(54) СПОСОБ СБОРКИ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ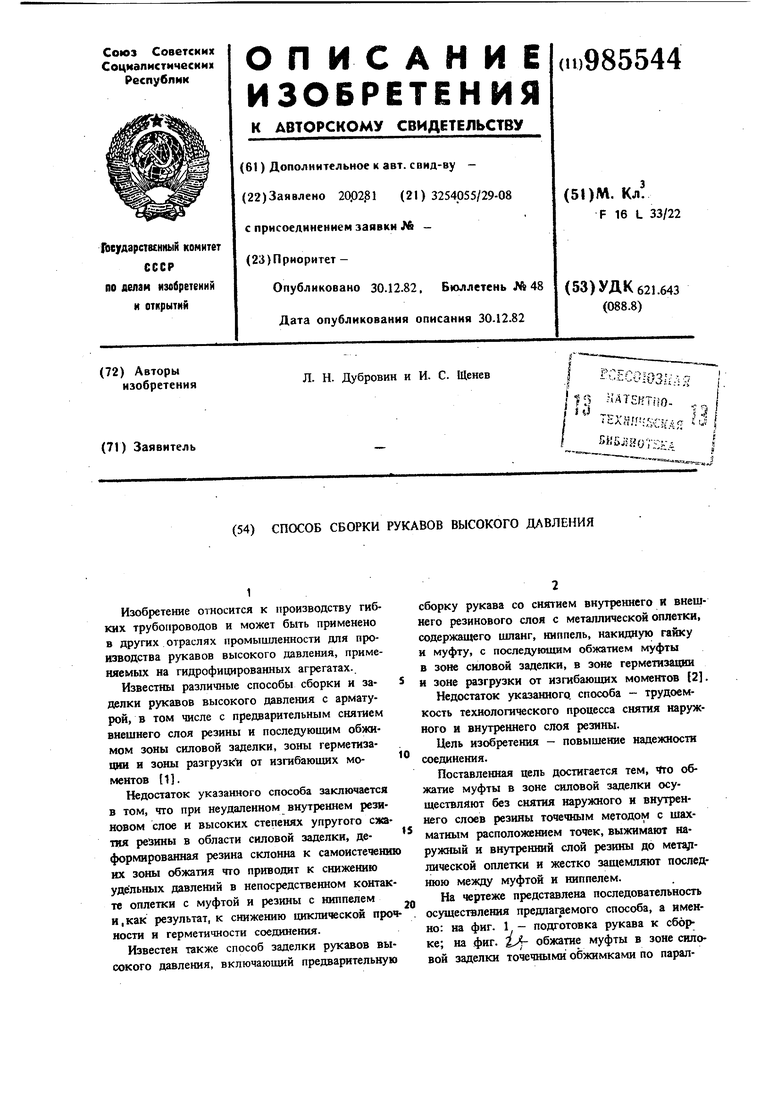
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки рукавов высокого давления | 1982 |
|
SU1093868A1 |
| Способ сборки рукавов высокого давления | 1975 |
|
SU566051A1 |
| Способ сборки рукавов высокого давления | 1977 |
|
SU703723A1 |
| Способ сборки неразъемного соединения рукавов высокого давления | 1987 |
|
SU1492161A1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ КОНЦЕВОЙ АРМАТУРЫ С РУКАВОМ ВЫСОКОГО ДАВЛЕНИЯ | 1997 |
|
RU2151943C1 |
| НЕРАЗЪЕМНАЯ КОНЦЕВАЯ АРМАТУРА РУКАВА ВЫСОКОГО ДАВЛЕНИЯ | 1995 |
|
RU2098710C1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ РУКАВА ВЫСОКОГО ДАВЛЕНИЯ С ПРИСОЕДИНИТЕЛЬНОЙ АРМАТУРОЙ | 1995 |
|
RU2098711C1 |
| Шланговое соединение и способ его сборки | 1988 |
|
SU1539438A1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ КОНЦЕВОЙ АРМАТУРЫ С РУКАВОМ ВЫСОКОГО ДАВЛЕНИЯ | 2001 |
|
RU2208737C2 |
| СПОСОБ СБОРКИ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2153124C2 |
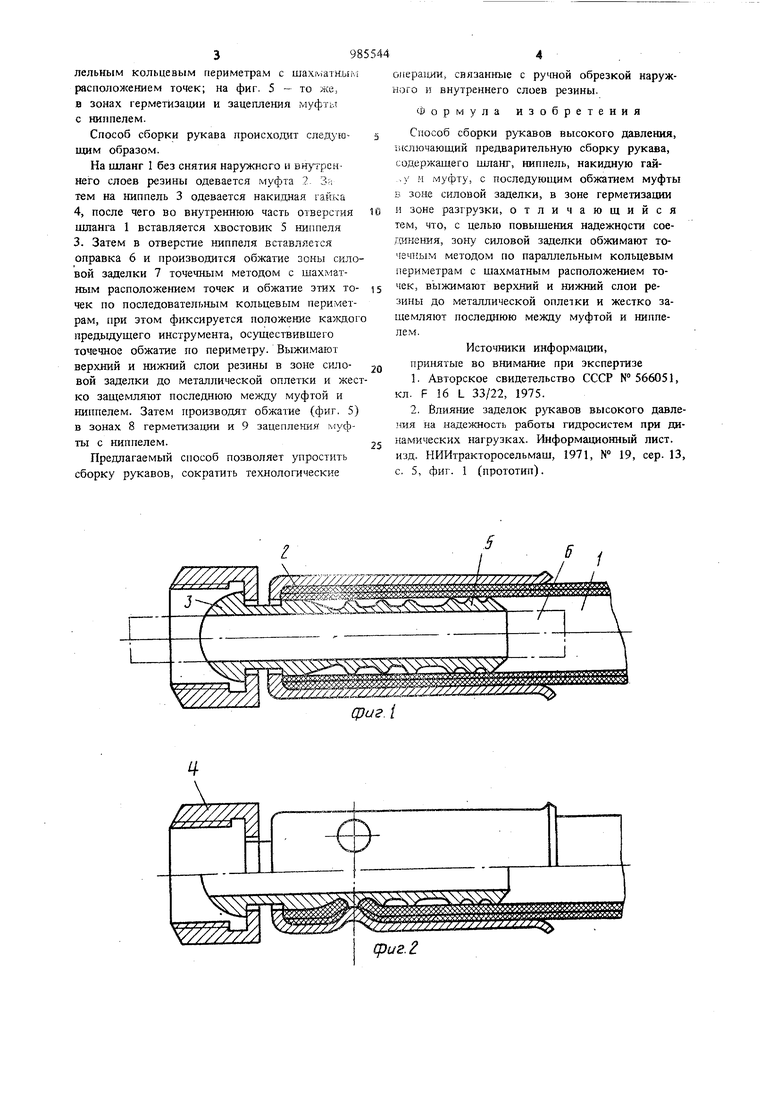
Изобретение относится к производству гибких трубопроводов и может быть применено в других отраслях промышленности для производства рукавов высокого давления, применяемых на гидрофицированных агрегатах. Известны различные способы сборки и заделки рукавов высокого давления с арматурой, в том числе с предзарительным снятием внешнего слоя резины и последующим обжимом зоны силовой заделки, зоны герметизации и зоны разгрузки от изгибающих моментов (1. Недостаток указанного способа заключается в том, что при неудалениом внутреннем резиновом слое и высоких степенях упругого ежа тия резины в области силовой заделки, деформированная резина склонна к самоистечеии их зоны обжатия что приводит к снижению удельных давлений в непосредственном контак те оплетки с муфтой и резины с ннппелем и,как результат, к снижению циклической про ности и герметичности соединения. Известен также способ заделки рукавов вы сокого давления, включающий предварительную сборку рукава со снятием внутреннего и внешнего резинового слоя с металлической оплетки, содержащего шланг, ниппель, накидную гайку и муфту, с последующим обжатием муфты в зоне силовой заделки, в зоне герметизации и зоне разгрузки от изгибающих моментов 2. Недостаток указанного, способа - трудоемкость технологического процесса снятия наружного и внутреннего слоя резины. Цель изобретения - повышение надежности соединения. Поставленная цель достигается тем, «tro обжатие муфты в зоне силовой заделки осуществляют без снятия наружного и внутреннего слоев резины точечным методом с шахматным расположением точек, выжимают наружный и внутренний слой резины до метарлической оплетки и жестко защемляют последнюю между муфтой и ниппелем. На чертеже представлена последовательность осуществления предлагаемого способа, а именно: на фиг. 1 - подготовка рукава к сборке; на фиг. Л- обжатие муфты в зоне силовой заделки точечными обжимками по парал3985544
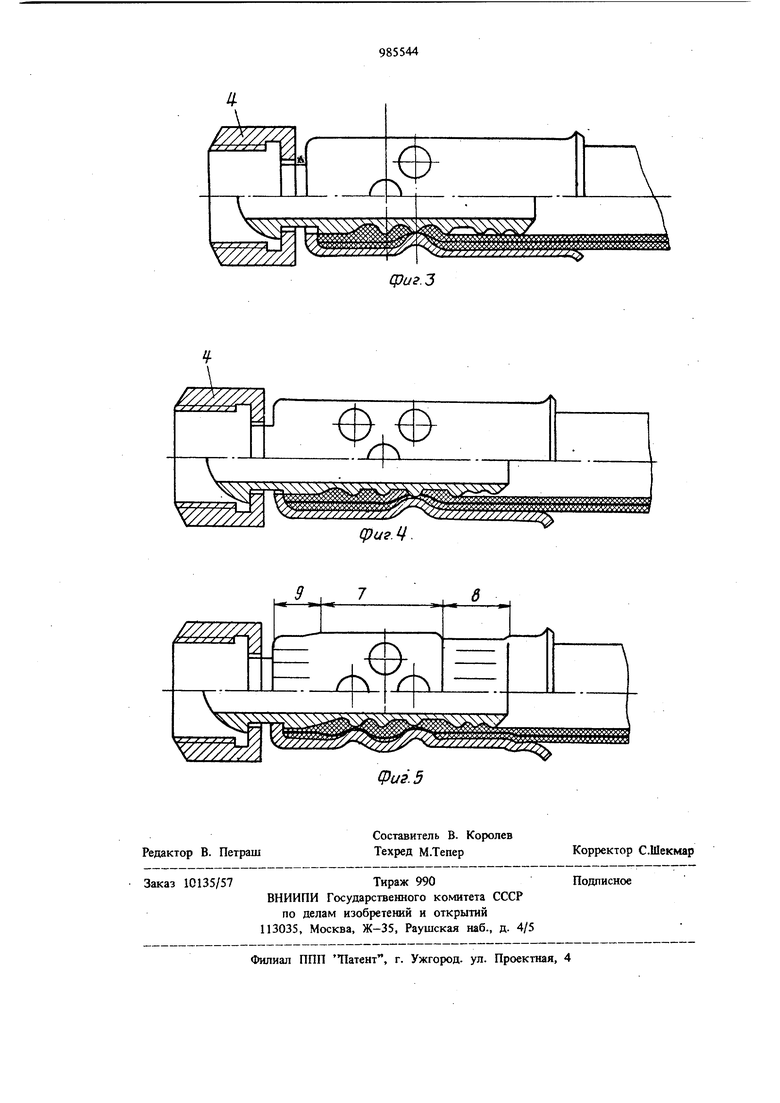
лельным кольцевым периметрам с шахматн.ыл; расположением точек; на фиг. 5 - то же, в зонах герметизации и зацепле1шя муфтсл с ниппелем.
Способ сборки рукава происходит следую- j щим образом.
На шланг 1 без снятия наружного и BHjTpcHнего слоев резины одевается муфта 2- За тем на 1шппель 3 одевается накидная гайка 4, после чего во внутреннюю часть отверстия W шланга 1 вставляется хвостовик 5 ниппеля 3. Затем в отверстие ниппеля вставляется оправка 6 и производится обжатие зоны силовой заделки 7 точечным методом с шахматным расположением точек и обжатие этих то- is чек по последовательным кольцевым периметрам, при этом фиксируется положение каждого предыдущего инструмента, осуществившего точечное обжатие по периметру. Выжимают верхний и нижний слои резины в зоне сило- 2о вой заделки до металлической оплетки и жестко защемляют последнюю между муфтой и ниппелем. Затем производят обжатие (фиг. 5) в зонах 8 герметизации и 9 зацепления муфты с ниппелем.25
Предлагаемый способ позволяет упростить сборку рукавов, сократить технологические
oiiepaiofH, связанные с ручной обрезкой наружного и внутреннего слоев резины.
Формула изобретения
Способ сборки рукавов высокого давления, включающий предварительную сборку рукава, содержащего шланг, ниппель, накидную гай.) и муфту, с последующим обжатием муфты 3 зоне силовой заделки, в зоне герметизации и зоне разгрузки, отличающийся тем, что, с целью повыщения надежности соетнения, зону силовой заделки обжимают точечным методом по параллельным кольцевым периметрам с щахматным расположением точек, выжимают верхний и нижний слои резины до металлической оплетки и жестко защемляют последнюю между муфтой и ниппелем.
Источники информации,
принятые во внимание при экспертизе
f/////////
у/
////
ш
X icxyXiOfAfAH
Cpue.Z Лг-.
фиг.З
т
т
у//// /.
