(21) 4149829/. -05 (22 21.П.86 (46 30.04.88. Бюп.№ 16 (7J Уфимский нефтяной институт (72) А.К.Панов, В.П.Чуров, Т.Ф.Ильина, Т.В.Григорьева,.Ю.Г.Данилов и К.Н.Рязанцев
(53)678.057.745(088.8)
(5б) Авторское свидетельство СССР № 582983, кл. В. 29 С 67/20, 1977.
Авторское свидетельство СССР № 580945, кл. В 22 D 17/22, 1977.
(54)ПРЕСС-ФОРМА ДЛЯ ПОЛУЧЕНИЯ ЗАГОТОВОК ПА ОСПОВЕ ПОЛИВИПИЛХЛОРИДА С ПОРООВРАЗОВАТЕЛЕМ
(57) Изобретение относится к устройствам для получения изделий из поли- винштхлорида с введением порообразо вателя. Цель - понижение плотности поливиннлхлорида за счет введения порообразователя. Для этого пресс- форма вьшолнена с промежуточной ка- либруюр ей втулкой 14. Внутри втулки установлен диск 19 с поперечной канавкой 18, Диск смонтирован на штоке с возможностью возвратно-поступательного перемещения за счет вращения гайки 24, расположенной на упорном подрлтнике 23о
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНОЙ ПЛИТКИ НА ОСНОВЕ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2007 |
|
RU2337006C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТКРЫТОПОРИСТОГО МАТЕРИАЛА НА ОСНОВЕ СТЕКЛОУГЛЕРОДА | 2013 |
|
RU2542077C1 |
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ НИЗА ОБУВИ | 2019 |
|
RU2717519C1 |
| Слоистый материал для покрытия стен и полов | 1989 |
|
SU1766709A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ПОРИСТЫХ ИЗДЕЛИЙ ИЗ ПСЕВДОСПЛАВА НА ОСНОВЕ ВОЛЬФРАМА | 2010 |
|
RU2444418C1 |
| Состав для удаления нефти с поверхности воды | 1980 |
|
SU994422A1 |
| Способ получения поливинилхлоридного пенопласта | 1982 |
|
SU1014846A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОГО БЕТОНА (ВИП'О'БЕТОН) | 2004 |
|
RU2251482C1 |
| Абразивный материал | 1983 |
|
SU1255416A1 |
| Композиция для эластичного пенополивинилхлорида | 1988 |
|
SU1643570A1 |

(Л
1В
22
(put. 2
Изобретение относится к устройст вам для получения изделий культурно- бытового назначения (в виде подошвы обуви и полимерной плитки) из поливи- нилхлорида с введением порообразова- теля и может быть использовано при переработке полимеров в химической промьттенностио
Целью изобретения является пониже д же способом продавливают его в прессние плотности поливинилхлорида за счет введения парообразователя и изменения объема прессования.
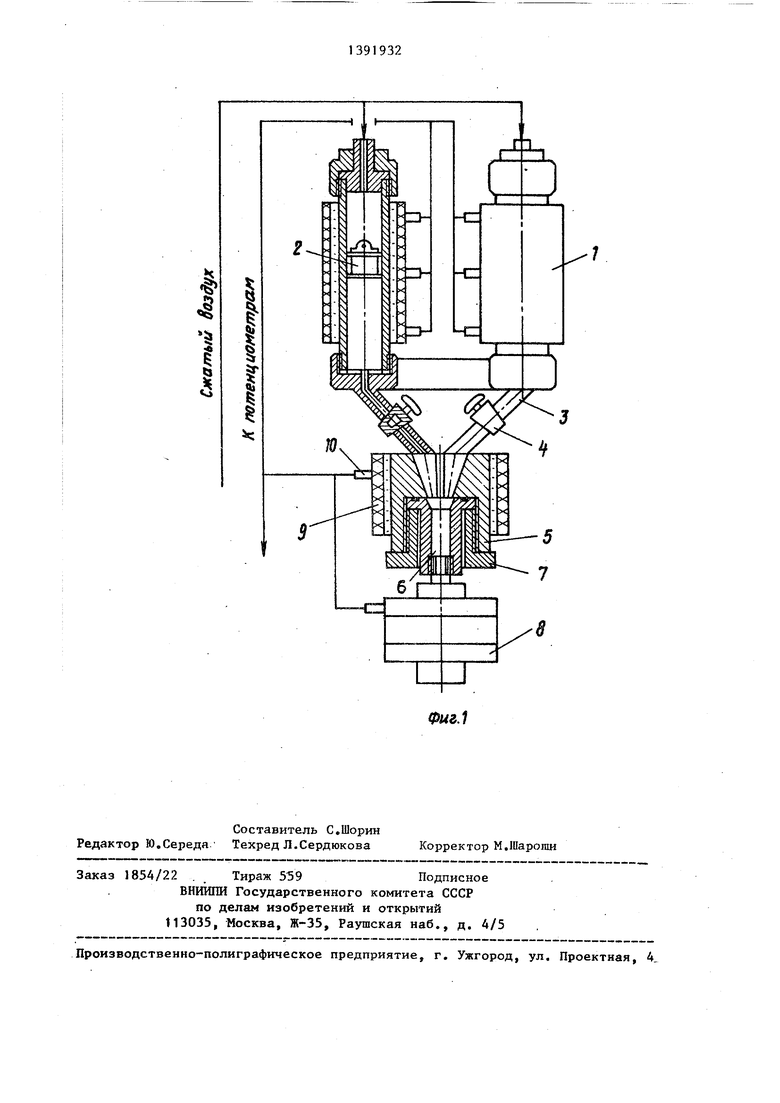
На фиг,1 изображено устройство для получения заготовок пониженной пдотности на основе поливинилхлорида с порообразователем; на фиг.2 - разрез предлагаемой пресс-формы.
Устройство состоит из двух цилиндров 1 высокого давления с поршнями 2, в нижней части цилиндров подсоединены отводящие каналы 3 с перепускными кранами 4. Каналы 3 вмонтированы в соединительный блок 5, в котором за- креплен переходной канал 6 с гайкой 7, К каналу 6 с помощью резьбы подсо единяется пресс-форма 8.
Цилиндры 1S соединительный блок 5 и пресс-форма 8 обеспечены системой
35
9 термостатирования, которая -снабжена SQ Для лучшего передвижения диска в нем термопарами 10. Установка обеспечена системой сжатого воздуха.
Предлагаемая пресс-форма (фиг.2) состоит из верхней матрицы 11 со сквозным отверстием 12, нижней матрицы 13 J между верхней и нижней матрицами расположена промежуточная оформляющая, калибрующая и съемная втулка 14,, которые соединяются между собой болтами 15 и гайками . 16 через уплотнение 17: Во втулке 13 размещен передвижной диск 18 с поперечной канавкой 19, диск установлен на штоке 20, к нижней части штока 20 винтом 21 крепится гнездо 22 под упорный подшипник 23, который снизу поддерживается специальной гайкой 24 В нижней матрице предусмотрено от-.- верстие с винтом 25,
Устройство работает следующим образом,
В одном из цилиндров высокого давления готовят расплав поливинилхлорида, а в другом расплав порообразователя i которые выдерживают при заданной температуре, затем подсоединяют систему сжатого воздуха и поршнем 2 расплав поливинилхлорида ттродавли- вается через отводящий канал 3, кран
45
50
55
предусмотрена поперечная канавка, в которую попадает полимер и в данном случае служит смазкой, а внутренняя поверхность внутри тщательно отшлифована,
В результате увеличения объема в расплав поливинилхлорида за счет по-- рообразования образуются поры, в ре-;, зультате чего значительно снижается плотность полимера (с 1,2 г/см до 0,75 г/см ). После этого материал, находящийся во втулке, спекают. Далее отключают систему термостатирования. После охлаждения пресс-формы ее разъединяют и вынимают спрессованную заготовку.
Плотность заготовки определяют объемным методом,
В дальнейшем все операции повто-, ряются. В предлагаемой пресс-форме перемещение диска 18 во втулке 14 влияет на толщину и плотность прессуемых заготовок, так как толщина заго- товок определяется свободным простран ством втулки 14, где размещен диск 18 18, а его передвижение зависит от расстояния, на которое отворачивается специальная гайка 24о
4, канал соединительного блока 5 и переходной канал 6., в пресс-форму 8, в которой поддерживается заданная температура, затем закрывают кран 4 и отключают систему сжатого воздуха от цилиндра с расплавом поливинилкло рида. Подают сжатый воздух в цилиндр с расплавом порообраздвателя и таким
5
5
0
форму 30% от объема втулки 14, Ппсле чего сжатый .воздух перекрывают и кран цилиндра высокого давления с распла вом порообразователя. Далее снова открывают систему сжатого воздуха ци. линдра с расплавом поливинилхлорида и подают дополнительно расплав в пресс- форму до тех пор,пока полимер не бу- дет выходить из отверстия 12 верхней матрицы 11, Потом отключают систему сжатого воздуха перекрывают краны 4j спускают воздух из-под диска с пок мощью винта 25, отворачивают гайку 24 до фиксированного положения, для облегчения вращения гайки 14 под давлением предусмотрен упорный IT шипник 13, диск 8 под давлением полимера сместится вниз и объем во втулке 14 увеличится до заданного значения.
Для лучшего передвижения диска в нем
предусмотрена поперечная канавка, в которую попадает полимер и в данном случае служит смазкой, а внутренняя поверхность внутри тщательно отшлифована,
В результате увеличения объема в расплав поливинилхлорида за счет по-- рообразования образуются поры, в ре-;, зультате чего значительно снижается плотность полимера (с 1,2 г/см до 0,75 г/см ). После этого материал, находящийся во втулке, спекают. Далее отключают систему термостатирования. После охлаждения пресс-формы ее разъединяют и вынимают спрессованную заготовку.
Плотность заготовки определяют объемным методом,
В дальнейшем все операции повто-, ряются. В предлагаемой пресс-форме перемещение диска 18 во втулке 14 влияет на толщину и плотность прессуемых заготовок, так как толщина заго- - товок определяется свободным простран ством втулки 14, где размещен диск 18 18, а его передвижение зависит от расстояния, на которое отворачивается специальная гайка 24о
10
порофора ЧХЗ-57 во время впрыска составляла 9О-95°С.
Температура спекания заготовки в пресс-форме составляла 175-)80 С, а давление прессования до 4 МПа.
Опытным путем было установлено, что путем подбора соотношении ПВХ и порообразователя в пределах 20-30% и за счет подбора изменения объема 11рессрвания в сторону увеличения до 30% можно снизить плотность ПВХ до 0,75-0,85 г/см и тем самым полу- чить-облегченные заготовки.
Формула изобретения
Пресс-форма для получения загото- вок на основе поливинилхлорида с по- рообразователем, состоящая из двух полуформ и механизма перемещения стержня,о тл ич аго ща яс я тем,что, с цельюпонижения плотности поливи - нилхлорида за счет введения порообразователя и изменения объема прессова- нияд пресс-форма выполнена раздвижной с промежуточной оформляющей калибрующей съемной втулкой, где рас- а при ; положен диск, вьшолненный с поперечобъеме 40,3 ct, плотность - 1,02 г/см, 30 ной канавкой, смонтированный на што« При этом температура расплава поливи ке с возможностью возвратно-поступа- нилхллрида композиции 11Л-22 во время тельного перемещения за счет вращения
гайки, расположенной на упорном подшипнике.
Например, в предлагаемой пресс- форме диаметр оформляющей калибрующей втулки 90, высота 35, толщина диска 12, размер канавки 4-4, ход диска во втулке 12 мм, свободный максимальный объем втулки 76,3 см , перемещение диска на 1,5 мм на один оборот специ альной гайки 14,
Экспериментальные исследования показали,, что при постоянном соотношении компонентов: 70% пластифицированного поливинилхлорида композиции Ш1-2-2 и 30% порообразователя - поро- форма ЧХЗ/57 при первоначальном объе- ig ме втулки 40,3 см без раздвижения . плотность заготовки составляла 0,91 г/см , при зшеличении объема прессования до 63,8 см плотность
а при макси- (диск опусоставила 0,82 г/см мальном объемном 76,3 см щен вниз до конца) плотность заготовки состав ила 0,75 г/см „
При соотношении компонентов 80% поливинилхлорида композиции ПЛ-2-2 и 20% порофора ЧХЗ-57 при максимальном объеме 76,3 см плотность заготовки составляла 0,89 г/см .
впрыска в пресс-форму находилась в пределах 185-190 0, а температура
20
25
10
ig
;
20
;
25
.
| I
