Изобретение относится к обработке металлов давлением, а именно к конструкции штампов для горячей объемной штамповки, и может быть использова- но в кузнечно-штамповочном производстве.
Целью изобретения является повьгае ние стойкости и производительности штампа, а также снижение расхода ме- талла, идущего в облой.
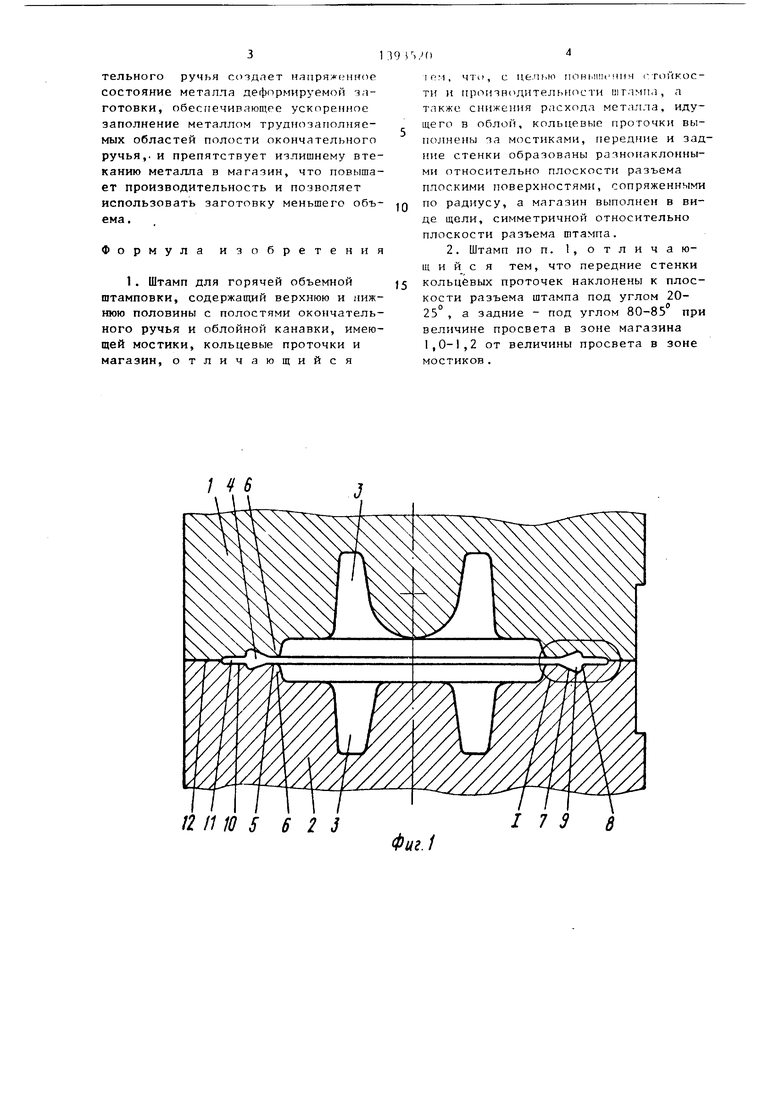
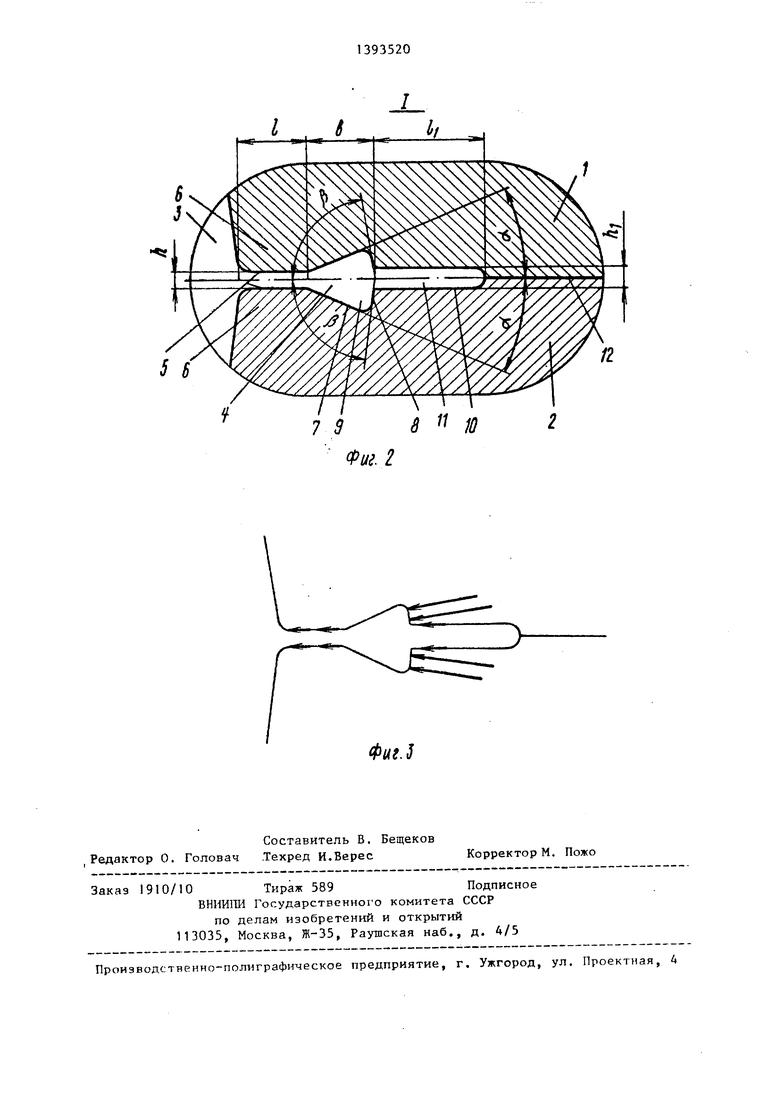
На фиг. 1 изображен штамп, общий вид; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - схема сил торможения течения металла в полости облойной канавки.
Штамп для горячей объемной штамповки (фиг. 1 содержит верхнюю 1 и нижнюю 2 половины, на которых вы- полнены полости 3 и 4 соответственно окончательного ручья и обпотюй канавки. Полость 4 облойной канавки (фиг. 2) ограничена рабочими поверхностями 5 мостиков 6, стенками 7 и 8 кольцевых проточек 9 и поверхности- ми 10 магазина |. Кольцевые проточки 9 выполнены за мостиками 6 и образованы разнонаклонными к плоскости 12 разъема пологой передней 7 и крутой задней 8 стенками. Магазин 11 выполнен в виде щели, симметричной относительно плоскости 12 разъема.
Длина 1 рабочих поверхностей 5 мостиков 6 и просвет между мостика- ми 6 задаются по нормам для открытых штампов Горячей объемной штамповки. Ширина b проточек 9 берется в пределе 1,0-1,2 длины 1. Угол ск, наклона передних стенок 7 проточек 9 относительно плоскости 12 разъема берется в пределе 20-25. Угол р наклона задних стенок 8 берется в пределе 80- 85°. Дпина 1, .поверхностей 10 магазина 11 берется в пределе 1,3-1,5 , длины 1. Просвет h берется в преде- ле 1,0-1,2 просвета h. Большие значения hj и 1, и меньшие значения Ь,Л, р следует брать при необходимости получения большой стойкости штампа. Боль
г
5
0 5 0
5
0
зуя (блой (отход). При этом, вытекая из полости 3 окончательного ручья, металл гтротекает между мостиками 6, контактируя с их рабочими поверхностями 5, и несколько затормаживается за счет сил трения. Протекая за мостики 6, металл заполняет кольцевые проточки 9, встречает на своем пути задние крутые (тормозные) стенки В и, упираясь в них, почти полностью затормаживается. Незначительная часть металла втекает в магазин 11 и, контактируя с его поверхностями 10, окончательно затормаживается за счет сил трения. Стрелками (фиг. З) показаны силы торможения течения металла в полость А облойной канавки.
Кольцевые проточки, вьтолненные за мостиками, сохраняют мостики цельными. Передние стенки кольцевых про-- точек, выполненные пологими, увеличивают объем мостиков и длины их ос- новани. Мостики увеличенного объема при штамповке слабее, а удлиненные основания мостиков улучшают условия теплопередачи от мостиков к основным массам половин штампа. Цельные мостики с удлиненными основаниями при улучшенном-тепловом режиме обладают повьпиенной сопротивляемостью формоизменению при давлении на них истекающего из полости окончательного ручья горячего металла. Задние крутые стенки кольцевых проточек, воспринимающие давление, выполнены из затормаживаемого горячего металла, текущего в магазин, так как магазин выполнен в виде щели, симметричной относительно плоскости разъема, не имеют за собой выработок (ослаблений) и поэтому также обладают повьш1енной сопротивляемостью формоизменению. Эти факторы повьшгают износостойкость штампа.
Задние крутые стенки кольцевых проточек, образующее с плоскостью разъема углы, близкие к прямым, создают (при штамповке) на пути течения металла почти перпендикулярные на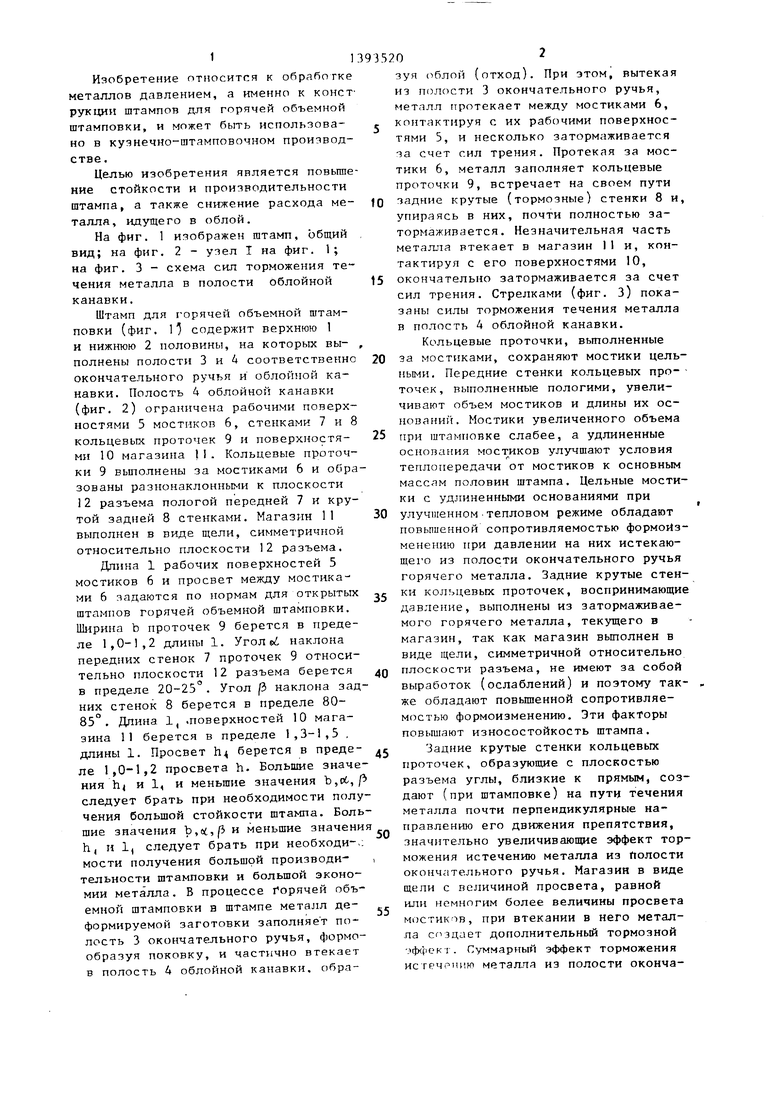
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2582843C2 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2753482C1 |
| Штамп для объемной штамповки | 1980 |
|
SU889259A1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2019 |
|
RU2732514C1 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2521929C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2747437C1 |
| Штамп для открытой объемной штамповки поковок | 1991 |
|
SU1821286A1 |
| Штамп для объемной штамповки поковок с переменным сечением | 1991 |
|
SU1766567A1 |
| ШТАМП ДЛЯ МНОГОШТУЧНОЙ ШТАМПОВКИ | 1991 |
|
RU2011467C1 |
Изобретение относится к ббработ- ке металлов давлением, в частности к штампам для горячей объемной штамповки. Цель - повьппение стойкости и производительности штампа, а также сокращение расхода металла, идущего в облой. Кольцевые проточки гравюры штампа вьтолнены за мостиками. Их стенки образованы разнонаклонными относительно плоскости разъема штампа поверхностями, сопряженными по радиусу. Магазин выполнен в виде щели, симметричной относительно плоскости разъема. Передние стенки кольцевых проточек наклонены к плоскости разъема штампа под углом 20-25 , а задние- под углом 80-85° при величине просвета в зоне магазина. Конструкция штампа позволяет уменьшить вытег, кание металла заготовки в облой за счет регламентированного торможения его истечению. I з.п. ф-лы, 3 ил.
шие значения b,is(,fi и меньшие значения правлению его движения препятствия, h, и 1, следует брать при необходи-. мости получения большой производи- , тельности штамповки и большой эконозначительно увеличивающие эффект то можения истечению металла из Полост окончательного ручья. Магазин в вид щели с величиной просвета, равной или немногим более величины просвет мостиков, при втекании в него метал ла спадает дополнительный тормозной (1екг. Суммарный эффект торможения исгечриню металла из полости оконча
мии металла. В процессе Горячей объемной штамповки в штампе металл деформируемой заготовки заполняет полость 3 окончательного ручья, формо- образуя поковку, и частично втекает в полость 4 облойной канавки, обраправлению его движения препятствия, 5
значительно увеличивающие эффект торможения истечению металла из Полости окончательного ручья. Магазин в виде щели с величиной просвета, равной или немногим более величины просвета мостиков, при втекании в него металла спадает дополнительный тормозной (1екг. Суммарный эффект торможения исгечриню металла из полости окончательного ручья создает напряженное состояние металла деформируемой ча- готовки, обеспечивающее ускоренное заполнение металлом труднозагюлняе- мых областей полости окончательного ручья,, и препятствует излишнему втеканию металла в магазин, что повышает производительность и позволяет использовать заготовку меньшего объема ,
Формула изобретения
12 /1 Ю
0
1ПМ, что, с це.пью повышении стоикос- ти И Г1роизн(1дительн(стн шт.чмп.з, л тлкже снижения расхода металла, идущего в облой, кольцевые проточки выполнены за мостиками, передние и задние стенки образованы разнонаклонны- ми относительно плоскости разъема плоскими поверхностями, сопряженными по радиусу, а магазин выполнен в виде щели, симметричной относительно плоскости разъема штампа.
1,0-1,2 от величины просвета в зоне мостиков.
Фиг.1
73S Ю2
Pui. 2
12
Фиг.
| Штамп для открытой объемной штамповки | 1982 |
|
SU1018773A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
