Предлагаемое изобретение относится к прокатному производству и может быть использовано при изготовлении прокатных валков.
Известен предварительно напряженный составной прокатный валок, содержащий ось валка с буртом и резьбовым участком, бандаж и фиксирующую гайку. При этом ось выполнена за одно целое с приводной и неприводной шейками валка. Известный валок предполагает свободную посадку бандажа на ось со значительным зазором, вследствие чего передача усилия и момента прокатки от оси валка к бандажу осуществляется за счет сил трения покоя в торцевых стыках дета чей, обеспечиваемых необходимым усилием предварительного растяжения стальной оси и фиксированием этого растяжения с помощью фиксирующей гайки [1].
Недостатком данного предварительно напряженного составного валка является возможность смещения бандажа относительно оси валка при кратковременных перегрузках валка по давлению металла на валки или моменту прокатки. Кроме того, уменьшается полезная длина бочки вследствие размещения крепежных элементов между опорами, т.е. на бочке валка. При этом так как ось валка и фиксирующая гайка используются многократно, наружный диаметр бурта оси и фиксирующей гайки равен минимальному диаметру бочки валка при переточках. По этой причине торцевые поверхности бандажа контактируют с торцевыми поверхностями бурта оси и гайки только на участке, ограниченном минимальным диаметром бочки валка, что снижает прочность крайних калибров, нарезаемых на бандаже.
Известен предварительно напряженный составной валок, в котором бандаж центрируется относительно оси валка кольцевыми расточками, контактирующими с кольцевыми поясками вала и втулки [2].
В известном валке кольцевые расточки и пояски служат для центровки бандажа и устранения поперечного смещения бандажа от радиальных сил.
Недостатком данного предварительно напряженного валка является то, что кольцевые расточки бандажа и кольцевые пояски валка и втулки могут быть использованы только для центровки бандажа предварительно напряженных составных валков, которые собирают путем посадки бандажа на ocь валка с последующим растяжением оси валка посредствам гидравлической гайки и фиксированием этого растяжения оси с помощью фиксирующей гайки, и не могут быть использованы для центровки бандажа предварительно напряженных составных валков, собираемых путем удлинения стальной оси ее нагревом с последующей посадкой бандажа и фиксированием термического удлинения оси фиксирующей гайкой, так как при выборе диаметров расточки и пояска необходимо учитывать температурное линейное расширение пояска оси валка при нагреве оси в момент сборки валка и предусмотреть гарантированный зазор по диаметру расточки и пояска.
Известен составной прокатный валок, содержащий бандаж и несущую ось с неприводной и приводной шейками и буртом, контактирующим с торцом бандажа, насаженные на резьбовой хвостовик оси стяжные элементы, состоящие из резьбового кольца и гайки, а ось снабжена эксцентричным относительно оси вращения валка кольцевым выступом, расположенным со стороны бурта, при этом по внутреннему диаметру бандажа выполнена ответная кольцевая канавка, а ширина выступов резьбы резьбового кольца меньше ширины профиля резьбовых канавок на хвостовике оси на величину s=(0,001 - 0,002)·D, где D - наружный диаметр бандажа, что позволяет обеспечить деформацию оси на ту же величину без дополнительного нагружения резьбы резьбового кольца при предварительном растяжении стальной оси и сжатии бандажа при сборке валка [3 - ближайший аналог].
В известном валке эксцентричные относительно оси вращения валка кольцевые выступы и кольцевые канавки служат для передачи крутящего момента и частично для центровки бандажа и обеспечения отсутствия поперечного смещения бандажа.
Недостатком данного предварительно напряженного валка является то, что кольцевые канавки бандажа и кольцевые выступы оси могут быть использованы только для предварительно напряженных составных валков, которые выбирают путем посадки бандажа на ось валка с последующим растяжением оси валка посредством гидравлической гайки и фиксированием этого растяжения оси с помощью фиксирующей гайки, и не могут быть использованы для центровки бандажа предварительно напряженных составных валков, собираемых путем удлинения стальной оси ее нагревом с последующей посадкой бандажа и фиксированием термического удлинения оси фиксирующей гайкой, так как при выборе диаметров кольцевых выступов и канавок необходимо учитывать температурное линейное расширение кольцевых выступов оси валка при ее нагреве в момент сборки валка и предусмотреть гарантированный зазор по диаметру кольцевых выступов оси валка и кольцевых канавок бандажа.
Кроме того, недостатком данной конструкции предварительно напряженного валка является уменьшение полезной длины бочки вследствие размещения крепежных элементов (бурта оси, резьбового кольца, фиксирующей гайки) между опорами, т.е. на бочке валка. Уменьшение полезной длины бочки валка приводит к ограничению ширины фиксирующей гайки и, как следствие, не позволяет использовать данную конструкцию на высоконагруженных валках обжимных клетей сортовых многониточных станов или необходимо уменьшать число нарезаемых на бандаже калибров.
Кроме того, так как ось валка и фиксирующая гайка используется многократного, наружный диаметр бурта оси и фиксирующей гайки равен минимальному диаметру бочки валка переточках. По этой причине торцевые поверхности бандажа контактируют с торцевыми поверхностями бурта оси и гайки только на участке ограниченным минимальным диаметром бочки валка.
Конструктивно, чтобы монтажная схема расположения калибров на бочке составного и цельного валка не изменялась, ширина бурта оси и гайки должна быть меньше ширины крайних участков без нарезки калибров на бочке цельнолитого валка. При этом крайние калибры, нарезаемые на бандаже, будут иметь тонкие боковые стенки, которые при прокатке в этих калибрах могут сколоться.
Для обеспечения прочности стенок крайних калибров приходится уменьшать ширину гайки и бурта оси или уменьшать число нарезаемых калибров.
Т.е. при выборе ширины бурта оси или фиксирующей гайки для обеспечения прочности резьбы необходимо увеличить ширину фиксирующей гайки, а для обеспечения прочности стенок крайних калибров ширину бурта оси и фиксирующей гайки необходимо уменьшить или изменить число нарезаемых калибров.
Известны конструкции резьбовых соединений с измененной формой гайки и болта типа стяжки или с гайкой растяжения с более равномерным распределением нагрузки по виткам резьбы, что повышает надежность резьбового соединения [4].
Задачей, на решение которой направлено изобретение, является повышение надежности валка в работе при передаче усилия прокатки с бандажа на ось валка, увеличение полезной длины использования бандажа и повышение прочности бандажа при прокатке в крайних калибрах.
Это достигается тем, что в предварительно напряженном составном прокатном валке, содержащем ось с неприводной и приводной шейками, буртом и резьбовым участком, бандаж, насаженный на ось с гарантированным зазором и контактирующий с буртом оси, насаженную на резьбовой участок оси фиксирующую гайку, опертую в другой торец бандажа, на внутреннем резьбовом участке фиксирующей гайки дополнительно выполнен кольцевой конический выступ, входящий с зазором в кольцевую коническую проточку, выполненную на внутренней поверхности бандажа со стороны фиксирующей гайки, при этом ширина фиксирующей гайки на резьбовом участке с кольцевым коническим выступом определяется прочностью резьбы, а на участке торцевого контакта с бандажом определяется прочностью фиксирующей гайки. Кроме того, на наружных поверхностях фиксирующей гайки и бурта оси, со сторон, контактирующих с бандажом, дополнительно выполнены кольцевые проточки, в которые перед сборкой валка устанавливаются с натягом или навинчиваются силовые дистанционные кольца, при этом наружный диаметр кольцевых проточек фиксирующей гайки и бурта оси меньше минимального наружного диаметра бандажа при переточках, наружный диаметр силовых дистанционных колец равен начальному диаметру бандажа при сборке валка, а ширина силовых дистанционных колец выбирается, исходя из возможности обеспечения их плоскостности с торцевыми поверхностями бурта оси и фиксирующей гайки. Кроме того, на торцевых поверхностях бурта оси и фиксирующей гайки, контактирующих с бандажом, дополнительно выполнены кольцевые выступы, а на сопряженных торцевых поверхностях бандажа выполнены ответные кольцевые проточки, причем внутренний диаметр кольцевых выступов меньше или равен внутреннему диаметру сопряженных кольцевых проточек. При этом сопряженные внутренние поверхности кольцевых выступов и проточек выполнены с одинаковым углом, большим угла трения. Кроме того, на торцевой поверхности бурта оси, контактирующей с бандажом, и на сопряженной с буртом оси торцевой поверхности бандажа выполнены пазы, в которых расположены шпонки.
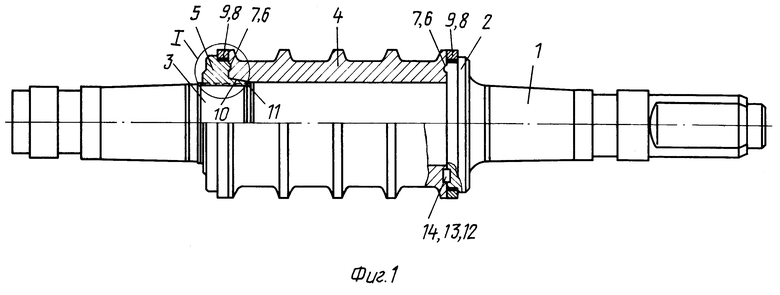
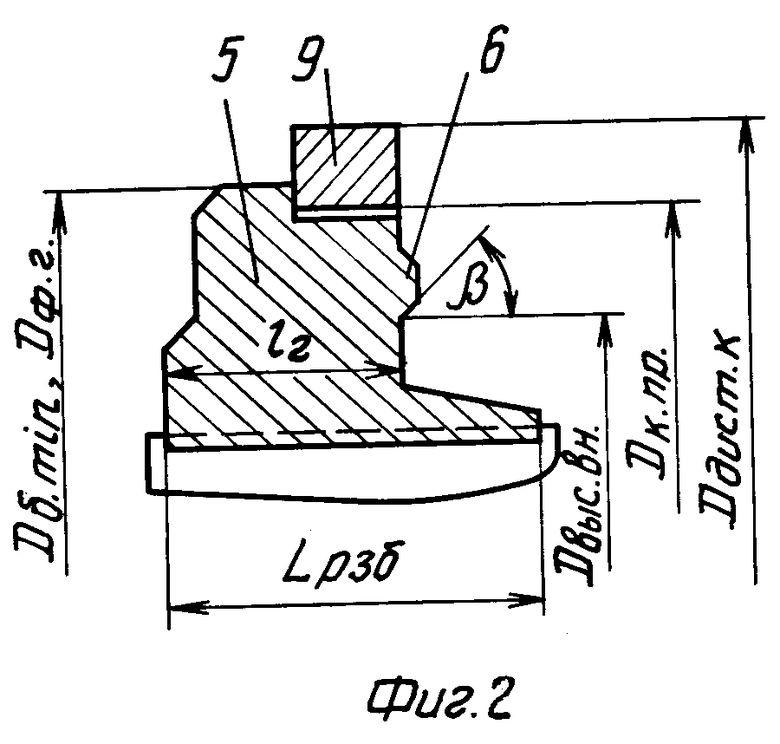
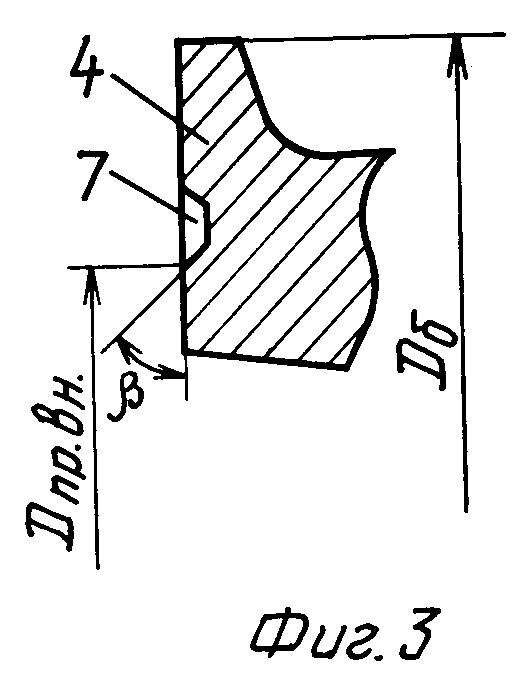
На фиг.1 показан описываемый валок, продольный разрез, на фиг.2 - узел I на фиг.1, на фиг.3 - кольцевые проточки бандажа. Прокатный валок содержит ось валкa 1 буртом 2 и резьбовым участком 3, бандаж 4, размещенный на оси валка с гарантированным зазором и сжатый между буртом 2 оси валка и фиксирующей гайкой 5. На контактирующих с бандажом 4 торцевых поверхностях бурта 2 оси валка и фиксирующей гайки 5 выполнены кольцевые выступы 6, а на торцевых поверхностях бандажа 4 выполнены ответные кольцевые проточки 7. На наружной поверхности фиксирующей гайки 5 и бурта оси 2, со сторон, контактирующих с бандажом 4, выполнены кольцевые проточки 8, в которые установлены с натягом или навинчены силовые дистанционные кольца 9. Фиксирующая гайка 5 имеет кольцевой конический выступ 10, входящий с зазором в кольцевую коническую проточку 11, выполненную на внутренней поверхности бандажа со стороны фиксирующей гайки. На контактирующей с бандажом торцевой поверхности бурта 2 оси валка выполнены радиальные пазы 12, в которых расположены торцевые шпонки 13, а на торцевой поверхности бандажа 4, контактирующей с буртом 2 оси, выполнены пазы 14, в которые входят торцевые шпонки 13.
Работа валка и его сборка осуществляется следующим образом:
Сборку валка осуществляют растяжением оси валка на участке посадки бандажа с помощью гидрогайки или путем удлинения стальной оси ее нагревом с последующей посадкой бандажа и фиксированием термического удлинения оси фиксирующей гайкой. Требуемое осевое усилие предварительного напряжения валка после сборки определяется по следующей зависимости:
где Р – максимальное давление металла на валки при прокатке;
fТР – коэффициент трения в стыках бандажа – бурт оси и бандажа – фиксирующая гайка;
КЗ – коэффициент запаса по давлению прокатки;
КП – коэффициент, учитывающий снижение NПР при эксплуатации валка.
В кольцевые проточки бурта оси валка и фиксирующей гайки перед сборкой валка устанавливаются с натягом или навинчиваются силовые дистанционные кольца, при этом наружный диаметр кольцевых проточек фиксирующей гайки и бурта оси (Dк.пр.) меньше минимального наружного диаметра бандажа при переточках (Dб.min), наружный диаметр силовых дистанционных колец (Dдист.к.) равен начальному диаметру бандажа при сборке валка (Dб.), а ширина силовых дистанционных колец выбирается исходя из возможности обеспечения их плоскостности с торцевыми поверхностями бурта оси и фиксирующей гайки.
После сборки валка силовые дистанционные кольца, контактирующие с натягом с крайними торцевыми участками бандажа, повышают прочность бандажа при прокатке в крайних калибрах. При переточках валка наружный диаметр бандажа и силовых дистанционных колец уменьшается и при достижении минимального диаметра бочки валок разбирают. При повторной сборке валка силовые дистанционные кольца и бандаж заменяются на новые.
Осевое усилие предварительного напряжения валка ограничено прочностью элементов валка. Наиболее слабым в элементе валка является резьбовое соединение оси и фиксирующей гайки. Напряжение смятия резьбы, определяемое по известным методикам, не должно превышать допустимого напряжения смятия резьбы, принимаемого для предварительно напряженных валков равным 0,3 [σт]. Поэтому допустимое осевое усилие предварительного напряжения валка в случае недостаточной ширины (Lрзб.) резьбового участка фиксирующей гайки может быть меньше требуемого осевого усилия и при работе валка возможно смещение бандажа относительно оси валка, что недопустимо. Наличие кольцевого конического выступа, выполненного на резьбовом участке фиксирующей гайки и входящего после сборки валка с зазором в кольцевую коническую проточку, выполненную на внутренней поверхности бандажа со стороны фиксирующей гайки, позволяет увеличить длину резьбового участка фиксирующей гайки (Lрзб.) по сравнению с шириной фиксирующей гайки (Lг.), более равномерно распределить нагрузки по виткам резьбы, что повышает надежность резьбового соединения и позволяет повысить допустимое осевое усилие предварительного напряжения валка до требуемого осевого усилия.
При сборке предварительно напряженных составных валков, проводимой путем удлинения стальной оси ее нагревом до температуры То, определяемой в зависимости от требуемого усилия предварительного напряжения, суммарной податливости деталей, суммарной контактной жесткости сопряженных деталей, длины бандажа, температурного коэффициента линейного расширения оси валка и температуры бандажа при сборке, ось валка греется вместе с навинченной на резьбовой участок фиксирующей гайкой. При этом фиксирующая гайка и бурт оси валка также нагреваются до температуры ≥ То, внутренний диаметр кольцевых выступов (D выст.вн.) бурта и фиксирующей гайки увеличивается за счет термического расширения, становится больше внутреннего диаметра кольцевые проточек бандажа (Dпp.вн.) и при посадке бандажа кольцевые выступы свободно входят в кольцевые проточки. После нагрева фиксирующая гайка снимается с оси валка, на ось насаживается бандаж и сразу закручивается фиксирующая гайка. При охлаждении бурта оси валка и фиксирующей гайки внутренний диаметр кольцевых выступов стремится уменьшиться и на сопряженных внутренних поверхностях контакта кольцевых выступов бурта оси и фиксирующей гайки с кольцевыми проточками бандажа возникают контактные давления, сжимающие бандаж и растягивающие кольцевые выступы. Кроме того, кольцевые выступы выполняют функции шпонок, работающих на срез, и препятствуют смещению бандажа в радиальном направлении при кратковременных перегрузках при прокатке. С целью упрощения разборки валка, которая может проводиться, например, после прорезки бандажа на токарном станке, внутреннее сопряженные поверхности кольцевых выступов и проточек выполнены с одинаковым углом β, большим угла трения. При этом отвинчивание фиксирующей гайки и снятие бандажа с бурта оси валка будет проходить без заклинивания кольцевых выступов в кольцевых проточках бандажа.
Для повышения надежности работы валка при передаче крутящего момента и устранения возможности проворачивания бандажа относительно оси валка при кратковременных перегрузках по моменту прокатки возможна установка торцевых шпонок.
Пример конкретного выполнения.
Рассмотрим пример определения основных размеров элементов валка и рабочих параметров для предварительно напряженного валка мелкосортного стана с размером бочки валка 400×710 мм. Максимальный момент прокатки 4,79 тн·м, максимальное давление металла на валка при прокатке - 85,55 тн. Минимальная ширина крайнего бурта на бочке валка 80 мм, максимальная глубина вреза ящичного калибра 25 мм.
Задаем основные размеры элементов валка: наружный диаметр бандажа 400 мм, внутренний диаметр бандажа 246 мм, длина бандажа 590 мм, материал оси валка - сталь 50, диаметр оси валка 245 мм, диаметр бурта оси и наружный диаметр фиксирующей гайки Dф.г. 365 мм. Резьба фиксирующей гайки упорная усиленная 240×8 мм по ГОСТ 13535-87, наружный диаметр резьбы dнар=240 мм, внутренний диаметр резьбы гайки dвн=232 мм, шаг резьбы s=8 мм. Ширина фиксирующей гайки Lг=60 мм. Ширина силовых дистанционных колец 30 мм. Наружный диаметр силовых дистанционных колец Dдист.к.=400 мм. Посадка силовых дистанционных колец по резьбе метрической 320×4 мм. Внутренний диаметр кольцевых проточек бандажа Dпp.вн.=285 мм, наружный диаметр кольцевых проточек бандажа 305 мм. Ширина кольцевых выступов 3 мм. Натяг по внутреннему диаметру кольцевых выступов бурта оси и фиксирующей гайки задаем в пределах 0-0,9 мм. Наружный диаметр кольцевых выступов 303 мм. Принимаем коэффициент трения в стыках бандаж - бурт оси и бандаж - фиксирующая гайка fтp=0,17; коэффициент запаса по давлению прокатки КЗ=1,5; коэффициент, учитывающий снижение NПР при эксплуатации валка КП=1,2.
Определяем требуемое осевое усилие предварительного напряжения валка после сборки по зависимости (1):
По известным методикам определяем необходимую длину резьбового участка фиксирующей гайки с кольцевым коническим выступом при требуемом осевом усилии предварительного сжатия валка Nпp из условия смятия резьбы при допустимом напряжении смятия 0,3 [σт]:



В случае отсутствия кольцевого конического выступа ширина резьбового участка фиксирующей гайки равна ширине фиксирующей гайки (Lрзб.=Lг.). В этом случае допустимое осевое усилие предварительного сжатия валка, определяемое по известным методикам из условия смятия резьбы при допустимом напряжении смятия 0,3[σт]:


При этом допустимое давление на бандаж без учета коэффициента запаса составит

То есть допустимое давление на бандаж (45,83 тн) в этом случае меньше максимального давления металла на валки при прокатке (85,55 тн).
Ширина крайних буртов бандажа при нарезке на рассматриваемом предварительно напряженном составном валке калибров, нарезаемых на бочке цельного прокатного валка, составит 20 мм при глубине вреза калибра 25 мм, что не гарантирует прочности бурта чугунного бандажа при прокатке в крайних калибрах на валках без силовых дистанционных колец.
В предлагаемой конструкции предварительно напряженного составного прокатного валка наличие кольцевого конического выступа на резьбовом участке фиксирующей гайки, вводящего после сборки валка с зазором в кольцевую коническую проточку, выполненную на внутренней поверхности бандажа со стороны фиксирующей гайки, позволяет увеличить длину резьбового участка фиксирующей гайки, более равномерно распределить нагрузки по виткам резьбы, что повышает надежность резьбового соединения. Наличие силовых центрирующих элементов, состоящих из кольцевых проточек бандажа и кольцевых выступов бурта оси валка и фиксирующей гайки позволяет обеспечить прочность элементов валка и работу валка с требуемым коэффициентом запаса по допустимому давлению металла на валки. Возможность в предлагаемой конструкции предварительно напряженного составного валка изменять ширину фиксирующей гайки без изменения допустимого осевого усилия предварительного сжатия валка, а также наличие силовых дистанционных колец позволяет увеличить полезную длину использования бандажа и обеспечить прочность бандажа при прокатке в крайних калибрах. Наличие шпонок, установленных в пазах между торцевой поверхностью бурта оси и сопряженной с буртом оси торцевой поверхностью бандажа, позволяет устранить возможность проворачивания бандажа относительно ocи валка при кратковременных перегрузках по моменту прокатки.
Источники информации
1. Сапожников А.Я. Предварительно напряженные составные валки сортовых станов. Сер. "Металлургическое оборудование". Вып.2. - М., 1991, с.12-22.
2. Сапожников А.Я. Предварительно напряженные составные валки сортовых станов. Сер. "Металлургическое оборудование". Вып.2. - М., 1991, с.16.
3. Авт. св. СССР N 1731313 А1, кл.В 21 В 27/02, 1992.
4. Якушев А.И., Мустаев Р.Х., Мавлютов P.P. Повышение прочности и надежности резьбовых соединений. - М.: Машиностроение, 1979, с.22-23.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2001 |
|
RU2201822C2 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2005 |
|
RU2283708C1 |
| СОСТАВНОЙ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ ВАЛОК | 2012 |
|
RU2518836C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1999 |
|
RU2211101C2 |
| СПОСОБ СБОРКИ СОСТАВНЫХ ПРОКАТНЫХ ВАЛКОВ | 2000 |
|
RU2185905C2 |
| Составной прокатный валок | 1990 |
|
SU1731313A1 |
| ПРОКАТНЫЙ ВАЛОК | 1995 |
|
RU2082515C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2006 |
|
RU2333054C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2236920C1 |
| СОСТАВНОЙ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ ПРОКАТНЫЙ ВАЛОК | 2006 |
|
RU2308332C1 |
Изобретение относится к прокатному производству и может быть использовано при изготовлении прокатных валков. Задачей, на решение которой направлено изобретение, является повышение надежности валка в работе при передаче усилия прокатки с бандажа на ось валка, увеличение полезной длины использования бандажа и повышение прочности бандажа при прокатке в крайних калибрах. В предварительно напряженном составном прокатном валке, содержащем ось с неприводной и приводной шейками, буртом и резьбовым участком, бандаж, насаженный на ось с гарантированным зазором и контактирующий с буртом оси, насаженную на резьбовой участок оси фиксирующую гайку, опертую в другой торец бандажа, на внутреннем резьбовом участке фиксирующий гайки, согласно изобретению, выполнен кольцевой конический выступ, входящий с зазором в кольцевую коническую проточку, выполненную на внутренней поверхности бандажа со стороны фиксирующей гайки, при этом ширина фиксирующей гайки на резьбовом участке с кольцевым коническим выступом определяется прочностью резьбы, а на участке торцевого контакта с бандажом определяется прочностью фиксирующей гайки. На наружных поверхностях фиксирующей гайки и бурта оси со сторон, контактирующих с бандажом, дополнительно выполнены кольцевые проточки, в которые перед сборкой валка устанавливаются с натягом или навинчиваются силовые дистанционные кольца. Изобретение обеспечивает повышение надежности резьбового соединения и прочности конструкции в целом. 4 з.п. ф-лы, 3 ил.
| Составной прокатный валок | 1990 |
|
SU1731313A1 |
| Предварительно напряженный составной прокатный валок | 1978 |
|
SU663456A1 |
| Бандажированный прокатный валок | 1974 |
|
SU503386A1 |
| Составной консольный валок | 1989 |
|
SU1639813A1 |
| Устройство для управления ионным выпрямителями с сетками | 1935 |
|
SU48757A1 |

