(21)3937314/23-05
(22)23.07.85
(46) 23.04.88. -Бюл. № 15 (72) С.А.Есаков, В.А.Шмелев, Ю.В.Кудрявцев, В.П.Евсеев и Е.И.Диманис (53) 678.059.3(088.8)
(56)Авторское свидетельство СССР № 1054621, кл. F 16 L 9/12, 1982.
(54) СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ-ОБОЛОЧКИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА
(57)Изобретение относится к. технологии изготовления длинномерных трубчатых изделий из секций. Цель изобретения - повьшение точности сборки. Для
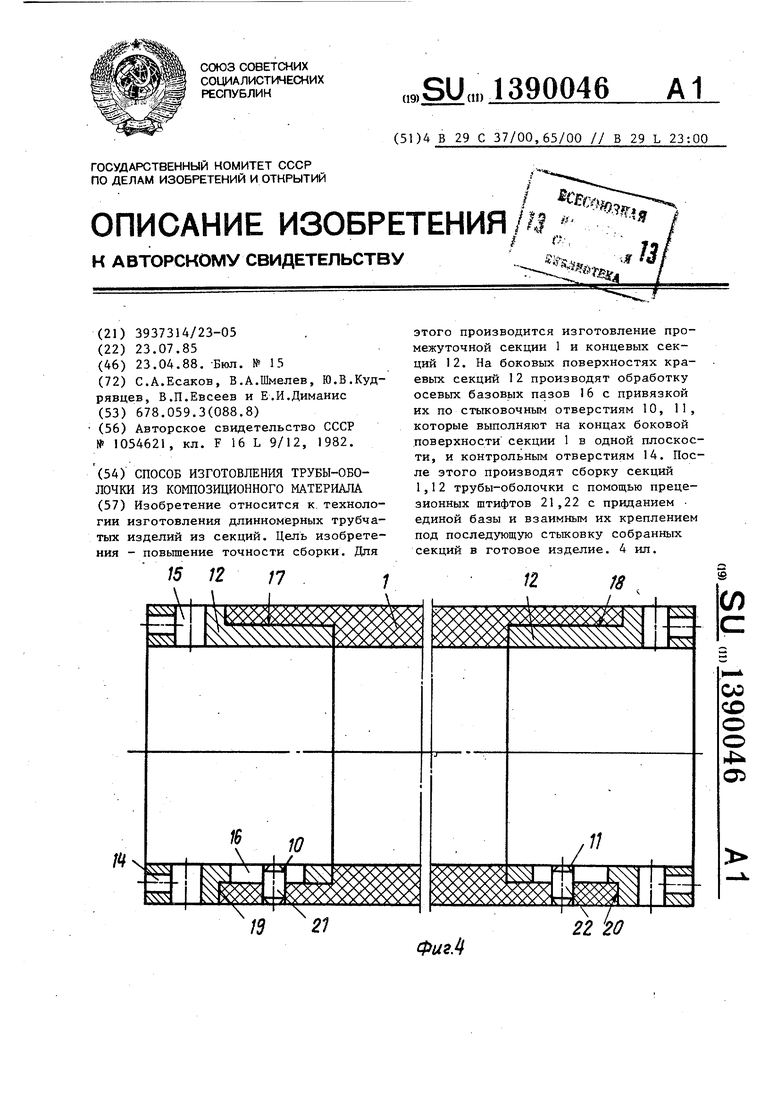
этого производится изготовление промежуточной секции 1 и концевых секций 12. На боковых поверхностях краевых секций 12 производят обработку осевых базовых пазов 16 с привязкой их по стыковочным отверстиям 10, II, которые выполняют на концах боковой поверхности секции 1 в одной плоскости, и контрольным отверстиям 14. После этого производят сборку секций 1,12 трубы-оболочки с помощью преце- зионных штифтов 21,22 с приданием единой базы и взаимным их креплением под последующую стыковку собранных секций в готовое изделие. 4 ил.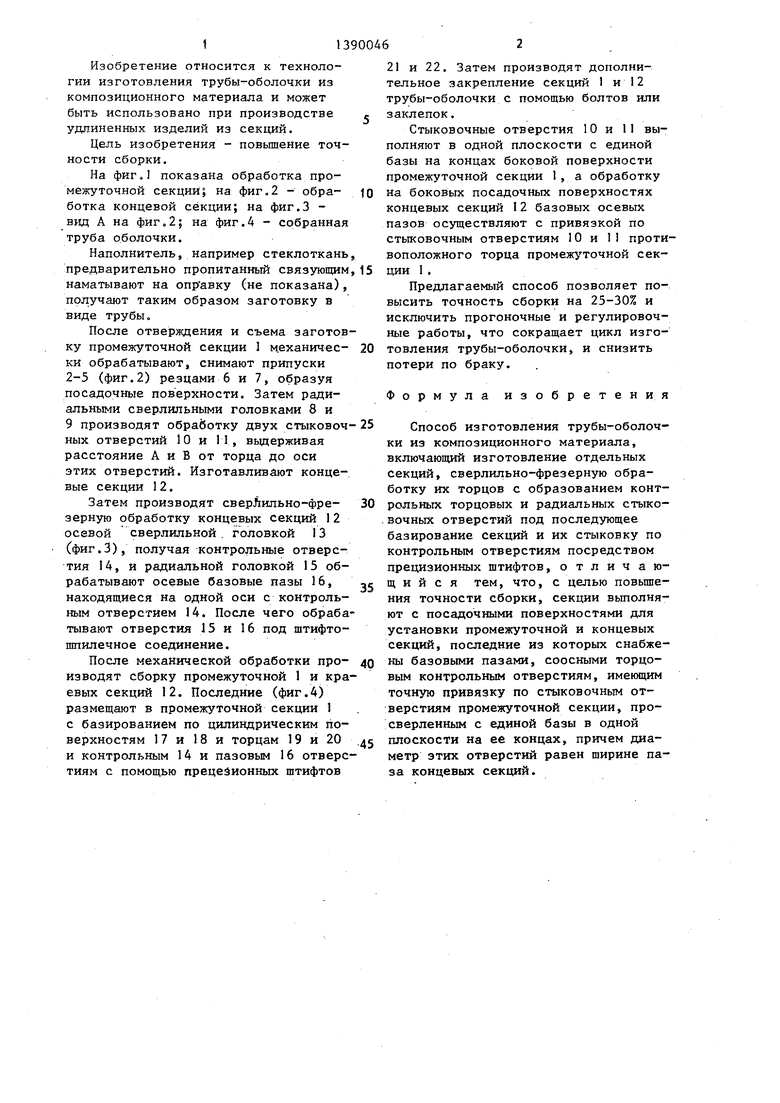
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления трубы-оболочки из композиционного материала | 1982 |
|
SU1054621A1 |
| Соединение оболочек из композиционных материалов | 1977 |
|
SU708102A1 |
| Узел стыковки оболочек из композиционного материала | 1977 |
|
SU708101A1 |
| ФЛАНЕЦ ПОВОРОТНОГО СОПЛА РАКЕТНОГО ДВИГАТЕЛЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ФЛАНЦА ПОВОРОТНОГО СОПЛА РАКЕТНОГО ДВИГАТЕЛЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2434160C1 |
| Способ изготовления трубы оболочки из композиционного материала | 1980 |
|
SU918637A1 |
| Узел стыковки стеклопластиковой трубы оболочки с концевыми деталями | 1975 |
|
SU564484A1 |
| Труба-оболочка | 1980 |
|
SU890006A1 |
| ТРУБА-ОБОЛОЧКА ИЗ КОМПОЗИЦИОННЫХ ВОЛОКНИСТЫХ МАТЕРИАЛОВ, СПОСОБЫ ЕЕ ИЗГОТОВЛЕНИЯ И СБОРКИ В СОСТАВЕ ГАЗООТВОДЯЩЕГО СТВОЛА (ВАРИАНТЫ) | 2002 |
|
RU2219417C2 |
| ГАЗООТВОДЯЩИЙ СТВОЛ ДЫМОВОЙ ТРУБЫ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СБОРКИ (ВАРИАНТЫ) | 2002 |
|
RU2219418C2 |
| ЛОПАСТЬ АЭРОДИНАМИЧЕСКОЙ МОДЕЛИ ВОЗДУШНОГО ВИНТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2537753C1 |
/5 12
/5 21
(Л
с
00
со о о 4 о
ФигЛ
113
Изобретение относится к технологии изготовления трубы-оболочки из композиционного материала и может быть использовано при производстве удлиненных изделий из секций.
Цель изобретения - повьщение точности сборки.
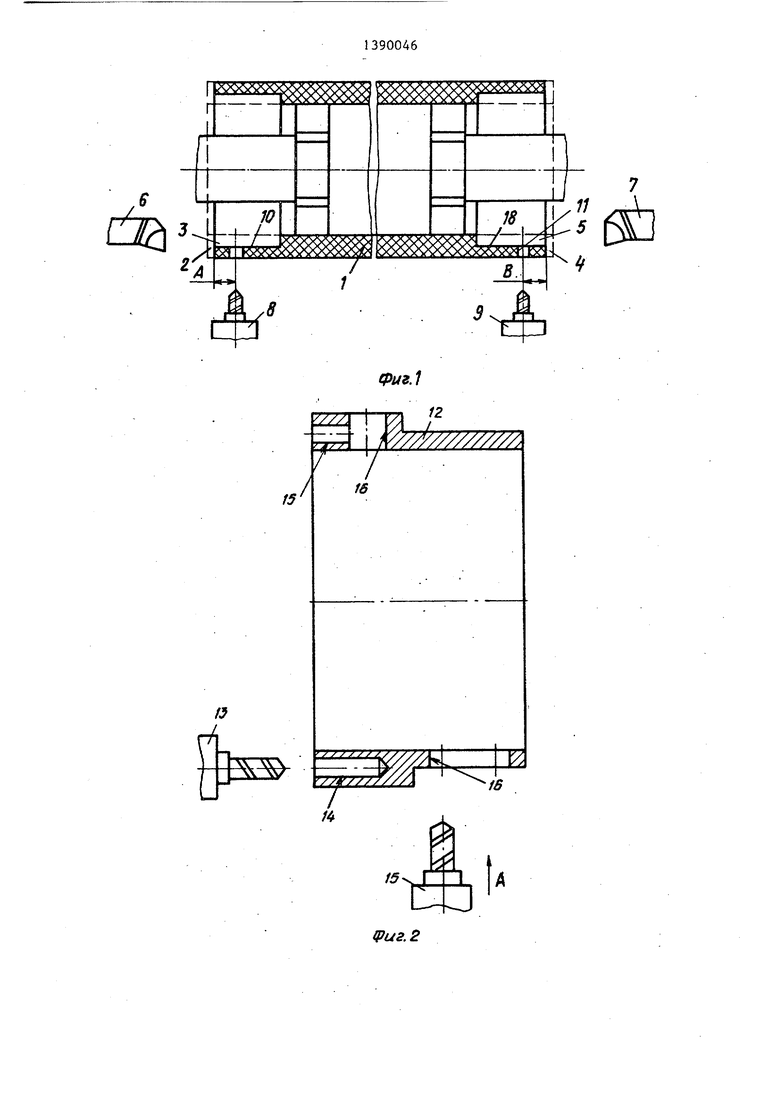
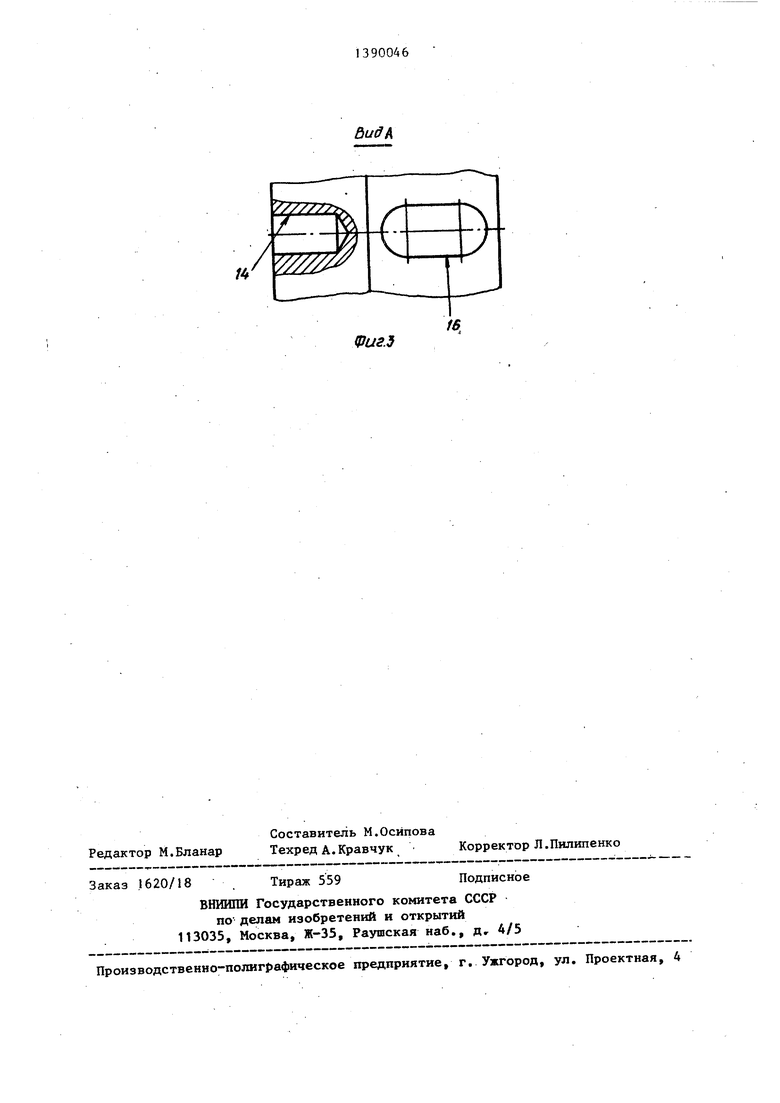
На фиг, показана обработка промежуточной секций; на фиг.2 - обработка концевой секции; на фиг.З - ввд А на фиг.2; на фиг.4 - собранная труба оболочки.
Наполнитель, например стеклоткань предварительно пропитанный связующим наматывают на опр авку (не показана), получают таким образом заготовку в виде трубы,
После отверждения и съема заготовку промежуточной секции 1 механичес- ки обрабатывают, снимают припуски 2-5 (фиг.2) резцами 6 и 7, образуя посадочные поверхности. Затем радиальными сверлильными головками 8 и 9 производят обработку двух стыковоч ных отверстий 10 и 11, вьщерживая расстояние А и В от торда до оси этих отверстий. Изготавливают концевые секции 12.
Затем производят сверЛильно-фре- зерную обработку концевых секций 12 осевой сверлильной . головкой 13 (фиг.З), получая контрольные отверстия 14, и радиальной головкой 15 обрабатывают осевые базовые пазы 16, находящиеся на одной оси с контрольным отверстием 14. После чего обрабатывают отверстия 15 и 16 под штифто- шпилечное соединение.
После механической обработки про- изводят сборку промежуточной 1 и краевых секций 12, Последние (фиг.4) размещают в промежуточной секции 1 с базированием по цилиндрическим поверхностям 17 и 18 и торцам 19 и 20 и контрольным 14 и пазовым 16 отверстиям с помощью прецеЗионных штифтов
0
5
0 5
21 и 22. Затем производят дополнительное закрепление секций 1 и 12 трубы-оболочки с помощью болтов или заклепок.
Стыковочные отверстия 10 и 11 выполняют в одной плоскости с единой базы на концах боковой поверхности промежуточной секции 1, а обработку на боковых посадочных поверхностях концевых секций I2 базовых осевых пазов осуществляют с привязкой по стыковочным отверстиям 10 и 11 противоположного торца промежуточной секции 1 .
Предлагаемый способ позволяет повысить точность сборки на 25-30% и исключить прогоночные и регулировочные работы, что сокращает цикл изготовления трубы-оболочки, и снизить потери по браку.
Формула изобретения
Способ изготовления трубы-оболочки из композиционного материала, включающий изготовление отдельных секций, сверлильно-фрезерную обработку их торцов с образованием контрольных торцовых и радиальных стыковочных отверстий под последующее базирование секций и их стыковку по контрольным отверстиям посредством прецизионных штифтов, отличающийся тем, что, с целью повьшге- ния точности сборки, секции вьшолня- ют с посадочными поверхностями для установки промежуточной и концевых секций, последние из которых снабжены базовыми пазами, соосными торцовым контрольным отверстиям, имеющим точную привязку по стыковочным отверстиям промежуточной секции, просверленным с единой базы в одной плоскости на ее концах, причем диаметр этих отверстий равен ширине паза концевых секций.
у//.
15
ГУ1
ЗЖ
/4
Фиг.1
12
//////////////А
а
/5
(Риг. 2
Фиг.д
