S
СП
с
в 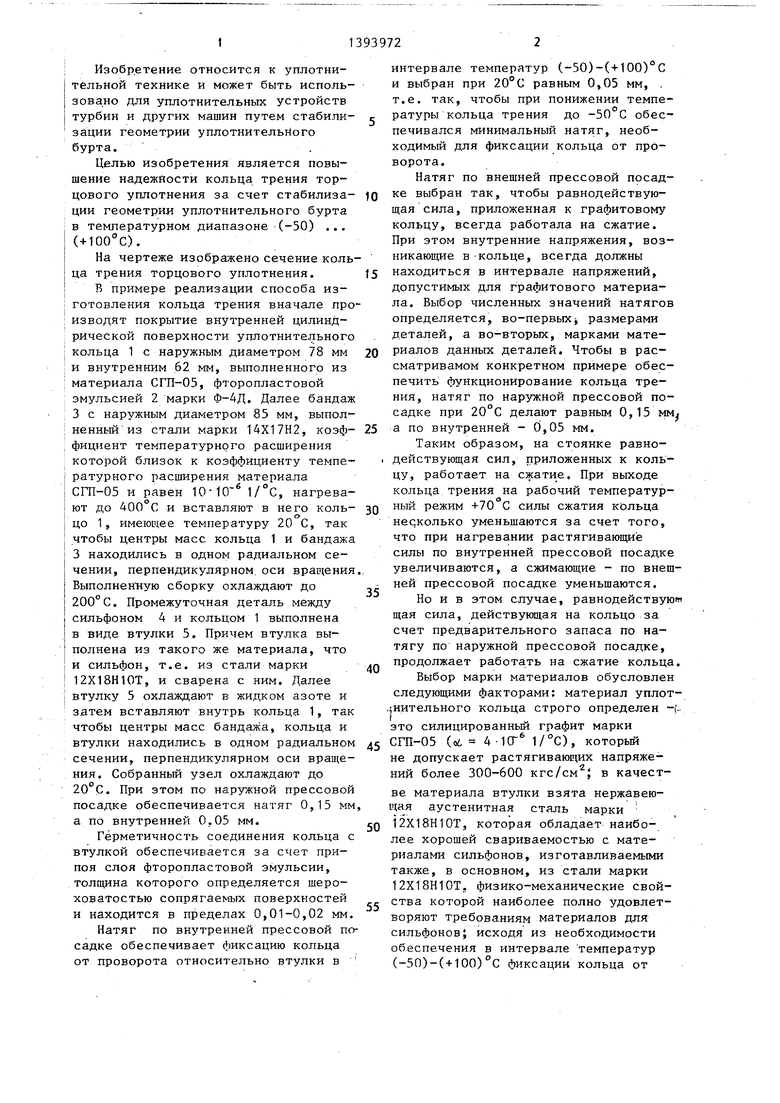
| название | год | авторы | номер документа |
|---|---|---|---|
| Торцовое уплотнение | 1986 |
|
SU1379550A1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2001 |
|
RU2201822C2 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1997 |
|
RU2130348C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1999 |
|
RU2211101C2 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2226134C2 |
| Торцовое уплотнение | 1986 |
|
SU1390462A1 |
| Торцовое уплотнение | 1985 |
|
SU1314165A1 |
| ТОРЦОВОЕ УПЛОТНЕНИЕ МОДУЛЬНОГО ИСПОЛНЕНИЯ | 1994 |
|
RU2072460C1 |
| ЛЮК ТРАНСПОРТНОГО КРИОГЕННОГО БАКА | 1981 |
|
RU1031274C |
| СОСТАВНОЙ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ ВАЛОК | 2012 |
|
RU2518836C1 |
Изобретение относится к уплот- нительной технике, может быть использовано для уплотнения турбин, насосов и других машин и позволяет повысить надежность колец трения за счет стабилизации уплотнительного бурта. Герметичную прессовую посадку кольца на втулку, приваренную к силь- фону, осуществляют по внутреннему диаметру кольца. Отсутствие растягивающих напряжений в кольце получа- ,ют прессовой посадкой по внешнему диаметру кольца бандажа. 1 ил. ,
DO
со
DO CD
Изобретение относится к уплотни- тельной технике и может быть использовано для уплотнительных устройств турбин и других машин путем стабили- зации геометрии уплотнительного бурта.
Целью изобретения является повышение надежности кольца трения торцового уплотнения за счет стабилиза- ции геометрии уплотнительного бурта в температурном диапазоне (-50) ... (+100°С).
На чертеже изображено сечение кольца трения торцового уплотнения.
В примере реализации способа изготовления кольца трения вначале производят покрытие внутренней цилиндрической поверхности уплотнительного кольца 1 с наружным диаметром 78 мм и внутренним 62 мм, выполненного из материала СГП-05, фторопластовой эмульсией 2 марки Ф-4Д. Далее бандаж 3 с наружным диаметром 85 мм, выполненный из стали марки 14Х17Н2, коэф- фициент температурного расширения которой близок к коэффициенту температурного расширения материала СГП-05 и равен 10 10 1/°С, нагревают до 400 С и вставляют в него коль- цо 1, имею1цее температуру 20 С, так чтобы центры масс кольца 1 и бандажа 3 находились в одном радиальном сечении, перпендикулярном, оси вращения Выполненную сборку охлаждают до 200°С. Промежуточная деталь между сильфоном 4 и кольцом 1 выполнена в виде втулки 5. втулка выполнена из такого же материала, что и сильфон, т.е. из стали марки 12Х18Н10Т, и сварена с ним. Далее втулку 5 охлаждают в жидком азоте и зятем вставляют внутрь кольца 1, так чтобы центры масс бандажа, кольца и втулки находились в одном радиальном сечении, перпендикулярном оси вращения. Собранный узел охлаждают до 20 С. При этом по наружной прессовой посадке обеспечивается натяг 0,15 мм а по внутренней 0.05 мм.
Герметичность соединения кольца с втулкой обеспечивается за счет припоя слоя фторопластовой эмульсии, толщина которого определяется шероховатостью сопрягаемых поверхностей и находится в пределах 0,01-0,02 мм.
Натяг по внутренней прессовой посадке обеспечивает фиксацию кольца от проворота относительно втулки в
g
о
5
0 5 О r Q 5
0
5
интервале температур (-50)-()°С и выбран при 20°С равным 0,05 мм, . т.е. так, чтобы при понижении температуры кольца трения до -50°С обеспечивался минимальный натяг, необходимый для фиксации кольца от проворота.
Натяг по внешней прессовой посадке выбран так, чтобы равнодействующая сила, приложенная к графитовому кольцу, всегда работала на сжатие. При этом внутренние напряжения, возникающие в -кольце, всегда должны находиться в интервале напряжений, допустимых для графитового материала. Выбор численных значений натягов определяется, во-первых размерами деталей, а во-вторых, марками материалов данных деталей. Чтобы в рас- сматривамом конкретном примере обеспечить функционирование кольца трения, натяг по наружной прессовой посадке при 20°С делают равным 0,15 мм а по внутренней - 0,05 мм.
Таким образом, на стоянке равнодействующая сил, приложенных к кольцу, работает на сжатие. При выходе кольца трения на рабочий температурный режим силы сжатия кольца нeqкoлькo уменьшаются за счет того, что при нагревании растягивающие силы по внутренней прессовой посадке увеличиваются, а сжимающие - по внешней прессовой посадке уменьшаются.
Но и в этом случае, равнодействующ щая сила, действующая на кольцо за счет предварительного запаса по натягу по наружной прессовой посадке, продолжает работа.ть на сжатие кольца.
Выбор марки материалов обусловлен следующими факторами: материал уплот- .нительного кольца строго определен -(- это силицированный графит марки СГП-05 (ui, 4-10- 1/°С), который не допускает растягивающих напряжений более 300-600 кгс/см ; в качестве материала втулки взята нержавеющая аустенитная сталь марки 12Х18Н10Т, которая обладает наиболее хорошей свариваемостью с материалами сильфонов, изготавливаемыми также, в основном, из стали марки 12Х18Н10Т. физико-механические свойства которой наиболее полно удовлетворяют требованиям материалов для сильфонов; исходя из необходимости обеспечения в интервале температур (-50)-(+100)с фиксации кольца от
проворота откосительно втулки и иск- лючения появления растягивающих нап- ряжений в кольце, в качестве материала бандажа выбрана нержавеющая сталь марки 14Х17Н2 (или титан), коэффициент температурного расширения которой близок к коэффициенту температурного расширения графита (по сравнению, например, со сталью марки 12Х18Н10Т, а также другими аустенит- ными сталями).
Таким образом, бандаж 3 компенсирует увеличение растягивающих напряжений в кольце при возрастании температуры. В связи с тем, что после сборки узла отсутствует неравномерность напряжений по прессовь1м посадкам и центры масс втулки, кольца и бандажа находятся в одном радиальном сечении, перпендикулярном оси вращения, а также отсутствуют конструктивные элементы, которые могут привести к неравномерному изменению напряжений по прессовым посадкам, геометрия уплотнительного бурта сохраняется. При этом бандаж можно назвать стабилизатором геометрии уплотнительного бурта.
Уплотнительные устройства, не входящие в состав насосов первого
контура АЗС, работают при номинальной температуре до +70°С. Эксплуатация . уплотнительных устройств, необходи- мость их хранения и транспортировки в зимних условиях требуют обеспече- ния их работоспособности при пониженных температурах до -50 С,
Формула изобретения
Способ изготовления кольца трения торцового уплотнения, заключающийся в герметичном соединении кольца из
углеграфитового материала с металлическим сильфоном при помощи прессового соединения кольца с промежуточной, деталью, выполненной из того же материала, что и снльфон и сваренной
C ним, отличающийся тем, что, с целью повьшения надежности кольца трения за счет стабилизации геометрии уплотнительного бурта в температурном интервале (-50) ...
(+100) с, герметичную прессовую посадку на промежуточную деталь осуществляют по внутреннему диаметру кольца, с предварительно напрессованным на его внешнем диаметре кольцом
стабилизатора геометрии, выполненным в виде бандажа.
| Способ крепления силицированногогРАфиТОВОгО КОльцА B МЕТАлличЕСКОйОбОйМЕ | 1977 |
|
SU811025A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
