Автоматы для проверки наружной поверхности тел вращения, в которых иопользуются комплексные калибры, в ча,стности каморы, известны. Недостатком их является применение дорогостоящих, быстроизнашивающихся камор.
Отличительной особенностью предлагаемого автомата, устраняющей указанный недостаток, являет;ся применение в качестве комплексного калибра линейки, имеющей рабочее ребро, обращенное к проверяемому изделию в виде образующей внутренней поверхности каморы и воспроизводящей эту внутреннюю поверхность при вращении линейки вокруг проверяемого изделия- Такое выполнение предлагаемого автомата дает возможность заменить дорогостоящие каморы линейкой сравнительно несложного изготовления.
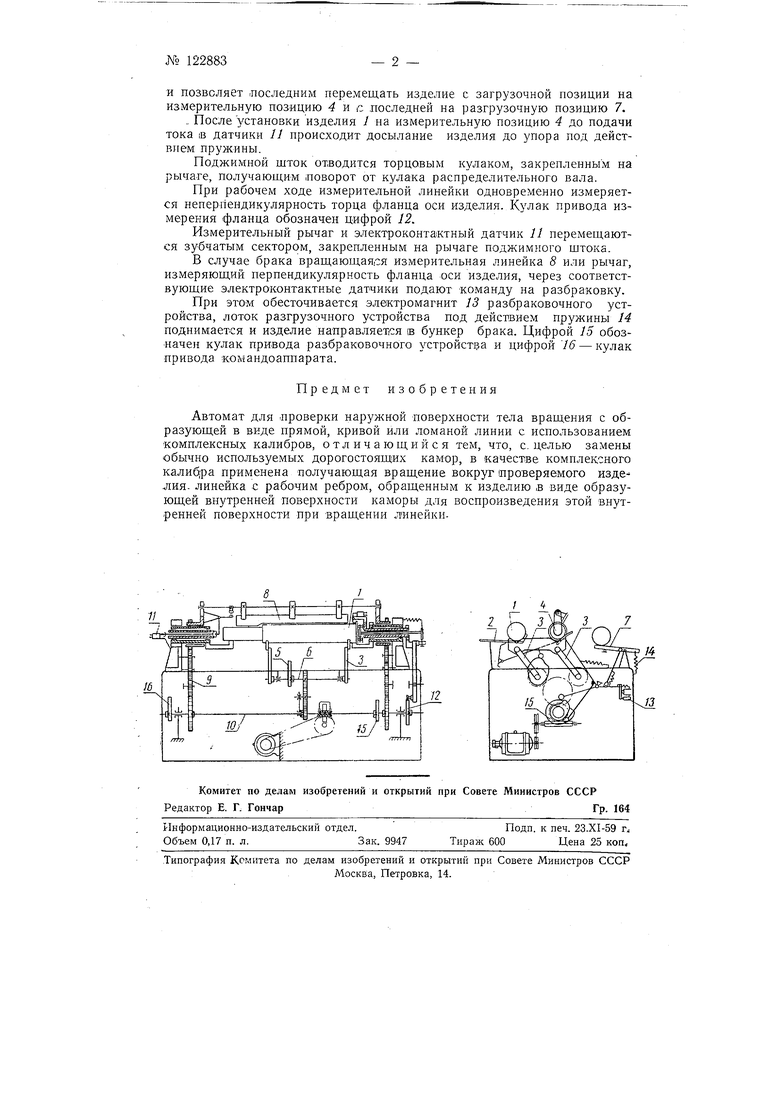
На чертеже предлагаемый автомат схематически показан-в двух проекциях.
Контролируемые изделия / укладываются на лоток 2 и транспортными рычагами 3 передаются на измерительную позицию 4 автомата. Перемещение рычагов 3 осуществляется от кулака 5, закрепленного на валу 6. Одновременно ранее проверенное изделие / передается на разгрузочную позицию 7 автомата.
Измерительная линейка 8 врашзется вокруг изделия 1. Она имеет рабочее ребро, обращенное к поверхности изделия / в виде образующей внутренней поверхности каморы. Линейка 8 получает привод через зубчатую передачу 9 от распределительного вала 10. За один оборот распределительного вала измерительная линейка 8 соверщает два оборотаПервый оборот-рабочий (измерение); в это время транспортные рычаги 3 находятся в крайнем нижнем положении. При втором обороте (холостом) измерительная линейка 8 опережает транспортные рычаги 5
и позволяет -последним перемещать изделие с загрузочной позиции на измерительпую позицию 4 и с лоследней на разгрузочную позицию 7.
,. После установки изделия / на измерительную позицию 4 до подачи тока IB датчики // происходит досылание изделия до упора под действием пружины.
Поджимной шток отводится торцовым кулаком, закрепленным на рычаге, получающим поворот от кулака распределительного вала.
При рабочем ходе измерительной линейки одновременно измеряется неперпендикулярность торца фланца оси изделия. Кулак привода измерения фланца обозначен цифрой 12.
Измерительный рычаг и электроконтактный датчик 11 перемещаются зубчатым сектором, закрепленным на рычаге поджимного штока.
В случае брака вращающаяся измерительная линейка 8 или рычаг, измеряющий перпендикулярность фланца оси изделия, через соответствующие электроконтактные датчики подают команду на разбраковку.
При этом обесточивается электромагнит 13 разбраковочного устройства, лоток разгрузочного устройства под действием пружины 14 поднимается и изделие направляется IB бункер брака. Цифрой 15 обозначен кулак привода разбраковочного устройства и цифрой 16 - кулак привода командоаппарата.
Предмет изобретения
Автомат для проверки наружной поверхности тела вращения с образующей в виде прямой, кривой или ломаной линии с использованием комплексных калибров, отличающийся тем, что, с. целью замены обычно используемых дорогостоящих камор, в качестве комплексного калиб;ра применена получающая вращение вокруг проверяемого изде ,лия. линейка с рабочим ребром, обращенным к изделию ,в виде образующей внутренней поверхности каморы для воспроизведения этой внутренней поверхности при вращении линейки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для проверки наружной поверхности тел вращения с образующей в виде прямой, кривой или ломаной линии | 1960 |
|
SU129343A1 |
| Многопозиционный автомат для контроля диаметров, высоты и глубины деталей | 1960 |
|
SU131902A1 |
| Многопозиционный контрольный автомат периодического действия | 1959 |
|
SU139454A1 |
| РОТАЦИОННЫЙ МНОГОПОЗИЦИОННЫЙ КОНТРОЛЬНЫЙ АВТОМАТ ДЛЯ КОЛЬЦЕВЫХ ДЕТАЛЕЙ | 1961 |
|
SU150639A1 |
| АВТОМАТ ДЛЯ ИЗМЕРЕНИЯ И СОРТИРОВКИ ДЕТАЛЕЙ | 1938 |
|
SU57760A1 |
| Автомат для измерения и сортировки деталей по наружным размерам | 1938 |
|
SU57813A1 |
| Автомат для контроля внутренней резьбы гаек | 1958 |
|
SU121241A1 |
| Устройство для измерения диаметров малых отверстий | 1982 |
|
SU1057770A1 |
| Автомат для контроля линейных параметров дисков фрикционов | 1975 |
|
SU766670A1 |
| МНОГОПОЗИЦИОННЫЙ ПОЛУАВТОМАТ ДЛЯ КОНТРОЛЯ | 1969 |
|
SU254035A1 |
