фиг. 2
N)
Изобретение относится к машина- строению, может быть широко исполт - - овлно в других областях народного хозяйства СССР и яа рубежом нри изготовлении рукавов высокого давления для подсоединения различных систем гидроприводов, например, к тракторам и автомобилям и является yconepmefi- ствопа1 :.ем изобретения по авт.св. У 1203317,
Целью изобретения является снижение расхода металла при изготовлении металлических гофрированных муфт соединения гибкого трубопровода путем уменьшения их- внутреннего диаметра без изменения толщины стенки.
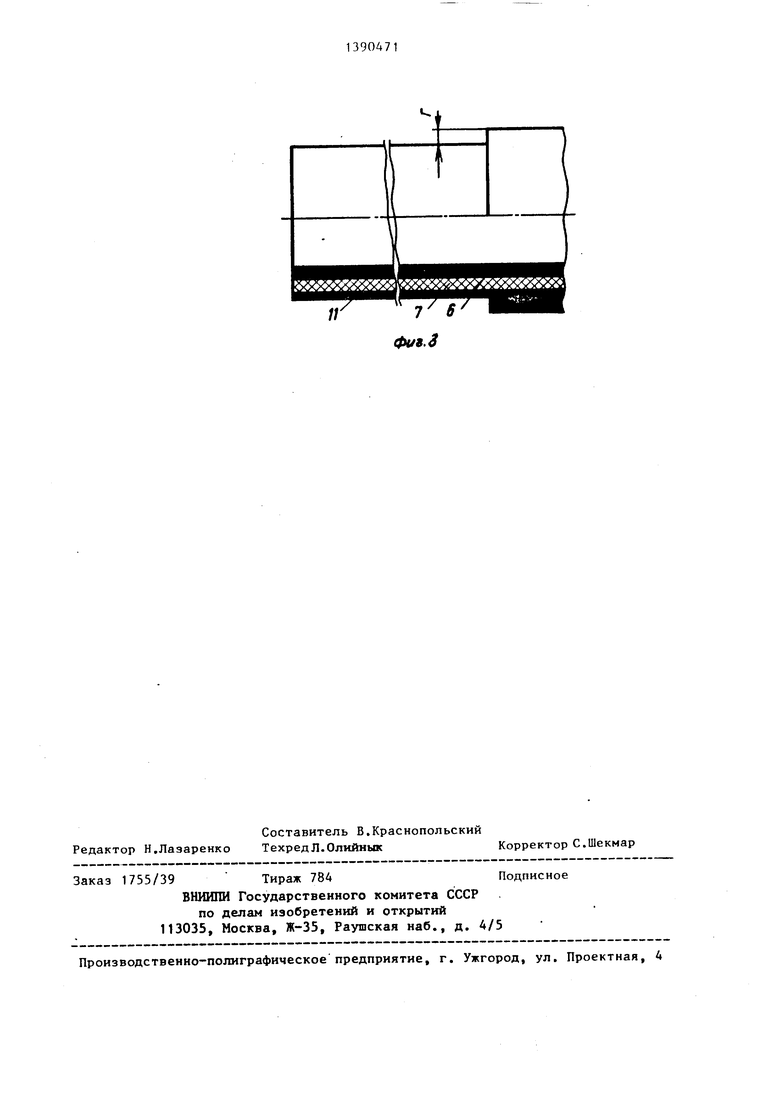
Яа фиг.1 изображено концевое соединение рукава после обжатия (гофрировки) металлической муфты, про- разрез; на фиг. 2 - рукав с кольцевыми канавками-выточками и заниженными кольцевыми выступами относительно наружного диаметра рукава; на фиг.3 - конец рукава с макси- зaнижeнны п кольцевыми выступами ,
Соединение гибкого трубопровода состоит ия ниппеля 1 с накидной гай- кой 2, гофрированной после обжатия металлической муфты 3, резинометал- лического рукава 4 высокого давления содержащего внешний 5 и внутренний 6 резиновые слои и металлическую оплетку 7. При этом после сборки и гофрирования муфты 3 на ее внешней поверхности образованы впадины гофр 8 и выступы 9. Выступ 10 сохраняется от внешней формы трубчатой заготовки муфты 3 (до обжатия).
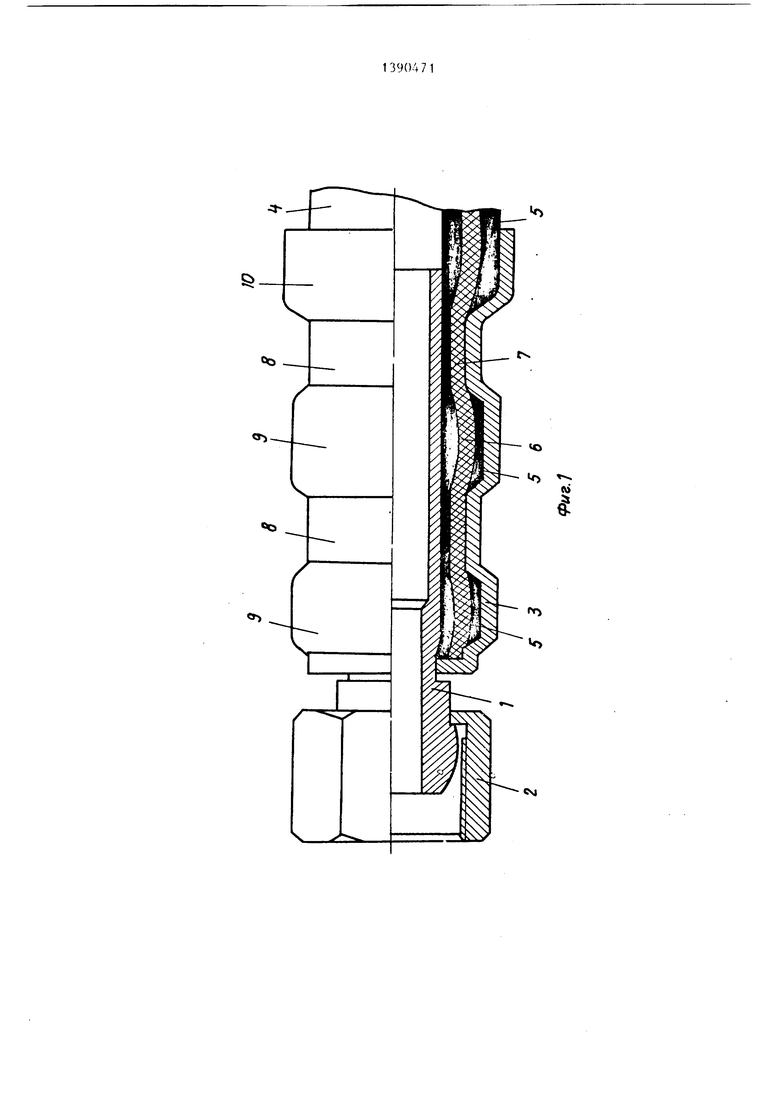
Форма конца рукава 4 (фиг. 2) после механической обработки ее верхнего резинового Слоя имеет вид кольцевых канавок-выточек 11 и их выступов 12 внешнего резинового слоя. При этом должен быть перепад Г межд внешним наружным диаметром рукава 4 и обточенными выступами 12.
В конструкции механически обработанного конца рукава 4 (фиг.З) долже быть обеспечен максимальньш перепад Г между внешней поверхностью рукава 4 и дном канавок-выточек 11 (обра0
5
0
5
0
5
0
5
0
б(пка несколькими резцами однорремен- )1о), не более .
Заделку концов рукава производят следую1цим образом.
Производят проточку кольцевых канавок-выточек 1 1 на KoH.iax рукава 4 до размера, превышающего наружный диаметр металлической оплетки 7 на величину погрешности ее расположения относительно внутреннего отверстия рукава 4 . При этом наружная поверхность обработанных кольцевых выступов 12 (резцами, закрепленными на втором подвижном кулачке устройства) должна быть ниже наружной поверхности рукава 4 на величину Г (фиг.2).
Максимально возможное занижение (величина) наружного диаметра кольцевых выступов на концах рукава 4 допускается в пределах не менее внутреннего диаметра для впадин кольцевых выточек 11,
Сборка рукавов 4 с ниппелем 1, rafiKoA 2 и муфтой 3 с последующим гофрированием (обжатием) муфты производится при уменьшении внутреннего диаметра муфты и экономии веса трубчатых заготовок.
Максимально возможное уменьшение внутреннего отверстия металлической муфты и соответственно уменьшение наружного диаметра кольцевых выступов 12 относительно наружной поверхности резины рукава 4 должно быть не менее,чем внутренний размер кольцевых выточек 1 1 . Формула изобретения
Соединение гибкого трубопровода высокого давления с ниппелем по авт. :св, № 1203317, о т л и ч а ющ е - е с я тем, что, с целью снижения расхода металла на изготовление гофрированных муфт путем уменьшения их внутреннего диаметра без изменения толщины стенки, наружные диаметры кольцевых выступов на вер хнем резиновом слое конца рукава выполнены меньше наружного диаметра рукава, но не менее внутреннего диаметра кольцевых канавок-выточек.
(О
CM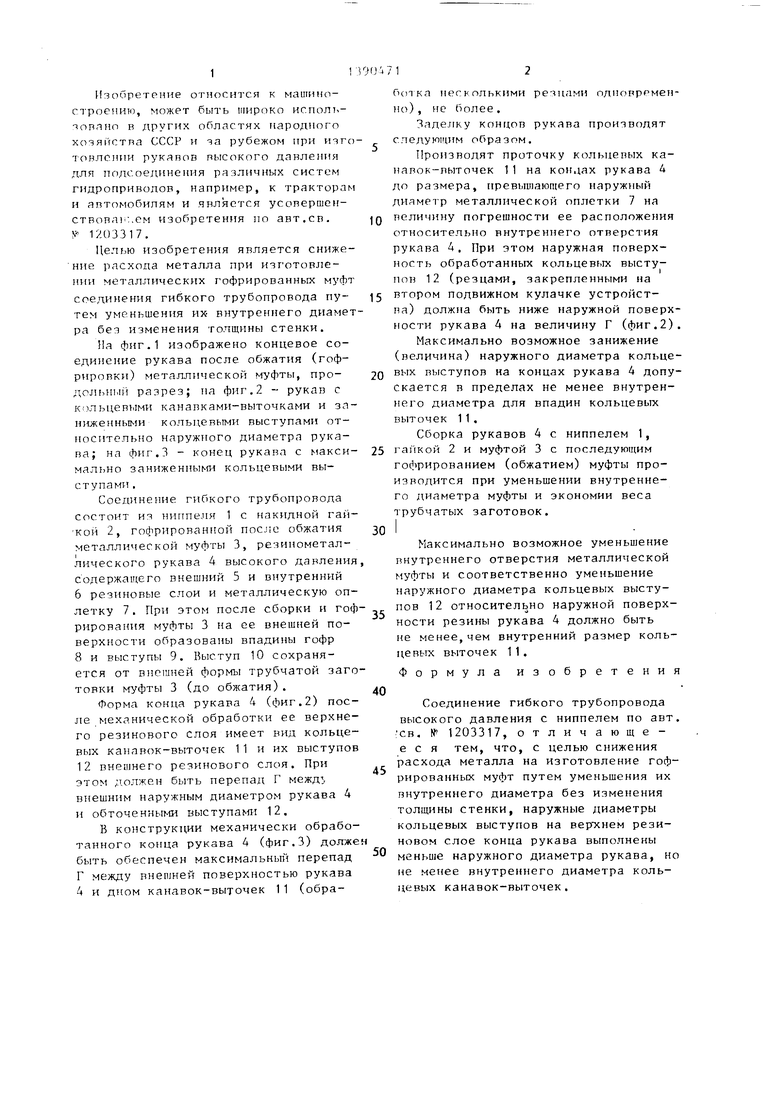
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для снятия верхнего слоя резины с рукавов высокого давления | 1984 |
|
SU1232495A1 |
| Способ сборки рукавов высокого давления | 1982 |
|
SU1093868A1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ КОНЦЕВОЙ АРМАТУРЫ С РУКАВОМ ВЫСОКОГО ДАВЛЕНИЯ | 2001 |
|
RU2208737C2 |
| СПОСОБ СОЕДИНЕНИЯ НАПОРНОГО РУКАВА С НИППЕЛЕМ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1990 |
|
SU1785315A1 |
| Способ сборки рукавов высокого давления | 1981 |
|
SU985544A1 |
| УСТРОЙСТВО КОНЦЕВОГО СОЕДИНЕНИЯ ЭЛАСТИЧНОГО ТРУБОПРОВОДА | 2010 |
|
RU2439418C1 |
| Соединение гибкого армированного металлической оплеткой рукава с ниппелем | 1975 |
|
SU576814A1 |
| Заделка концевой арматуры рукава высокого давления | 1989 |
|
SU1620762A1 |
| КОНЦЕВОЕ СОЕДИНЕНИЕ ГИБКОЙ ПОЛИМЕРНО-АРМИРОВАННОЙ ТРУБЫ И СПОСОБ ПРИСОЕДИНЕНИЯ ШТУЦЕРА К НЕЙ | 2013 |
|
RU2535420C1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ РУКАВА ВЫСОКОГО ДАВЛЕНИЯ С ПРИСОЕДИНИТЕЛЬНОЙ АРМАТУРОЙ | 1995 |
|
RU2098711C1 |
Изобретение относится к машиностроению и может быть использовано в других областях народного хозяйства СССР и за рубежом при изготовлении рукавов высокого давления для подсоединения различных систем гидроприводов, например, к тракторам и автомобилям. Цель изобретения - снижение расхода металла при изготовлении металлических гофрированных муфт соединения. Наружные диаметры кольцевых выступов 12 на внешнем резиновом слое 5 конца рукава 4 вьтол- няют меньше наружного диаметра рукава, но не менее внутреннего диаметра кольцевых канавок-выточек 11. Тем самым уменьшается внутренний диаметр трубчатой заготовки муфты без изменения толщины стенки. 3 ил. с 9
| Соединение гибкого трубопровода высокого давления с ниппелем | 1984 |
|
SU1203317A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
