Изобретение относится к обработке металлов давлением и может быть использовано в штампах для объемной штамповки поковок с вытянутой осью и переменным сечением.
Известен штамп для объемной штамповки поковок с вытянутой осью, содержащий верхнюю и нижнюю половины с гравюрами образующими ручей с облойным мостиком и тормозной канавкой по контуру
1.
Известен штамп для объемной штамповки поковок образованный верхней и нижней половинами штампа и имеющий на отдельных участках- контура фигуры ручья заусенечную канавку с основным и дополнительным мостиками 2.
Однако облойный мостик с тормозной канавкой по контуру 1 не обеспечивает надежного торможения и направленного течения металла вдоль оси, а заусенечная канавка с дополнительным мостиком 2 трудоемка в изготовлении.
Цель изобретения - экономия металла за счет направленного истечения металла и улучшение качества штампуемых поковок.
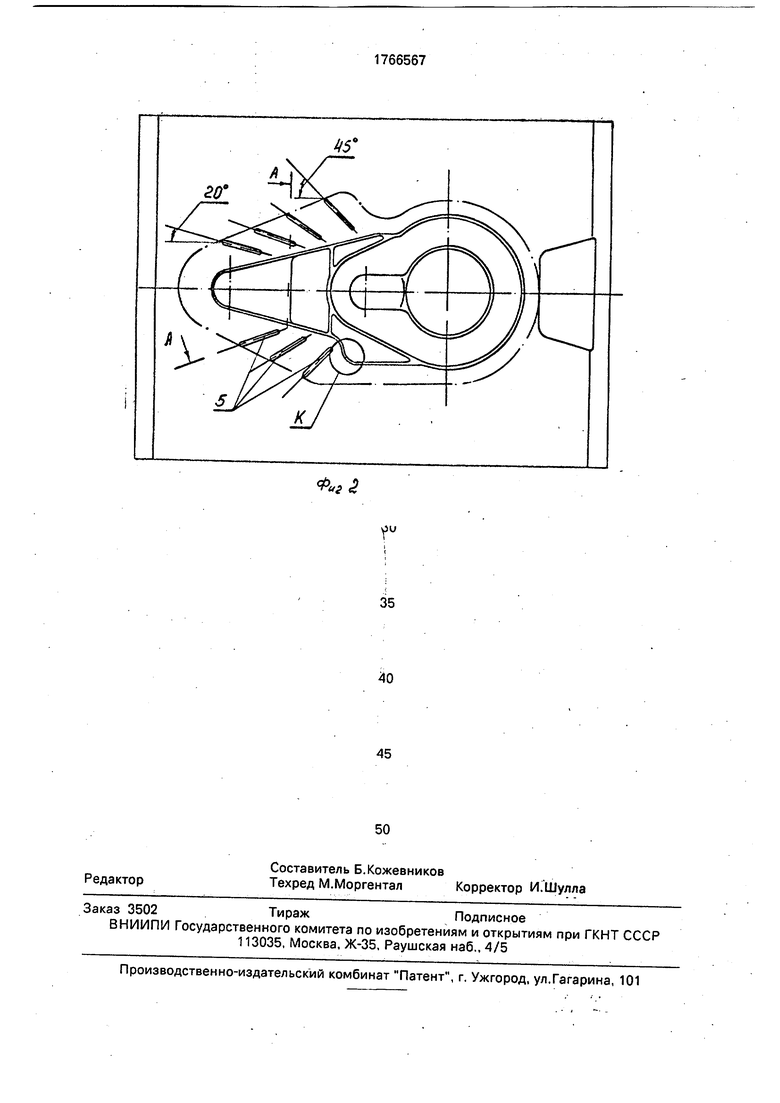
Поставленная цель достигается за счет того, что при штамповке поковок с вытянутой осью на участках штампа, требующем осевого перемещения металла, выполняют облойный мостик с тормозными канавками числом не менее трех, расположенных под переменным углом от 45 до 20° коси штампа с уменьшением его в направлении меньшего сечения контура поковки и выходом в магазин.
На фиг. 1 показано сечение А-А штампа на фиг, 2; на фиг. 2 - нижняя половина штампа в плане.
Штамп для объемной штамповки поковок с вытянутой осью состоит из нижней 1 и верхней 2 половины и содержит окончательный ручей 3 с облойным мостиком 4 снаб- женным тормозными канавками 5 и магазином 6.
Опытным путем установлен оптимальный угол наклона тормозных канавок на об- лойном мостике к оси штампа, при котором получается годная, без зажимов в переходной зоне, поковка с минимальным расходом металла в облой.
(Л
С
XI
а а ел о
VI
Выполнение на облойном мостике тормозных канавок под углом более 45° приводит к повышенному расходу металла в облой и незаполнению формы поковки.
Выполнение тормозных канавок под уг- лом менее 20° приводит к образованию штамповочных трещин (зажимов) на поковке в переходной зоне К.
Лучшие результаты по снижению расхода металла и обеспечению качества штампу- емых поковок получены при веерном расположении тормозных канавок (числом не менее трех) на облойном мостике с углом наклона к оси штама от 45 до 20° в сторону требуемого истечения металла.
Штамп для объемной штамповки поковок с вытянутой осью работает следующим образом.
Исходная заготовка, обрезанная на пресс-ножницах, например из стали 45Х, с учетом заполнения ручья по максимальному сечению, нагревается до ковочной температуры (1200°С - 1250°С) и передается к горя- чештамповочному прессу. На площадке для расплющивания, на фиг. не показанной, за- готовку плющат до максимальной высоты поковки за один ход пресса и укладывают в окончательный ручей фиг. 2. При окончательной штамповке, за счет тормозных ка
навок, числом не менее трех расположенных под переменным углом от 45 до 20° к оси штампа, происходит интенсивное истечение металла в осевом направлении с заполнением контура поковки.
Результаты опробования штампа показывают, что его применение для изготовления поковок с вытянутой осью и переменным сечением, по сравнению с прототипом на 10% сокращает расход металла за счет уменьшения длины заготовки и исключает брак поковок по незаполнению и зажимам.
Формула изобретения Штамп для объемной штамповки поковок с переменным сечением, содержащий верхнюю и нижнюю половины с гравюрами, образующими окончательный ручей, имеющий облойный мостик с расположенными на нем канавками для торможения металла, и магазин, отличающийся тем, что, с целью экономии металла и улучшения качества поковок за счет направленного истечения металла, канавки для торможения металла выполнены числом не менее трех, расположены под переменным углом 45- 20° к оси штампа с уменьшением его в направлении меньшего сечения контура поковки и сопряжены с магазином.

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для объемной штамповки поковок | 1986 |
|
SU1368101A1 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2521929C1 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2582843C2 |
| Штамп для объемной штамповки | 1980 |
|
SU889259A1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2753482C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2019 |
|
RU2732514C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| ШТАМП ДЛЯ МНОГОШТУЧНОЙ ШТАМПОВКИ | 1991 |
|
RU2011467C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2747437C1 |
| Штамп для горячей объемной штамповки | 1985 |
|
SU1393520A1 |
Использование: в обработке металлов давлением. Сущность изобретения: штамп для объемной штамповки поковок с вытянутой осью состоит из верхней и нижней половин и содержит окончательный ручей с облойным мостиком и магазином. На облой- ном мостике выполнены тормозные канавки, расположенные под переменным углом от 45 до 20° к оси штампа. 2 ил.
иг/
+«г2
| Охрименко Я | |||
| М | |||
| Технология кузне но- штамповочного производства | |||
| М.: Машиностроение, 1966г., с | |||
| Система механической тяги | 1919 |
|
SU158A1 |
