Известны контрольные автоматы периодического действия, имеющие транспортирующий механизм и устанавливающий механизм, снабженный подъемником.
Такие автоматы не обладают универсальностью в случае изменения цикла работы отдельных участков, а также в них имеет место потеря рабочего времени, так как транспортирование изделий производится во время остановки обрабатывающего оборудования. Кроме того, схема таких автоматов приводит к наличию холостых позиций на стыках участков и к увеличению габаритов линии.
Отличительной особенностью предлагаемого многопозиционного контрольного автомата является то, что он сокращает темп работы до времени протекания наименее продолжительной операции и не содержит холостых позиций, что повышает его производительность и уменьщает его габариты.
Специальная конструкция подъемников Г-образной формы позволяет беспрепятственно перемещать контролируемые изделия к следующей позиции, не дожидаясь окончания рабочего цикла предыдущей позиции.
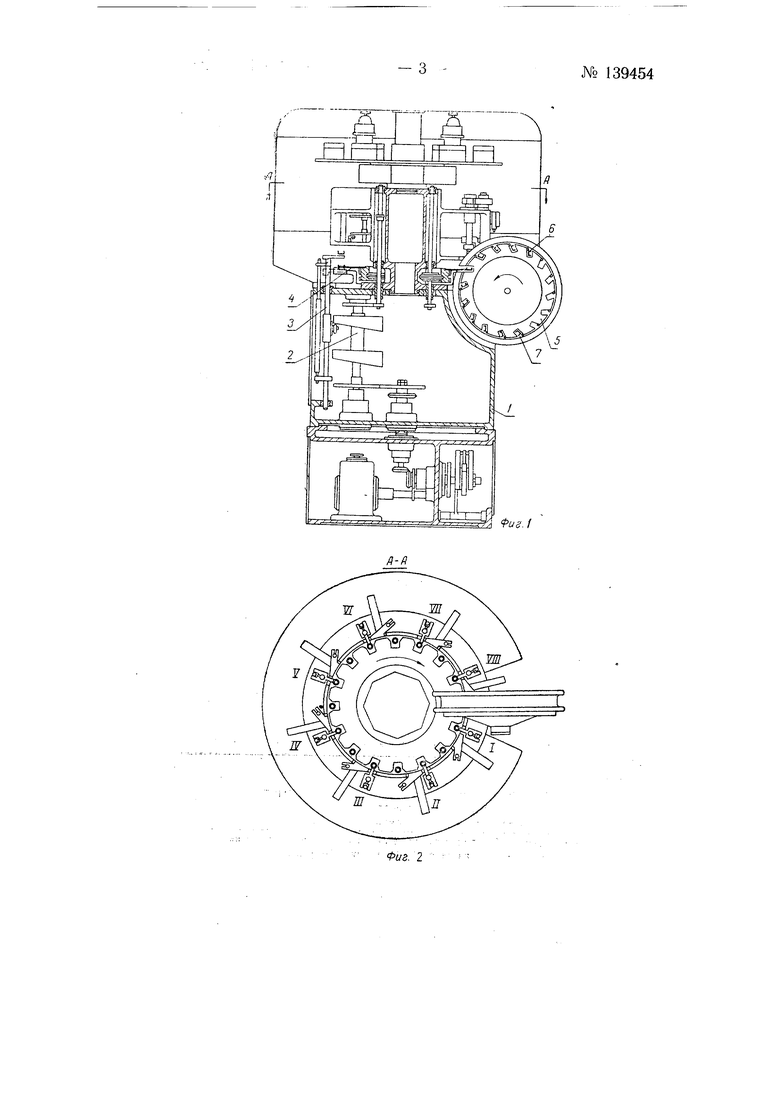
На фиг. 1 изображена конструктивная схема автомата в продольном разрезе; на фиг. 2 - разрез по А-А на фиг. 1. Автомат имеет вертикальную ком-поновку. Основу его составляет станина /, внутри которой находятся четыре распределительных вала 2 с кулачками, управляющими перемещениями подъемников 3 Г-образной формы, транспортирующий диск 4 и загрузочный диск 5.
Механизм привода автомата находится в нижней части станины, от которого с помощью двух независимых кинематических цепочек транспортирующему диску 4 и загрузочному диску 5 сообщается периодическое движение.
№ 139454-- 2 Остановка загрузочного диска обеспечивается пружинным фиксатором, а транспортирующего диска - управляемым фиксатором.
Автомат имеет восемь измерительных позиций и восемь промежуточных позиций и обеспечивает контроль изделий различной конфигурации.
Количество вырезов в диске 4 делается вдвое больше, чем число измерительных позиций. Диск периодически останавливается в положениях, соответствующих измерительным и. промежуточным позициям. Остановки на промежуточных позициях используются для загрузки, выгрузки и разбраковки изделий. Продолжительность остановки диска равняется времени подачи изделия на измерительную позицию.
Попадая на очередную измерительную позицию, изделие посредством подъемника Г-образной формы снимается с транспортирующего диска и подается на измерительную систему. При нахождении подъемника в верхнем положении, т. е. при положении изделия на измерительной позиции, диск 4 имеет возможность беспрепятственно передвигать изделия под опорной поверхностью подъемника на последующие позиции автомата.
Изделия, подлежащие контролю, поступают в загрузочный диск 5 из входного лотка (см. поз. 6). Диск после этого поворачивается в сторону (указанную стрелкой) и приносит изделие на промежуточную позицию автомата, где оно попадает в соответствующее гнездо транспортирующего диска 4. После поворота последнего это изделие снимается с загрузочного диска 5, а на его место диск 4 приносит изделие, прошедщее контроль. Следующим поворотом загрузочного диска проверенное изделие выдается в выходной лоток (см. поз. 7).
Отбраковка изделий производится на промежуточных позициях автомата с помощью соответствующих сортировочных устройств.
На верхней плоскости станины 1 смонтирована восьмигранная колонна, на которой находятся измерительные позиции автомата. Они приводятся в действие от центрального вала автомата.
Предмет изобретения
Многопозиционный контрольный автомат периодического действия, имеющий транспортирующий механизм и устанавливающий механизм, снабженный подъемником, отличающийся тем, что, с целью сокращения темпа работы автомата до времени протекания наименее продолжительной операции, подъемник выполнен такой формы, например Г-образной, которая не препятствует транспортирующему механизму при нахождении одних изделий на контрольных позициях перемещать другое изделие на последующие параллельно работающие позиции.