Изобретение относится к прокатному производству сортовых профилей проката и катанки на сортовых и проволочных станах и может быть использо- вано для ускоренного охлаждения проката.
Цель изобретения - повьшение качества обработки:, интенсивности и равномерности охлагвдения.
Способ осуществляют следующим образом.
После выхода проката из последней клети прокатного стана на поверхность (Проката в направлении его движения подают охлаждающую среду в виде по меньшей мере трех кольцевых потоков, вращающихся во взаимно противополож- HbJX направлениях. При этом скорость истечения центрального кольцевого потока составляет 1,2-1,8 скорости движения проката, а скорость истечения каждого последующего периферийного потока больше скорости истечения предыдущего потока на величину 0,4 скорости движения проката.
При вращении кольцевых потоков жидкости в охлаждающей среде возникают ультразвуковые колебания, которые способствуют разрушению пареной рубашки, образ тощейся вокруг проката, интенсиф: пируют процесс кавита- ци:онного кипения, т.е. процесс захлопывания пузырька пара при его взаимодействии с потоком охладителя Ультразвуковые колебания через охлаждающую среду передаются на прокат способствуя процессу измельчения зерна, обеспечивая дробление зон снимающих и растягивающих остаточных .напряжений, что приводит к уменьшению коробления проката в процессе окон- ч 1тельного охлаждения на холодильнике и повьш1ает в целом механические свойства готового проката
Разделение охлаждающей среды по меньшей мере на три кольцевых потока вызвано необходимостью получения ух ьтразвуковых колебаний требуемой ин
50
тенсивности. Уменьшение числа кольцевых потоков менее трех приводит к то- мз , что на поток накладываются колебания звуковой частоты. Нгшожение на поток звуковых колебаний недопустимо, так, как значительно повьш1ается уровень шума в це:4су и оказывается вредное влияние на всех работающих.
Вращение потоков во взаимнопроти- воположных направлениях облегчает про
Q
5 0 5
О о 5
5
0
цесс получения ультразвуковых колебаний требуемой частоты и интенсивности за счет эффекта жидкостного трения. Частота и интенсивность ультразвуковых колебаний зависит от влеичины относительной линейной скорости, с которой движутся две материальные точки, принадлежащие разным слоям зшд- кости и лежащие на границе этих слоев, В случае вращения слоев жидкости в противоположных направлениях линейная скорость сближения точек равна сумме линейных скоростей движения каждой из точек, а в случае вращения в одном направлении - разности линейных скоростей движения каждой из точек.
Достижение нужной величины линейной скорости сближения двух материальных точек в случае вращения потоков в одном направлении приводит значительному возрастанию расхода охлаждающей среды, что зачастую невозможно из-за недостатка мощностей насосных станций воды высокого давления. При вращении же потоков в противоположных направлениях получение ультразвуковых колебаний нужной частоты и интенсивности происходит увеличения расхода охлаждающей среды.
Выбор скорости истечения центрального потока в пределах 1,2-1,8 скорости движения проката рационален, так как предотвращает появление воздушной подушки между прокатом и средой, которая, перемещаясь вместе с прокатом в виде центрального потока, снижает эффективность способа за счет ухудшения тепломассообмена, предотвращает передачу ультразвуковых колебаний от среды к прокату, увеличива- .ет длину устройства, приводит к повышению окалинообразования и препятствует возникновению ультпазЕуковых колебаний низких частот о- трения среды о прокат, особенно ребристый (арматура и т.д.). Уменьшение скорости истечения центрального потока ниже 1,2 скорости движения проката нежелательно, так как не предотвращает появление воздушной подушки и целого ряда негативных моментов, связанных :. ней и описанньгх вьш1е, Увеличение скорости истечения центрального по- . тока вьпие 1,8 скорости движения проката нецелесообразно, так как такое увеличение скорости требует увеличения расхода охлаждающей среды и
усложняет конструкцию устройства, необходимого для реализации данного способа. При этом интенсивность охлаждения и качество обработки проката значительно не улучшаются, а иногда и ухудшаются.
Выбор скорости истечения каждого последующего периферийного кольцевого потока вьппе скорости истечения предыдущего потока на величину, равную 0,2-0,4 скорости движения проката, рационален, так как обеспечивает получение широкого спектра ультразвуковых колебаний, имеющих достаточ- ную интенсивность для надежного срыва паровой рубашки и интенсификации тепломассообменных процессов внутри камеры. Увеличение скорости истечения каждого последующего периферий- ного кольцевого потока выше скорости истечения предьщущего потока на величину, меньшую 0,2 скорости движения проката, нежелательно, так как в этом случае наряду с ультразвуковыми коле- баниями образовываются колебания зву- 1КОВОЙ частоты, что недопустимо из-за ухудшения условий работающих. Увеличение скорости истечения каждого по- следующего периферийного кольцевого потока вьшге скорости истечения предыдущего потока на величину, большую 0,4 скорости движения проката, приводит к резкому возрастанию звукового давления ультразвуковых колебаний, При этом звуковое давление ультразвуковых колебаний для целого ряда частот превьшает значение звукового давления, допустимое СНиП, Это недопустимо, так как требует удаления всех работающих из зоны установки и принятия целого ряда охранных мер.
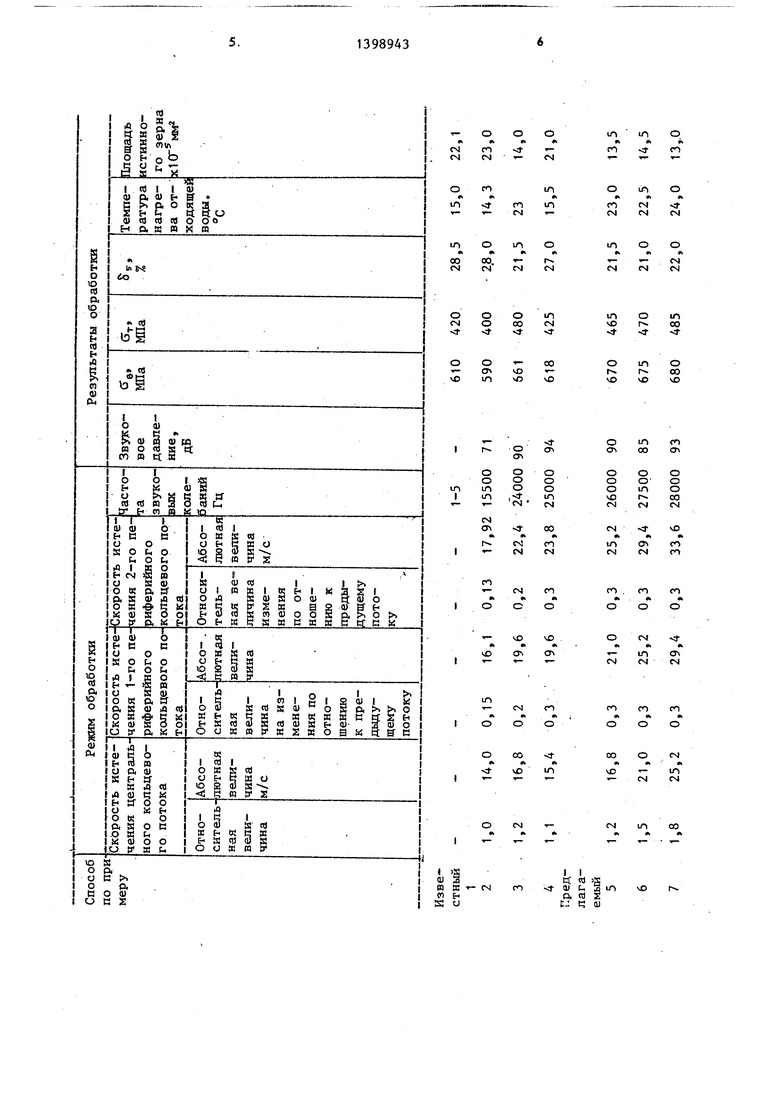
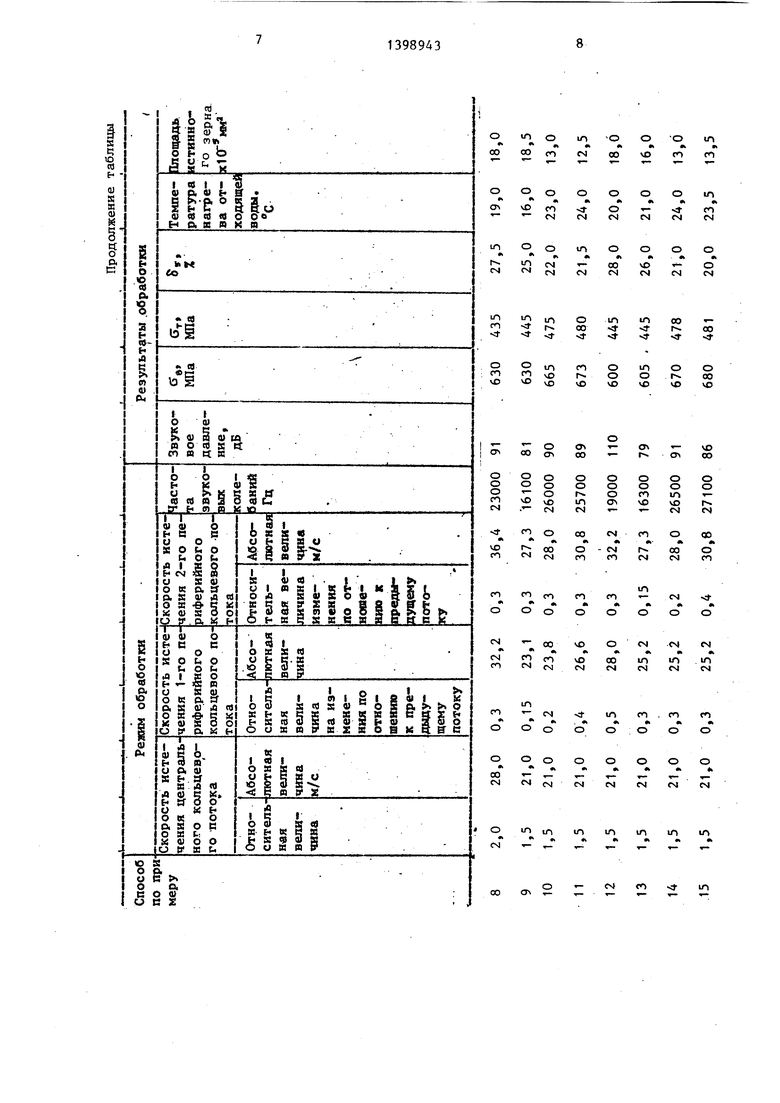
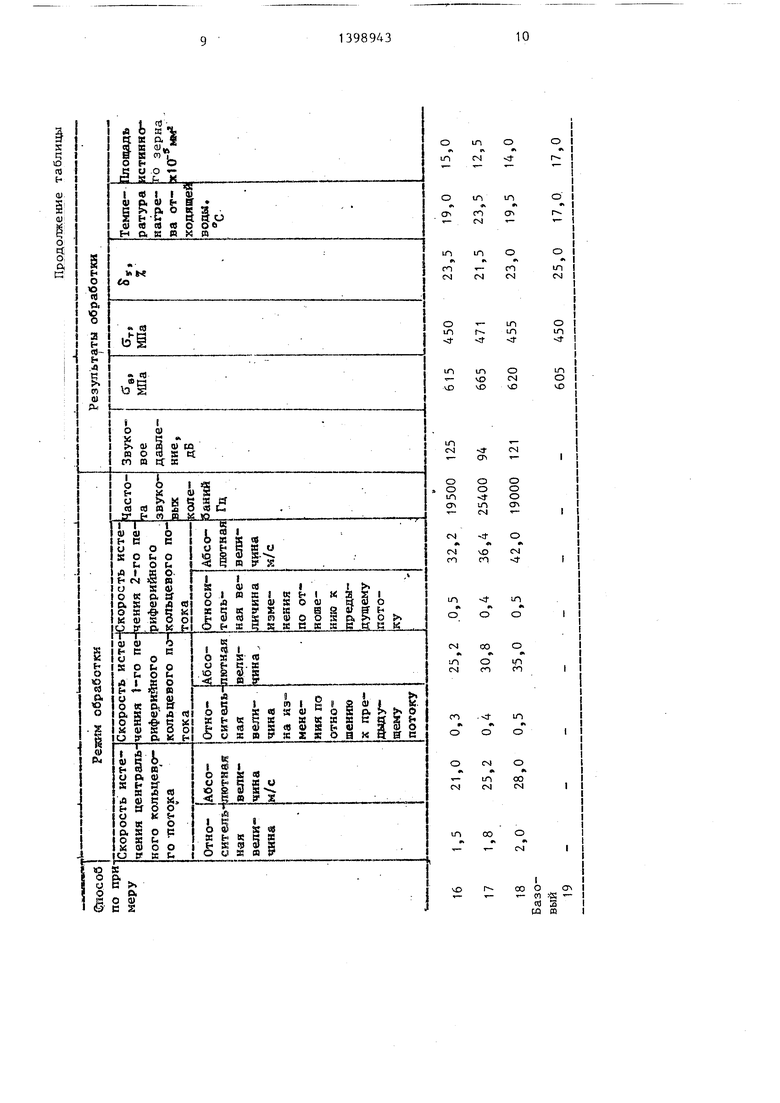
Пример , На непрерывном мелкосортном стане 250 прокатывали арматурный периодический профиль
№ 14 из стали 5 сп. Принудительное охлаждение готового проката от температуры конца прокатки, равной lOSO fc проводили до среднемассовой температуры 590°С,
Скорость транспортирования раскатов через установку равна скорости прокатки в Последней клети стана и составляла 14 м/с. В качестве охладителя использовали воду с начальной температурой 30 С,
Контроль интенсивности обработки осуществляли по температуре отходящей воды при заданном ее расходе,
Контроль равномерности охлаждения арматурных периодических профилей осуществляли путем проведения механических испытаний образцов, отобранных от головной и хвостовой частей раскатов.
Контроль качества обработки осуществляли путем замера площади истинного зерна.
Результаты обработки проката по предлагаемому способу приведены в таблице.
Улучшение равномерности охлаждения проката за счет наложения на прокат и охлаждающую среду ультразвуковых колебаний позволяет повысить уровень и стабильность свойств готового проката и поставлять его потребителю с гарантированной общей прочностью. Использование предлагаемого способа позволяет повысить интенсивность поверхностной обработки проката за счет роста TeNma охлаждения при одновременном снижении расхода среды на 10-35%, Уменьшение величины зерна позволяет получать прокат с более мелкодисперсной структ фой, которая обеспечивает минимальные остаточные напряжения и; следовательно, прокат будет иметь по- вьш1енную стойкость к циклическим нагрузкам, особенно знакопеременным. Формула изобретения
Способ поверхностной обработки движзтцегося проката охлаждающей средой, включаюш;ий вращение охлаждающей среды, разделенной на центральный кольцевой и периферийные потоки в направлении движения проката, отличающийся тем, что, с целью повышения качества обработки, интенсивности и равномерности охлаждения, центральный и по меньшей мере два периферийных потока вращают в противоположных направлениях, причем скорость истечения центрального кольцевого потока составляет 1,2-1,8 скорости движения проката, а скорость истечения каждого последующего периферийного кольцевого потока больше скорости истечения предыдущего потока на 0,2-0,4 скорости движения проката.
lO
ч
r
о
ч
fO
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поверхностной обработки проката | 1986 |
|
SU1398942A1 |
| Устройство для охлаждения проката | 1986 |
|
SU1433989A1 |
| Способ поверхностной обработки движущегося проката | 1986 |
|
SU1315072A1 |
| Способ поверхностной обработки движущегося проката | 1988 |
|
SU1588781A1 |
| Устройство для поверхностной обработки проката | 1981 |
|
SU1002371A1 |
| Способ поверхностной обработки движущегося проката | 1981 |
|
SU1010142A1 |
| Устройство для получения обрабатывающей среды | 1980 |
|
SU863044A1 |
| Способ поверхностной обработки движущегося проката | 1981 |
|
SU1142515A1 |
| Устройство для поверхностной обработки движущегося проката | 1981 |
|
SU996467A1 |
| Устройство для термической обработки и гидротранспортирования прокатных изделий | 1981 |
|
SU1002372A1 |
Изобретение относится к протсат- ному производству сортовых профилей проката и катанки на сортовых и проволочных станах и может быть использовано для ускОренно.го охлаждения катанки. Цель изобретения - повышение качества обработки, интенсивности и равномерности охлаждения. После прокатки на поверхность проката в направлении его движения подайт охлаждающую среду в виде центрального и по меньшей мере двух кольцевых периферийных потоков, вращающихся в противоположных направлениях. Скорость истечения центрального потока составляет 1,2-1,8.скорости перемещения проката. Скорость истечения каждого последующего периферийного потока больше скорости истечения предыдущего потока на величину 0,2-0,4 скорости перемещения проката. В результате, в охлаждающей среде возникают ультразвуковые, колебания высокой интенсивности, которые способствзпот срьшу паровой рубашки и порышению интенсивности и равномерности охлаждения, под действием ультразвуковых колебаний охлаждающей среды колебания передаются прокату. Это хпособствует процессу измельчения зерна, повышает , механические свойства готового проката. 1 табл. i (О 00 too
СП СМ
CM CM
r
CM
fvl
CM
CM
CM
о r- f
in 00 f
to
r
VO
о 00
vD
Ю CO
fO
cri
о
О
in r
CNI
о о о 00
04
Ti CM
со
го
n
A
о
со
о
in
CM
«Ti
ем
CO
h
о
го
ч
о
VD -
-- cs
ш см
to
со
vO
| Устройство для охлаждения мелкосортного проката | 1978 |
|
SU738712A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ поверхностной обработки движущегося проката | 1981 |
|
SU1142515A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
