л7
со со
ьэ
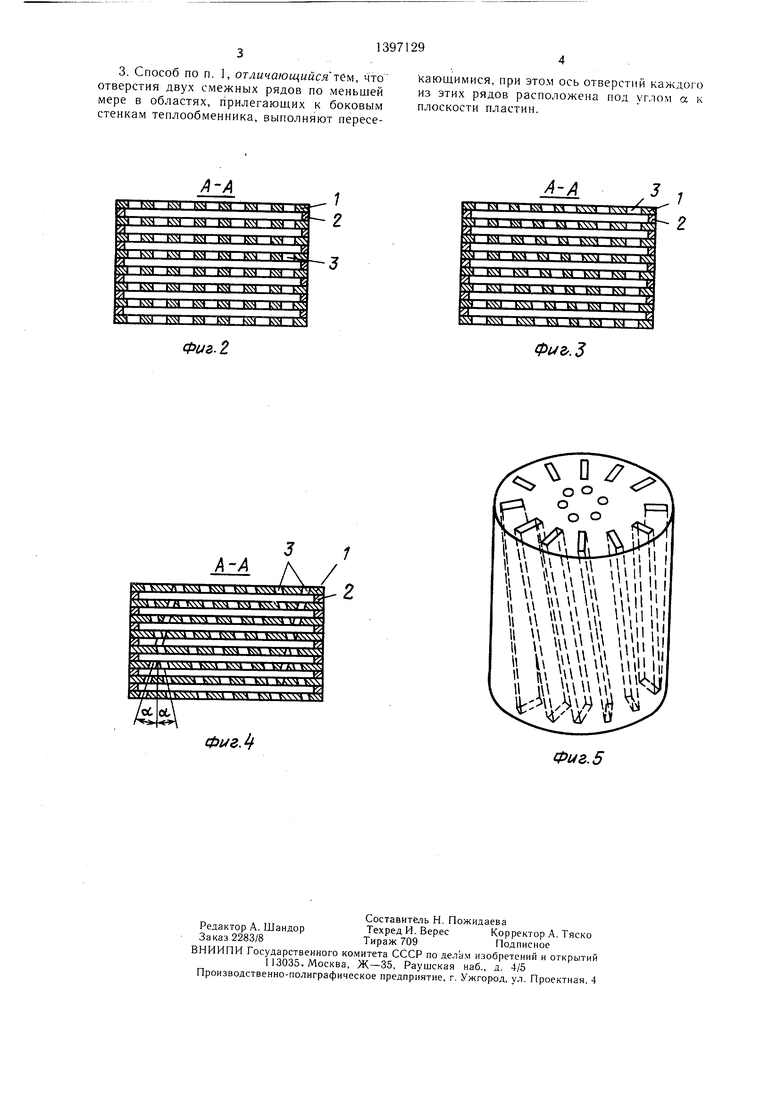
со
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕПЛООБМЕННИК | 1993 |
|
RU2039921C1 |
| Теплообменник | 1991 |
|
SU1776962A1 |
| Теплообменник | 1976 |
|
SU612143A1 |
| Пластинчатый теплообменник | 1990 |
|
SU1768913A1 |
| Матричный теплообменник | 1991 |
|
SU1820165A1 |
| Теплообменник | 1991 |
|
SU1820162A1 |
| Пакет пластинчатого теплообменника | 1988 |
|
SU1548645A1 |
| Теплообменник | 1979 |
|
SU787879A1 |
| Теплообменник | 1975 |
|
SU553435A1 |
| Теплообменник | 1988 |
|
SU1575056A1 |
Изобретение относится к машиностроению, в частности к способам изготовления матричных теплообменников (Т). Цель - упрощение технологии изготовления и повы- ujeHHe качества полученных изделий. Для этого изготавливают пластины 1 без отверстий и проставки 2 с окнами. Пластины и про- ставки собирают в пакет. Пакет герметизируют. В случае положительного результата испытаний на герметичность в пластинах выполняют ряды отверстий 3 проволокой с помош,ью электроэрозионного станка, направляя режуйлий инструмент под определенным углом. Величина угла наклона рядов отверстий изменяется от боковых рядов к средним от О до a arctgl/H, где 1 и Н - ширина и высота Т соответственно. Благодаря изменению последовательности действий появляется возможность исключить ряд операций при изготовлении Т, а выполнение отверстий в пластинах под углом позволяет интенсифицировать тепловой обмен Т за счет удлинения пути движения потока. 2 з. п. ф-лы. 5 ил. § СО
Фиг.1
Изобретение относится к мафинострое- нию и может быть использовано при изготовлении теплообменной аппаратуры.
Целью изобретения является упрощение технологии изготовления и повышение качества полученного изделия за счет сокращения количества операций, осуществляемых с элементами теплообменника, и обеспечения более интенсивного теплообмена.
На фиг. I показан двухканальный мат arctgl/H, где 1 - ширина теплообмен- пика, а Н - его длина.
При использовании для создания отверстий электроискрового инструмента с режущей проволокой удобнее всего выполнять непрерывную цепь отверстий, например, типа зигзагообразных щелей (фиг. 1), но возможно и выполнение отверстий с замкнутым контуром (фиг. 2). При использовании импульсного источника лазерного излучения
ричный теплообменник со щелевыми канала- 10 удобнее изготовлять отдельные круглые от- ми, общий вид; на фиг. 2 - разрез А-А наверстия. В обоих случаях отверстия формифиг. 1, вариант выполнения каналов под углом 90° к плоскости пластин; на фиг. 3 - то же, вариант выполнения каналов под разными углами к плоскости пластин; на фиг. 4 - то же, вариант выполнения с перекрещивающимися каналами; на фиг.5 - цилиндрический теплообменный пакет, в котором все ряды отверстий выполнены под
руются в собранном пакете, имеющем чередующиеся пластины и проставки, при расположении оси, резки или пробивки ин- . струмента под углом к плоскости пластин.
одинаковым углом, не равным 90°
Кроме того, с целью интенсификации теплообмена при выполнении смежных рядов, расположенных около боковых граней теплообменника либо по всему объему теплоСпособ осуцхествляют следующим обра- 20 обменника, один ряд выполняют при наклоне инструмента на угол +а, а соседний - на угол -а.
зом.
Изготавливают теплопроводные пластины 1 без отверстий и проставки 2 с окнами, определяющими каналы для прохождения потока, и собирают в теплообменный матричпый пакет, который затем герметизируют (пайкой, сваркой и т. д.), после чего испытывают на герметичность. В случае положительного результата испытаний на герметичность в пластинах 1 формируют ряды отверстий 3 проволокой с помощью электроэрозионного станка или импульсным лазерным лучом, направляя режущий инструмент под определенным углом.
При выполнении отверстий под прямым углом к ПЛОСКОСТИ пластин в пакете получаются ряды отверстий, центры которых на- .чодятся на одной оси, перпендикулярной нлоскости пластин. При выполнении отверстий под углом, не равным 90°, отверстия в рядах оказываются смещенными одно относительно другого в соседних пластинах, а ось, проходящая через их центры, не перпендикулярна плоскости пластин. Смещение отверстий обеспечивает интенсификацию теплообмена за счет удлинения пути движения потока и его турбулизации.
Формирование отверстий рядами во всех пластинах собранного пакета любым указанным способом (электроэрозия, лазерный луч) позволяет осуществить заданный диапазон смещения краев отверстий в соседних пластинах.
С целью повышения эффективности теплообменника угол наклона режущего инструмента к поверхности пластины изменяют при перемещении режущего инструмента. Около боковых стенок выполняют резку под прямым углом или близким к нему углом, а затем угол наклона, уменьщают до минимального (оптимального) угла а,определяемого из следующего соотношения: а
25
30
35
40
Благодаря изменению последовательности действий некоторые операции в изготовлении становятся излип ними (например, предварительная сборка пластин в пакет и их разборка -после перфорирования, перфорирование пластин штамповкой по одной пластине).
Пример осуществления способа.
Изготавливают матричный теплообменник, .высота которого (Н) равна 100 мм, а ширина (1) - 50 мм. Угол а при этом равняется 45° В пластинах выполняют круглые отверстия диаметром 2 мм, расположенные с шагом 4 мм. Величина смещения отверстий в двух соседних пластинах изменяется от 0,1 до 1,9 мм.
Формула изобретения
. Способ изготовления матричных теплообменников, заключающийся в изготовлении теплопроводных пластин, формировании в них инструментом рядов отверстий для прохода потоков, изготовлении проставок с окна
дг ми, определяющими каналы, сборке пластин и проставок в пакет и его последующей герметизации, отличающийся тем, что, с целью упрощения технологии изготовления и повышения качества полученного изделия, формирование в теплопроводных пластинах
50 рядов отверстий для прохода потоков осуществляют после герметизации пакета.
55 угол которого изменяют от боковых рядов к средним в пределах от 0° до a arctgl/H, где 1 - ширина теплообменника, Н - высота теплообменника.
arctgl/H, где 1 - ширина теплообмен- пика, а Н - его длина.
При использовании для создания отверстий электроискрового инструмента с режущей проволокой удобнее всего выполнять непрерывную цепь отверстий, например, типа зигзагообразных щелей (фиг. 1), но возможно и выполнение отверстий с замкнутым контуром (фиг. 2). При использовании импульсного источника лазерного излучения
удобнее изготовлять отдельные круглые от- верстия. В обоих случаях отверстия формируются в собранном пакете, имеющем чередующиеся пластины и проставки, при расположении оси, резки или пробивки ин- струмента под углом к плоскости пластин.
Кроме того, с целью интенсификации теплообмена при выполнении смежных рядов, расположенных около боковых граней теплообменника либо по всему объему теплообменника, один ряд выполняют при наклоне инструмента на угол +а, а соседний - на угол -а.
5
0
5
Благодаря изменению последовательности действий некоторые операции в изготовлении становятся излип ними (например, предварительная сборка пластин в пакет и их разборка -после перфорирования, перфорирование пластин штамповкой по одной пластине).
Пример осуществления способа.
Изготавливают матричный теплообменник, .высота которого (Н) равна 100 мм, а ширина (1) - 50 мм. Угол а при этом равняется 45° В пластинах выполняют круглые отверстия диаметром 2 мм, расположенные с шагом 4 мм. Величина смещения отверстий в двух соседних пластинах изменяется от 0,1 до 1,9 мм.
Формула изобретения
. Способ изготовления матричных теплообменников, заключающийся в изготовлении теплопроводных пластин, формировании в них инструментом рядов отверстий для прохода потоков, изготовлении проставок с окна
ми, определяющими каналы, сборке пластин и проставок в пакет и его последующей герметизации, отличающийся тем, что, с целью упрощения технологии изготовления и повышения качества полученного изделия, формирование в теплопроводных пластинах
рядов отверстий для прохода потоков осуществляют после герметизации пакета.
угол которого изменяют от боковых рядов к средним в пределах от 0° до a arctgl/H, где 1 - ширина теплообменника, Н - высота теплообменника.
Фиг.2
k-A
3 1
/2
.
кающимися, при этом ось отверстий каждого из этих рядов расположена под утлом а к плоскости пластин.
А-А
.3
UMIiii
k «
IV u i , V i
Фиг. 5
| Микулин Е | |||
| И | |||
| и Шевич Ю | |||
| А | |||
| Матрич ные теплообменные аппараты | |||
| - М.: Машиностроение, 1983, с | |||
| Способ подготовки рафинадного сахара к высушиванию | 0 |
|
SU73A1 |
