1
Изобретение относится к уплотнительной технике.
Известны способы крепления графитового кольца в металлической обойме, при которых между графитовым кольцом и металлической обоймой установлено эластичное покрытие 1.
Недостатком этого способа является низкая работоспособность при повышенных температурах, высоких давлениях и в агрессивных средах.
Цель изобретения - повышение надежности крепления.
Это достигается тем, что покрытие выполняют намоткой на кольцо ленты из эластичного материала, например фторопласта, при этом толш,ину намотки выбирают равной 0,004-0,012 от наружного диаметра кольца и толш,ину ленты - 0,1-0,125 от толщины намотки, а нагрев обоймы перед запрессовкой производят до 180-200°С.
На фиг. 1-3 показана последовательрость операций подготовки и запрессовки кольца в обойму.
Графитовое кольцо обматывается по наружной поверхности лентой, например из фторопласта (фиг. 1). Последний слой ленты наматывается внахлест вокруг образуюш,ей кольца (фиг. 2) с целью закрепления ленты.
Толщина обмотки h выбирается равной 0,004-0,012 от наружного диаметра кольца. Толщина ленты - 0,1-0,125 от толщины обмотки.
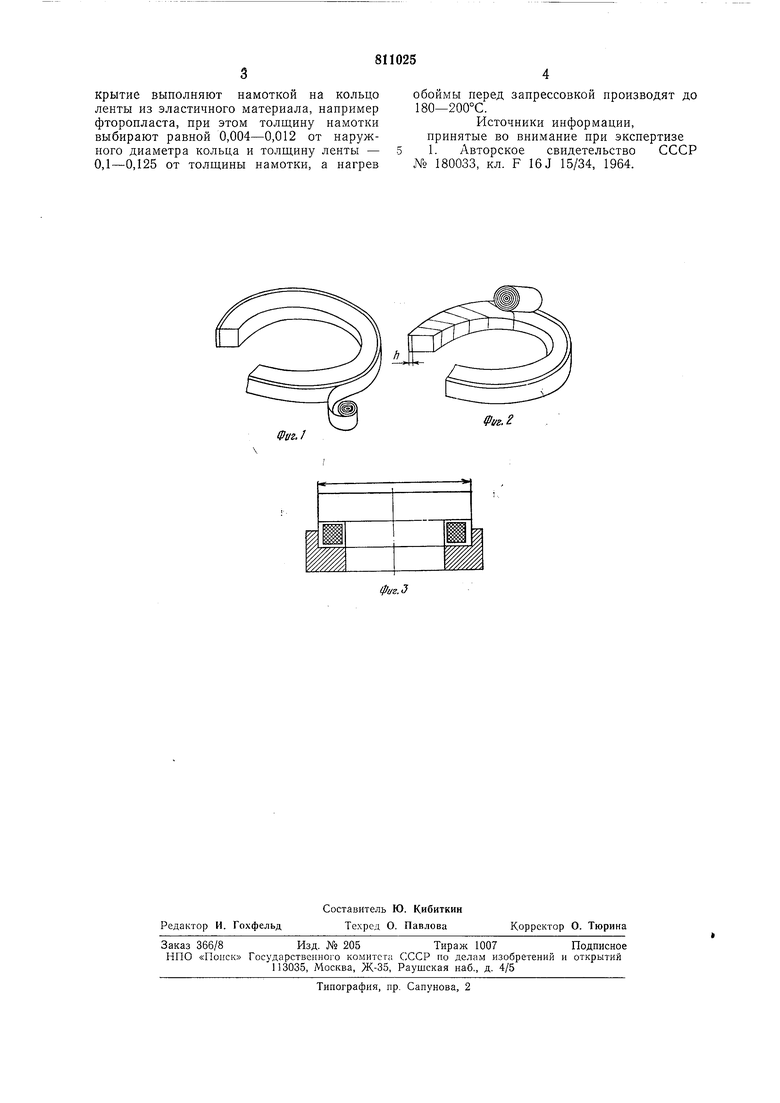
Металлическую обойму, в которую запрессовывают кольцо, изготавливают с диаметром посадочного гнезда, рассчитываемого из условия
- Д,
где) - диаметр обмотанного кольца
(фиг.З);
Д - увеличение диаметра D при нагреве обоймы до 200°-С.
Изготовленную обойму нагревают до 200°С, а затем вставляют в нее обмотанное графитовое кольцо и запрессовывают (фиг. 3). Соединение кольца с обоймой посредством запрессовки через эластичный материал увеличивает герметичность торцового уплотнения.
Формула изобретения
Способ крепления силицированного графитового кольца в металлической обойме путем нагрева обоймы, покрытия эластичным материалом и запрессовки кольца в обойму, отличающийся тем, что, сцелью повышения надежности крепления, покрытие выполняют намоткой на кольцо ленты из эластичного материала, например фторопласта, при этом толщину намотки выбирают равной 0,004-0,012 от наружного диаметра кольца и толщину ленты - 0,1-0,125 от толщины намотки, а нагрев
обоймы перед запрессовкой производят до
180-200°С.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР
№ 180033, кл. F 16 J 15/34, 1964.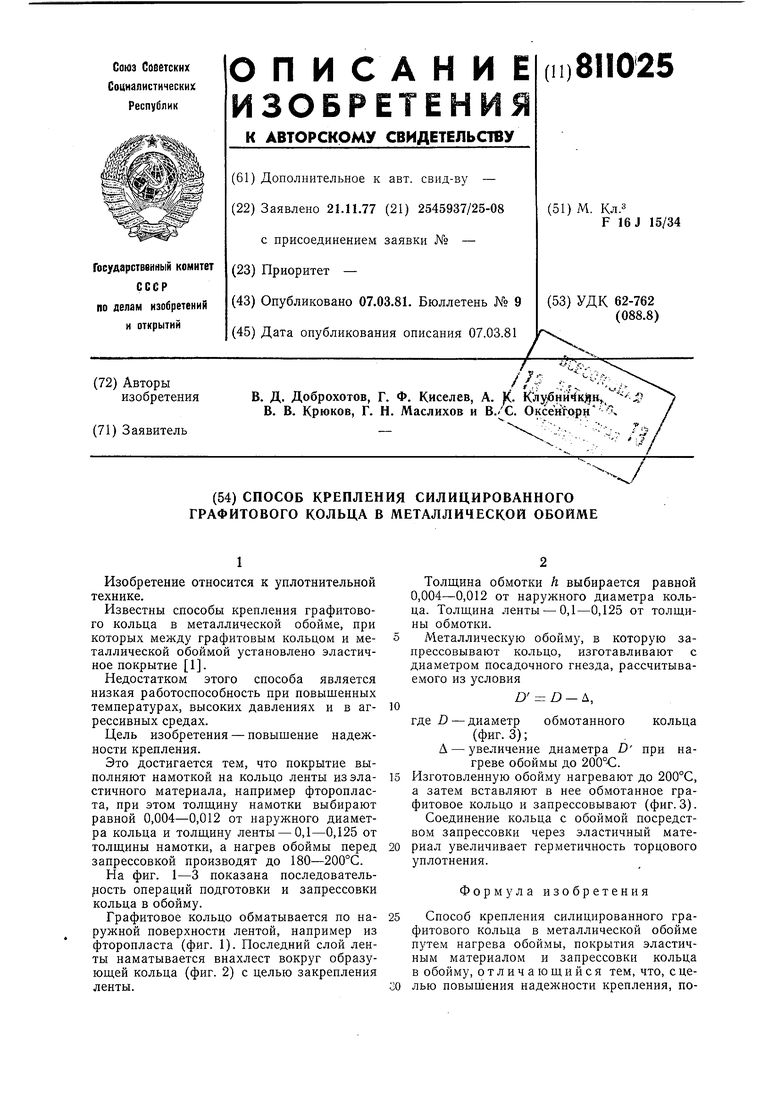
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦА ТРЕНИЯ ТОРЦЕВОГО УПЛОТНЕНИЯ | 2002 |
|
RU2249740C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦА ТРЕНИЯ ТОРЦЕВОГО УПЛОТНЕНИЯ | 2005 |
|
RU2291338C1 |
| Торцовое уплотнение | 1986 |
|
SU1379550A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПЛАСТИКОВОГО БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ ДЛЯ КОСМИЧЕСКОГО АППАРАТА | 2016 |
|
RU2631957C1 |
| ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2004 |
|
RU2263246C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОЙ УПЛОТНИТЕЛЬНОЙ ПРОКЛАДКИ, ПРОКЛАДКА, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 2008 |
|
RU2389926C1 |
| СПИРАЛЬНО-НАВИТАЯ ПРОКЛАДКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2023 |
|
RU2805402C1 |
| Способ изготовления полых тонкостенных керамических изделий | 1979 |
|
SU887175A1 |
| Способ восстановления гильз | 1982 |
|
SU1092030A1 |
| Способ изготовления полых изделий из порошкообразных политетрафторэтилена | 1961 |
|
SU145341A1 |
Фаг./
Фиг. г
