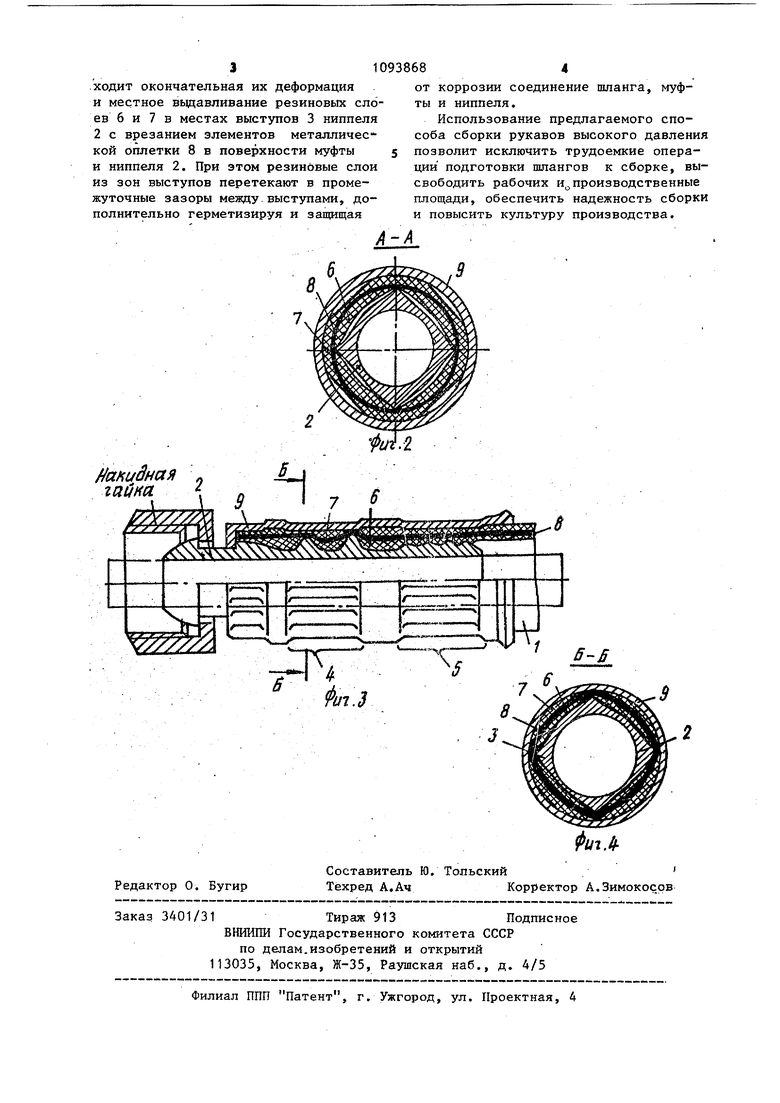
11093868 Изобретение относится к производ по ству гибких трубопроводов и может быть широко применено в транспортной угольнодобьтающей, автомобильной, сельйкохозяйственной и других отраслях промьшшенности для производства рукавов высокого давления, применяемых на гйдрофицироранных агрегатах. Известен способ сборки и заделки рукавов высокого давления с арматурой, с предварительным снятием внеш него слоя резины и последующим обжйтием зоны силовой заделки, зоны герметизации fij. ф Недостаток способа заключается в том, что при неудаленном резиновом слое и высоких степенях упругого сжа тия резины в области силовой заделки деформированная резина склонна к сам истечению из зоны обжатия, что приво дит к снижению удельных давлений в непосредственном контакте оплетки с муфтой и резины с ниппелем и, как результат, к снижению циклической прочности, герметичности, и силового сопротивления соединения. Известен также способ сборки рука вов высокого давления, включающий предварительную сборку рукава со сня |Тием внутреннего и внешнего-резиновых слоев с металлической оплетки, содержащего ниппель, резиновый шланг армированный металлической оплеткой надеваемьй с натягом на ниппель, накидную гайку и муфту, с последующим обжатием муфты в процессе сборки в зеках герметизации и силовой заделки Г2 Однако известный способ сборки рукава высокого давления включает в себя нетехнологичную и трудоемкую оп рацию удаления наружного, а главное внутреннего резиновых слоев шланга, с которой связаны определенные трудозатраты и сложность автоматизации процесса, а также неэкономичное использование производственных площадей. Кроме того, операция удаления р зиновых слоев с маталлической оплетк приводит к повреждению антикоррозион ного покрытия оплетки, а также части ному ее разрушению и разрушению на , концах шланга, при этом, оголенная металлическая оплетка подвергается воздействию внешней среды, что приводит к ее коррозии. Защемление шлан га в зоне силовой заделки производит 2 зигзагообразным профилям муфты и , ниппеля. Цель изобретения - повышение производительности сборки и надежности заделки путем сохранения защитного резинового слоя по.всем зонам заделки. Поставленная цель Достигается тем, что согласно способу сборки рукавов высокого давления, включающему предварительную сборку рукава, содержащего ниппель, резиновый шланг, армированный металлической Оплеткой и надеваемый с натягом на ниппель, накидную гайку и муфту, с последующим обжатием муфты в процессе сборки в зонах герметизации и силовой заделки, шланг изгибают в окружном направлении, придавая ему некруглую форму с переменной кривизной профиля, обжимают муфту, деформируя резиновые слои шпанга с вьщавливанием их в местах наибольшей кривизны, и защемляют металлическую оплетку шлангаj врезая ее в поверхности муфты и ниппеля. На фиг. 1 представлена предварительная сборка рукава, при которой . ишанг изгибают в окружном направлении на фиг. 2 - разрез А-А на фиг. .1; на фиг. 3 - окончательная сборка рукава с местным разрушением резиновых елоев и врезанием оплетки в поверхности ниппеля и муфты; на фиг. 4 - разрез Б-Б на фиг. 3.. . П р и м е р. Шланг 1 с внутренним диаметром 16 мм одевают с натягом на ниппель 2, максимальный диаметр которого по выступам 3 в зоне силовой заделки 4 равен мм, а максимальный диаметр по зоне герметизации равен 17 мм, при этом периметры сечений по зоне 5 герметизации и силовой заделки были равны. Шпанг 1 при этом деформируют в окружном направляв НИИ, придавая ему некруглую форму с переменной кривизной профиля в местах выступов 3 в зоне силовой заделки, минимальный радиус кривизны в зонах выступов равен 3 мм. Степень растяжения шланга в зо-. не силовой заделки и зоне герметизации одинакова, поскольку периметры в зонах заделки равны. По выступам ниппеля происходит частичная деформация резиновых слоев шланга, а при последующем обжатии муфты по всем зонам заделки, в том числе и по силовой зоне, обжимаемой по параллельным периметрам, проис
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки рукавов высокого давления | 1981 |
|
SU985544A1 |
| Способ сборки неразъемного соединения рукавов высокого давления | 1987 |
|
SU1492161A1 |
| Способ сборки рукавов высокого давления | 1975 |
|
SU566051A1 |
| Способ сборки рукавов высокого давления | 1977 |
|
SU703723A1 |
| СПОСОБ СБОРКИ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2153124C2 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ КОНЦЕВОЙ АРМАТУРЫ С РУКАВОМ ВЫСОКОГО ДАВЛЕНИЯ | 1997 |
|
RU2151943C1 |
| Шланговое соединение и способ его сборки | 1988 |
|
SU1539438A1 |
| Заделка концевой арматуры рукава высокого давления | 1989 |
|
SU1620762A1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ КОНЦЕВОЙ АРМАТУРЫ С РУКАВОМ ВЫСОКОГО ДАВЛЕНИЯ | 2001 |
|
RU2208737C2 |
| НЕРАЗЪЕМНАЯ КОНЦЕВАЯ АРМАТУРА РУКАВА ВЫСОКОГО ДАВЛЕНИЯ | 1995 |
|
RU2098710C1 |
СПОСОБ СБОРКИ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ, включающий предваритель ную сборку рукава,содержащего ниппель, резиновый шланг,армированный металлической оплеткой и надеваемьй с натягом на ниппель, накидную гайку и муфту, с последующим обжатием муфты в процессе сборки в зонах герметизации и силовой заделки, отличающийся тем, что, с целью повышения производительности сборки и надежности заделки путем сохранения защитног го резинового слоя по всем зонам заделки, шланг изгибают в окружном направлении, придавая ему некруглую форму с переменной кривизной профиля, обжимают муфту, деформируя резиновые слои шланга с выдавливанием их в меCTaic наибольшей кривизны, и защемляют металлическую оплетку шланга, врезая ее в поверхности муфты и нип- . пеля. (Л с
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ сборки рукавов высокого давления | 1975 |
|
SU566051A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ОБУВИ К СПОРТИВНОМУ СНАРЯЖЕНИЮ | 2001 |
|
RU2229916C2 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
