Заявляемое изобретение относится к области порошковой металлургии, в частности к способам изготовления пористых изделий из сплавов на основе вольфрама.
Известен способ получения пористых вольфрамовых дисков, заключающийся в том, что в качестве порообразователя в шихту вводят от 2 до 15 вес.% фторидов лантана или иттрия (А.С. №406639; МПК B22F 1/00, B22F 3/12, опубл. в БИ №46 от 21.11.1973 г.).
Недостаток этого способа заключается в высокой термической стойкости фторидов лантана и иттрия и, как следствие, спекание происходит при высоких температурах (более 2000°С), что не позволяет получить композиционные псевдосплавы на основе вольфрама типа вольфрам-никель-железо с высокой пористостью 55-60%.
Так же известен способ получения высокопористых вольфрам-медных материалов, полученных жидкофазным спеканием (В.В.Скороход, С.М.Солонин, Л.И.Чернышев. Высокопористые вольфрам-медные материалы, полученные жидкофазным спеканием. - Порошковая металлургия, 1978, №2, с.17-21). Данный способ включает смешивание порошков вольфрама марки ВЧ с электролитической медью марки ПМЭ-1, в которые к меди добавляют 20 вес.% никеля марки ПНК-1. Металлические порошки смешивали с порошком двууглекислого аммония с размером частиц 100 мкм, прессовка содержала 52 об.% этого порообразователя. После прессования микропористость (пористость областей с мелкими естественными порами, поры в объемах, занятых металлическим порошком), составляла 50%. Из прессовок при температуре 200°С в среде водорода отгонялся порообразователь, что обеспечивало перед спеканием относительный объем крупных пор, образованных наполнителем (макропористость), который составлял 52%. Жидкофазное спекание проводили в среде водорода при температуре 1250°С в течение 1 часа. После спекания пористость образцов состава WNi - 6,4 Cu составила 60%.
Недостатком способа является наличие в псевдосплаве на основе вольфрама меди, которая при длительном хранении в различных климатических условиях подвержена коррозии, что отрицательно сказывается на прочности конечного пористого изделия. Также химический состав материала, представленного в данном способе, не позволяет получить плотность компактного состояния данного материала после интенсивной динамической нагрузки более 18 г/см3.
Наиболее близким по технической сущности является способ изготовления пористых изделий из тугоплавких материалов, заключающийся в том, что в порошок тугоплавкого материала вводят наполнитель бромистый калий при соотношении размеров частиц порошка тугоплавкого материала и наполнителя 1/10-1/300 (А.С. №424658; МПК B22F 1/00, B22F 3/10, опубл. в БИ №15 от 25.04.1974 г.). Прессованные изделия предварительно спекают в вакууме с целью удаления наполнителя при температурах, превышающих температуру начала спекания тугоплавкого материала, а затем окончательно с целью получения прочного пористого изделия.
К недостаткам способа необходимо отнести отсутствие оптимизации технологических режимов для улучшения качества пористого материала, а именно повышения предела прочности при сжатии и создания условий для исключения трещинообразования в процессе изготовления крупногабаритных заготовок.
Задачей изобретения является повышение качества пористых заготовок из вольфрамового сплава, содержащего 94-98% по массе вольфрама, остальное - никель и железо, а именно, улучшение стабильности и равномерности пористой структуры, увеличение прочности, ликвидация трещинообразования в спеченных крупногабаритных заготовках за счет оптимизации технологических режимов изготовления.
Технический результат, достигаемый при использовании предлагаемого изобретения, следующий:
- получение пористого вольфрамового сплава, содержащего 94-98% по массе вольфрама, остальное - никель и железо, с пористостью 50-60% (плотность 7,3-8,7 г/см3) и высокой стойкостью к коррозии;
- достижение предела прочности на сжатие пористого спеченного вольфрамового сплава более 150 Н/мм2;
- наличие равномерной мелкодисперсной структуры;
- отсутствие трещин в сплаве в процессе изготовления;
- получение из сплава крупногабаритных изделий.
Технический результат достигается тем, что в предлагаемом способе изготовления спеченных пористых изделий из псевдосплава на основе вольфрама, приготавливается шихта с химическим составом W 94-98 (% по массе), остальное Ni и Fe в соотношении 7:3, с добавлением порообразователя NaBr в количестве 40 (% по массе), производится прессование, удаление порообразователя, твердофазное спекание в среде водорода. Вольфрамовый порошок используется со средним размером частиц по Фишеру 3,9 мкм, порообразователь - дисперсностью менее 0,071 мм, прессование шихты производят давлением не более 150 МПа, а спекание проводят при температуре 1300-1320°С в течение 0,5-1,0 часа.
Предлагаемый способ обеспечивает получение изделий с равномерной мелкозернистой структурой. Таким образом, степень контакта между зернами вольфрама и никелево-железной матрицей возрастает, что увеличивает прочность спеченного сплава. Высокопористые изделия со значительной внутренней поверхностью из псевдосплава W-Ni-Fe по сравнению с W-Ni-Cu обладают повышенной стойкостью к окислению и коррозии. Благодаря содержанию 94-98% по массе вольфрама в псевдосплавах W-Ni-Fe, конечная плотность сжатого до компактного состояния пористого изделия при динамическом разгоне и ударе о преграду приближается к плотности 18,7 г/см3, что повышает эффективность пробития преграды.
Сущностью изобретения является способ изготовления пористых изделий из сплавов на основе вольфрама, включающий в себя:
- подготовку порообразователя NaBr (обезвоживание в вакууме 2 Па при температуре 60-80°С в течение не менее 5 час, просеивание через сито 0,071 мм);
- приготовление шихты путем перемешивания порошков вольфрама, никеля, меди и порообразователя в биконическом смесителе в течение не менее 10 час в нейтральной атмосфере;
- гидростатическое прессование шихты давлением не более 150 Н/мм2 в эластичной пресс-форме в нейтральной атмосфере;
- удаление порообразователя в среде водорода по режиму: нагрев со скоростью не более 5°С/мин до 1000-1250°С; выдержка не более 1 час;
- спекание заготовки в среде водорода по режиму: нагрев от 1200-1250°С до температуры 1300-1320°С со скоростью не более 5°С/мин; выдержка при данной температуре не более 1 час;
- охлаждение в среде водорода вместе с печью.
Подготовка порообразователя NaBr по вышеуказанной технологии позволяет получить ультрамелкий обезвоженный продукт, продукты реакции которого с водородом в дальнейшем при нагреве равномерно удаляются из прессовки, оставляя после себя равномерную макропористость.
Перемешивание металлических порошков по вышеуказанной технологии обеспечивает однородность шихты. После 10 часов перемешивания со v=50 об/мин гомогенность химического состав по объему шихты стабилизируется на уровне W 95±0,2; Ni 3,5±0,1; Fe 1,5±0,1 (W 97,5±0,2 - Ni 1,75±0,1 - Fe 0,75±0,1) + (NaBr - 40±0,2) % по массе.
Загрузка шихты в эластичную пресс-форму производится в боксе с контролируемой нейтральной атмосферой.
В ходе гидростатического прессования усилием не более 150 Н/мм2 шихта, включая порообразователь, достаточно уплотняется, что обеспечивает транспортабельность и технологичность прессовки. Прессование давлением более 150 Н/мм2 приводит к перепрессовке (появлению трещин) заготовки. Гидростатическое прессование обеспечивает равномерное распределение плотности по объему прессовки, что приводит к минимальной разноплотности после спекания.
После разгрузки пресс-формы прессовка не должна находиться в контакте с воздушной атмосферой более 3 мин, так как начинается самопроизвольный разогрев и растрескивание прессовки.
Удаление продуктов реакции порообразователя и водорода происходит в динамической водородной среде с расходом водорода 0,3 м3/час при температуре 1000-1250°С по реакции:
2NaBr (ж) + Н2=2Na (г) + 2НВr (г)
В результате этого появляется необходимая открытая пористость.
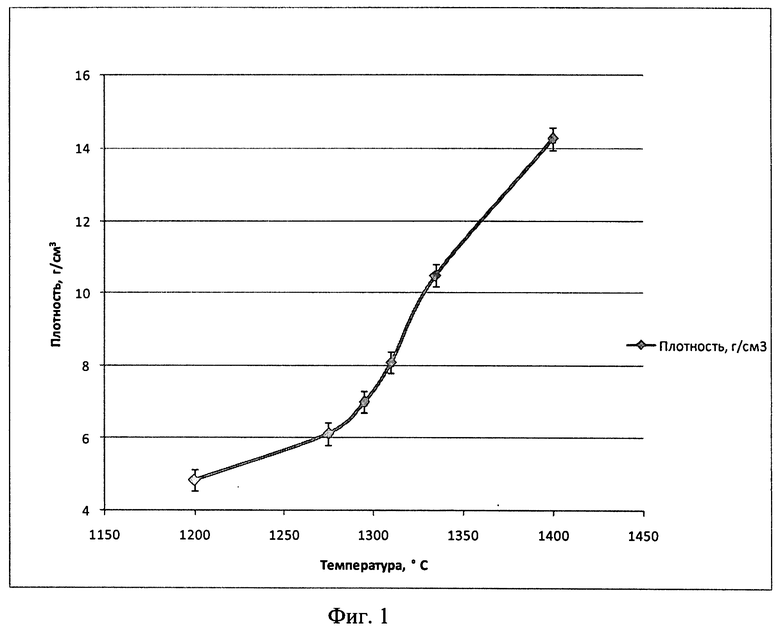
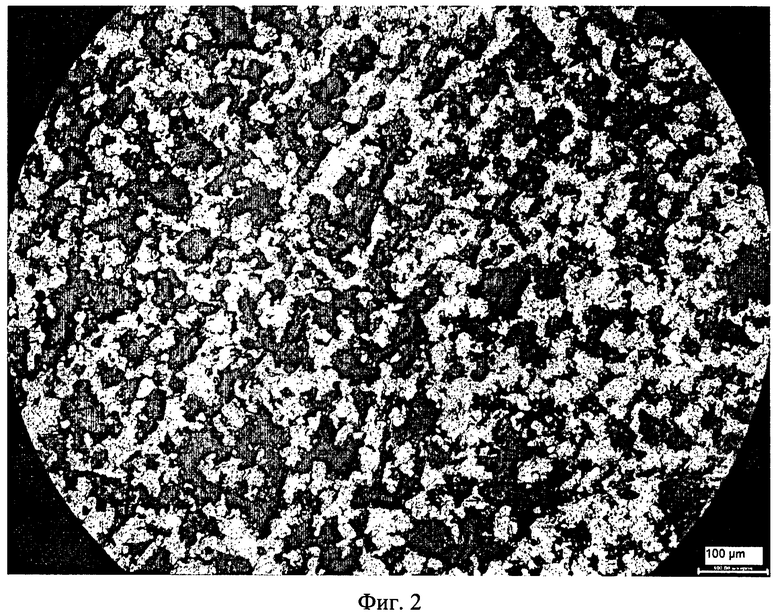
Спекание заготовки в среде водорода при температуре 1300-1320°С и выдержке не более 1 часа сопровождается объемной усадкой 55-60%, что приводит к достижению необходимой плотности 7,3-8,7 г/см3. Узкий температурный интервал получения необходимой плотности (пористости), отраженный на фигуре 1, свидетельствует о том, что полностью удалены продукты химической реакции с участием порообразователя и началось интенсивное спекание данного материала. Твердофазное спекание начинает формировать микроструктуру, состоящую из α-фазы на основе вольфрама в виде зерен округлой формы размером 10-50 мкм и γ-фазы матрицы твердого раствора (Ni, Fe, W), располагающейся в виде прослоек между зернами α-фазы (фиг.2 - светлая область).
На фигуре 1 изображена диаграмма уплотняемости вольфрамовой шихты, содержащей W 94-98 (% по массе), остальное Ni и Fe в соотношении 7:3, с добавлением порообразователя NaBr в количестве 40 (% по массе), в зависимости от температуры спекания.
На фигуре 2 изображена типовая структура пористого вольфрамового сплава, в частности W 95 - Ni 3,5 - Fe 1,5 с пористостью 58% (плотностью 7,5 г/см3).
Ниже приведен пример осуществления способа.
Цель: изготовление заготовок диаметром ⌀60 мм, высотой h 120 мм из псевдосплава состава W 95 - Ni 3,5 - Fe 1,5 (% по массе) и W 97,5 - Ni 1,75 - Fe 0,75 (% по массе) с пористостью 55-58%.
В качестве порообразователя использовался натрий бром NaBr, который обезвоживали в вакууме 2 Па в вакуумном сушильном шкафу при температуре 80°С в течение 5 часов и просеивали через сито 0,071 мм. Приготавливали шихту состава W 95 - Ni 3,5 - Fe 1,5 (W 97,5 - Ni 1,75 - Fe 0,75) + NaBr 40,0 (% по массе) механическим смешиванием в биконическом смесителе (в отношении с металлическими шарами 1:10 (шары)) при скорости вращения 50 об/мин в течение 10 часов. Просеивали шихту через сито 0,071 мм. Шихту загружали в эластичную пресс-форму в атмосфере аргона, затем пресс-форму герметизировали. Прессование осуществляли гидростатическим методом давлением 150 Н/мм2. Разгрузку пресс-формы осуществляли в атмосфере аргона. Затем прессовку помещали в печь сопротивления с контролируемой водородной атмосферой. Удаление порообразователя из прессовки проводилось в среде водорода во время нагрева до температуры 1250°С и выдержке в течение 1 часа. Затем проводили нагрев со скоростью 5°С/мин до температуры 1300-1320°С и при этой температуре выдерживали 1 час. Режим оптимизирован применительно к порошку вольфрама по дисперсности со средним размером частиц порошка по Фишеру - 3,9 мкм. Охлаждение заготовок проводили вместе с печью.
Пористость заготовок определяли методом гидростатического взвешивания. Предел прочности на сжатие изучали на цилиндрических образцах (⌀/h=1/2), изготовленных по аналогу и по заявленному способу. При одинаковой пористости 58% предел прочности на сжатие по заявленному способу составляет 160-170 Н/мм2, а по прототипу - 100-104 Н/мм2.
Таким образом, получение спеченных пористых изделий из композиционного псевдосплава W-Ni-Fe заявленным способом позволило улучшить механические свойства изделий, их качество, стойкость к коррозии. Стало возможным расширить область применения изделий в качестве конструкционного демпфера ударной волны, способного рассеивать механическую энергию и при ударе в динамике сжиматься до плотности компактного состояния 18,0-18,7 г/см3.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ПОРИСТЫХ ИЗДЕЛИЙ ИЗ ПСЕВДОСПЛАВА НА ОСНОВЕ ВОЛЬФРАМА | 2016 |
|
RU2623566C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ПОРИСТЫХ ИЗДЕЛИЙ ИЗ ПСЕВДОСПЛАВА НА ОСНОВЕ ВОЛЬФРАМА | 2009 |
|
RU2414329C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ЗАГОТОВОК ИЗ ТЯЖЕЛЫХ СПЛАВОВ НА ОСНОВЕ ВОЛЬФРАМА | 2015 |
|
RU2582166C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОФИГУРНЫХ ТОНКОСТЕННЫХ СПЕЧЕННЫХ ЗАГОТОВОК ИЗ ТЯЖЕЛЫХ СПЛАВОВ НА ОСНОВЕ ВОЛЬФРАМА | 2006 |
|
RU2332279C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА ПСЕВДОСПЛАВА | 2014 |
|
RU2556154C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ЗАГОТОВОК ИЗ ТЯЖЕЛЫХ СПЛАВОВ НА ОСНОВЕ ВОЛЬФРАМА | 2006 |
|
RU2336973C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ НА ОСНОВЕ ПСЕВДОСПЛАВА ВОЛЬФРАМ-МЕДЬ | 2003 |
|
RU2243855C1 |
| СПОСОБ УЛУЧШЕНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ ПОРОШКОВЫХ ИЗДЕЛИЙ ИЗ ТЯЖЕЛЫХ СПЛАВОВ НА ОСНОВЕ ВОЛЬФРАМА И ПОРОШКОВОЕ ИЗДЕЛИЕ С МЕХАНИЧЕСКИМИ СВОЙСТВАМИ, УЛУЧШЕННЫМИ ЭТИМ СПОСОБОМ | 2009 |
|
RU2442834C2 |
| СПОСОБ ПОЛУЧЕНИЯ СПЕЧЕННОГО ПОРИСТОГО ВОЛЬФРАМОВОГО КАРКАСА | 2014 |
|
RU2569287C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПСЕВДОСПЛАВОВ ВОЛЬФРАМ-МЕДЬ | 2015 |
|
RU2607478C1 |
Изобретение относится к области порошковой металлургии, в частности к способам изготовления пористых изделий из композиционного псевдосплава на основе вольфрама. Может использоваться для изготовления коррозионностойких материалов, способных эффективно рассеивать механическую энергию при динамических нагрузках и при соударении с преградой увеличивать плотность. В шихту, содержащую 94-98 мас.% вольфрама, остальное никель и железо в соотношении 7:3, вводят порообразователь NaBr дисперсностью менее 0,071 мм. Вольфрамовый порошок имеет средний размер частиц по Фишеру 3,9 мкм. Шихту прессуют при давлении не более 150 МПа и спекают при температуре 1300-1320°С в течение 0,5-1,0 часа в среде водорода. Полученный высокопористый коррозионностойкий псевдосплава на основе вольфрама имеет пористость 50-60%, высокую прочность на сжатие, равномерную мелкодисперсную структуру при отсутствуии трещинообразования в спеченных крупногабаритных заготовках. 2 ил.
Способ изготовления спеченных пористых изделий из псевдосплава на основе вольфрама, включающий введение в шихту порообразователя, прессование и спекание, отличающийся тем, что шихта содержит вольфрама 94-98% по массе, остальное никель и железо в соотношении 7:3, причем используют вольфрамовый порошок со средним размером частиц по Фишеру 3,9 мкм, и порообразователь NaBr дисперсностью менее 0,071 мм, при этом прессование шихты осуществляют давлением не более 150 МПа, а спекание проводят при температуре 1300-1320°С в течение 0,5-1,0 ч в среде водорода.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТЫХ ИЗДЕЛИЙ ИЗ ТУГОПЛАВКИХ МАТЕРИАЛОВ | 1972 |
|
SU424658A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ НА ОСНОВЕ ПСЕВДОСПЛАВА ВОЛЬФРАМ-МЕДЬ | 2003 |
|
RU2243855C1 |
| RU 2003436 C1, 30.11.1993 | |||
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ ПСЕВДОСПЛАВА ВОЛЬФРАМ-МЕДЬ | 1993 |
|
RU2043861C1 |
| FR 2847837 A1, 04.06.2004 | |||
| УПАКОВКА | 2009 |
|
RU2530800C2 |
| Автоматический делительный стол | 1985 |
|
SU1289658A1 |

