса гибки конец изделия извлекают из трубы. Устанавливают следующую трубную заготовку и далее цикл повторяется.
Для гибки трубы другого диаметра, отличного от диаметра di, ось гибочного элемента 8 перемещают по пазу коромысла 9 в пределах его длины «К» (фиг.3).
Заявленное устройство для гибки труб было опробовано на 2х трубогибочных станках, работающих по схеме проталкивания:
- трубогибочный станок модели СГС-2 с управлением системой ЧПУ,
- трубогибочный станок модели ТГПС-ЗМ в ручном, наладочном режиме.
Были согнуты две трубные заготовки: одна из стали 20, другая из латуни Л65, длина заготовок - 4000 мм, скорость подачи трубных заготовок при изготовлении изделий составляла 2500 мм/мин.
При гибке трубы из стали 20 (наружный диаметр трубы - d1=25 мм, толщина стенки трубы - s=2мм) второе колено было получено при повороте планшайбы 6 (фиг.3) на угол α1=35° влево относительно вертикальной оси поперечного сечения трубы. После перемещения трубы и гибки получен радиус гиба R1=120 мм, далее проводили поворот планшайбы на α2=30° вправо по отношению к поперечному сечению трубной заготовки и процесс гибки повторили.
В полученном изделии гофров в зоне сжатия трубной заготовки не обнаружено.
При гибке трубы из латуни Л65 (наружный диаметр трубы - d2=16 мм, толщина стенки трубы - s=1 мм).
Ось гибочного элемента переставлялась на размер К, в сторону уменьшения плеча гиба. Второе колено было получено при повороте планшайбы на угол α1=18° вправо относительно вертикальной оси поперечного сечения трубы. После перемещения трубы и гибки получен радиус гиба R1=80 мм, затем операция гиба проводилась после разворота планшайбы на α2=45° влево по отношению поперечного сечения трубной заготовки. В полученном изделии в зоне сжатия трубной заготовки гофров не обнаружено.
Разработанное устройство обеспечивает пространственную гибку труб с разными радиусами гиба с высокой производительностью и точностью. Все его переналадки ограничены перемещением гибочного элемента. Работа устройства осуществляется в автоматическом или полуавтоматическом режимах.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2422229C1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ СЛОЖНОЙ ФОРМЫ ИЗ ДЛИННОМЕРНЫХ ТРУБНЫХ ПЛЕТЕЙ И ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2038886C1 |
| ТРУБОГИБОЧНЫЙ СТАНОК | 2019 |
|
RU2708488C1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2015 |
|
RU2614975C1 |
| Способ гибки труб и станок для осуществления способа | 2018 |
|
RU2713899C2 |
| СТАНОК ДЛЯ ГИБКИ ТРУБ | 2019 |
|
RU2772761C2 |
| Трубогибочный станок | 1988 |
|
SU1637902A1 |
| Станок для изготовления змеевиков | 1980 |
|
SU863072A1 |
Изобретение относится к обработке металлов давлением, в частности к трубогибочному производству, и может быть использовано для изготовления труб многоколенной пространственной формы, в том числе с переменными радиусами изгиба. На закрепленном в корпусе валу с возможностью поворота посредством привода установлена планшайба, гибочный элемент установлен на коромысле, которое установлено с возможностью поворота посредством привода на планшайбе. Вал выполнен со сквозным осевым отверстием, в котором закреплена направляющая втулка, предназначенная для прохода подлежащей гибке трубы. При этом опорный и прижимной ролики установлены на торце планшайбы с образованием ими ручья, соосного с упомянутой направляющей втулкой. Расширяются технологические возможности. 4 з.п. ф-лы, 3 ил.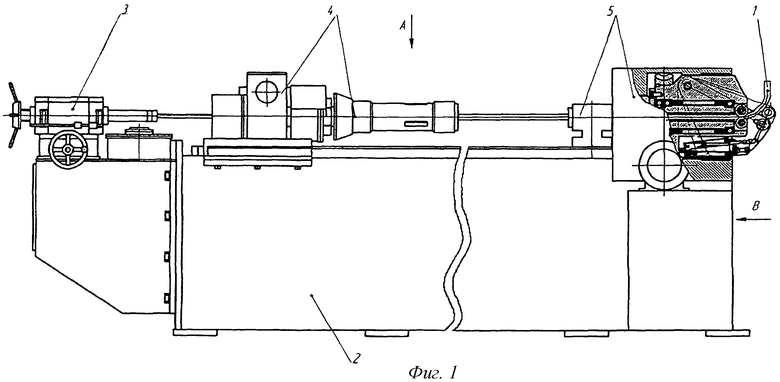
1. Устройство для гибки труб, содержащее корпус, в котором установлен гибочный элемент, отличающееся тем, что оно оснащено закрепленным в корпусе валом, выполненным со сквозным осевым отверстием, планшайбой, установленной в расточке корпуса и смонтированной на упомянутом валу с возможностью поворота посредством привода, коромыслом, установленным с возможностью поворота посредством привода на планшайбе, на котором установлен гибочный элемент, закрепленной в сквозном осевом отверстии вала направляющей втулкой, предназначенной для прохода подлежащей гибке трубы, опорным и прижимными роликами, установленными на торце планшайбы с образованием ими ручья, соосного с упомянутой направляющей втулкой.
2. Устройство для гибки труб по п.1, отличающееся тем, что привод поворота планшайбы выполнен в виде червячного механизма, червячное колесо которого закреплено на планшайбе, а червяк имеет возможность соединения с двигателем привода.
3. Устройство для гибки труб по п.1, отличающееся тем, что привод поворота коромысла выполнен в виде штока, шарнирно соединенного с коромыслом и установленного с возможностью перемещения в цилиндре, шарнирно закрепленном на планшайбе.
4. Устройство для гибки труб по п.1, отличающееся тем, что упомянутая направляющая втулка выполнена со сквозными радиальными отверстиями, в которых установлены шарики.
5. Устройство для гибки труб по п.2, отличающееся тем, что гибочный элемент установлен на коромысле с возможностью настроечного перемещения.
| Прибор для вызывания гипнотического сна | 1929 |
|
SU20267A1 |
| Устройство для гибки труб | 1982 |
|
SU1152684A1 |
| Устройство для гибки труб | 1971 |
|
SU511126A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ДЛИННОМЕРНЫХ ТРУБ | 1997 |
|
RU2138353C1 |
| DE 3540629 А, 28.05.1980 | |||
| US 3996767 А, 14.12.1976. | |||

