Изобретение относится к области металлургии и может быть использовано для термической обработки проката, преимущественно проката, имеющего малую продольную жесткость, например катанки.мелкого сорта и т.д.
Известно устройство дпя термообработки и гидротранспортирования проката, включающее приемную воронку и корпус Г.1 .
Такое устройство имеет ряд недос атков, обусловленных наличием в качестве охладителя водовоэдушной смеси, а именно низкую скорость охлаждения, недостаточную равномерность охлаждения, малую гидротранспортир.ующую способность.
Использование в качестве охладителя сплошного потока водьл позволило, устранить перечисленные выше недостатки при охлаждении водовоздувдной смесью и создать устройство, обладающее высокой интенсивностью охлаждения и противоточной направленностью охладителя ,
Недостаток этого устройства в невозможности его применения для охлаждения изделий малой продольной устойчивости. При использовании камеры охлаждения длиной более 2,5м
из-за существукядего противотока невозможно ввести стержни в устройство без потери продольной устойчивости.
Наиболее близким к изо.бретени по технической сущности является устройство для термообработки и гидротранспортирования прокатных изделий, содержащее приемную воронку, корпус и камеру охлаждения, причем выходной
10 конец приемной воронки выполнен по форме охлаждаемого профиля и размещен внутри камеры охлаждения, образуй с ней не менее одного сопла, ось которого параллельна направлению дви жения проката з. Данное устройство хорсяао зарекомендовало себя при охлаждении сортового проката, в частности арматурной стали, профилеразмером более. 10-12 1-пл. Однако приме20нение его для охлаждения меньпшх профилей с пониженной продольной устойчивостью невозможно из-за значительного торможения проката в камере охлаждения на участке повышенного
25 статического давления.
Исследования распределения избыточного статического давления по длине камеры охлаждения такого устройства показывают, что на начальном
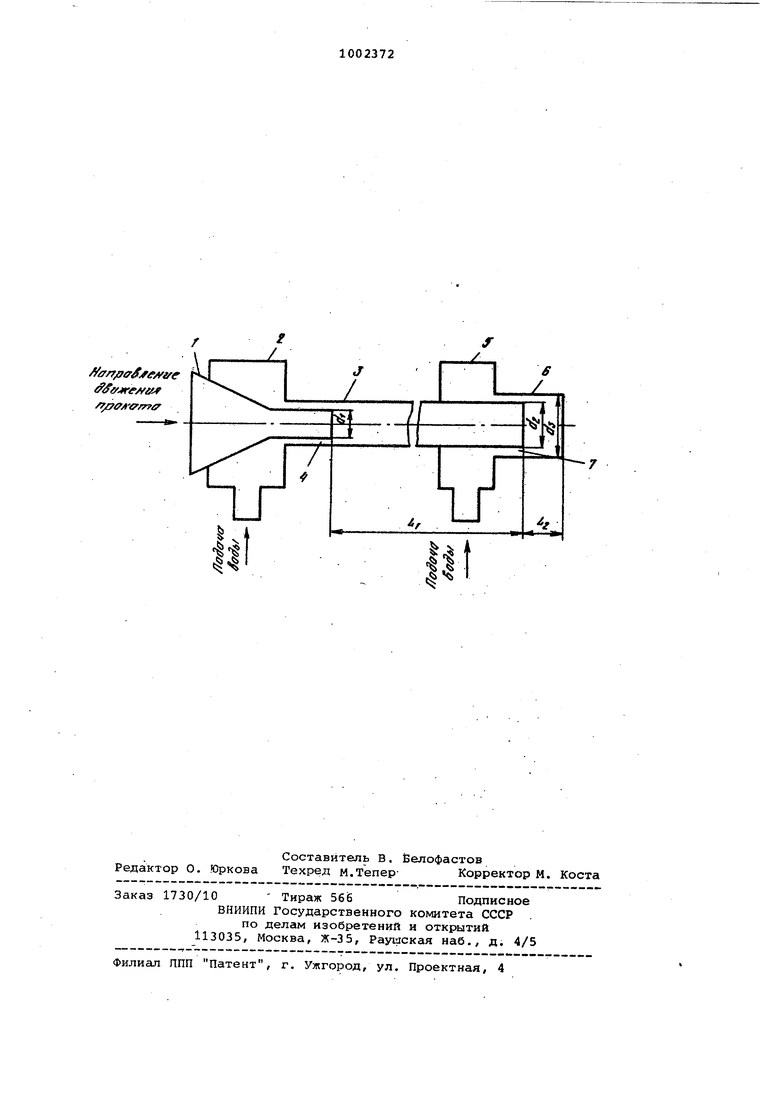
30 .участке камеры охлаждения неблкщает- ся максимальное значение статического давления, что приводит к затру нению введения проката в устройство, вызывает его вибрацию и коробление и, как следствие этого, снижение гидротранспортирующей способности и равномерности охлаждения. Целью изобретения является уве:личение равномерности охлаждения проката и повышение гидротранспорти рующей способности устройства за сч увеличения скорости движения сплошн го потока охладителя. Цель достигается тем, что устройство для термообработки и гидротранспортирования прокатных изделий включающее приемную воронку, корпус и камеру охлаждения, образующую с выходным концом приемной воронки со ло, ось которого параллельна направ лению движения проката, снабжено ус тановленной на выходном конце камер охлаждения инжекционной форсункой, KciMepa которой образует с выходным концом камеры охлаждения кольцевое сопло, продольная ось которого пара ллельна направлению движения проката, при этом отнсхление площади попе речного сечения этого сопла к площади поперечного сечения камеры охлаждения составляет 0,2-0,35, а рас стояние между концом камеры охлаждения и камеры инжекционной форсунки составляет 0,05-0,15 длины камеры охлаждения. Исследования зависимости скорост истечения охладителя и силы тяги устройства от соотно1.иения площадей поперечного сечения сопл, а также расстояния между концом камеры охлаждения и камеры инжекционной форсунки показывают, что оптимальные условия гидротранспортирования проката через устройство обеспечиваютс при отношении площади поперечного сечения сопла, образованного выходным концом камеры охлаждения и камерой инжекционной форсунки, к площ ди поперечного сечения камеры охлаж дения, равном 0,2-0,35, а расстояние между концом камеры охлаждения и камерой инжекционной форсунки сое тавляет 0,05-0,15 длины камеры охлаждения . Соотношения-площадей поперечного сечения сопла инжекционной форсунки и поперечного сечения камеры охлаждения, значения которых не превышают О,2, не дают надежного подсоса ( инжекции ) и повышения скорости истечения охладителя. Значения, превы шающие 0,35, приводят к увеличению диаметра инжекционной :форсунки и ухудшению условий охлаждения. Соотношения, значения которых равны 0,2 применяются для устройств с длиной камеры охлаждения не более 4 м, соотношения, равные 0,35 - для уст.роиств с длиной камеры 6 м. Расстояния между концом камеры охлаждения и камеры инжекционной форсунки, составляющие менее 0,05 длины камеры охлаждения, не обеспечивают образования факела и подсоса (инжекции, расстояния j превышающие 0,15 длины камеры охлаждения, приводят к торможению сливаквдихса.потоков воды. На чертеже представлено предлагаемое устройство с инжекционной фор- руикой на конце камеры охлаждения Применительно к охлаждению катанки, 1разрез. Устройство имеет приемную воронку 1, корпус 2.и камеру охлаждения 3. Выходной конец приемной воронки выполнен по форме охлаждаемого проката и размещен внутри камер охлаждения, образуя с ней не менее одного сопла 4, ось которого параллельна направлению движения проката. На выходном конце камеры охлаждения установлена инжекционная форсунка для повьппения скорости движения охладителя внутри камеры охлаждения. Инжекционная форсунка состоит из корпуса 5 и камеры б, при этом отношение площади поперечного сечения сопла 7L-4(db-d2;) , образованного камерой инжекционной форсунки и камерой охлаждения, к площади попер чного сечения камеры бхлаждения составляет 0,2-0,35, а расстояние между концом камеры охлаждения и камеры инжекционной форсунки U сое-, тавляет 0,05-0,15 длины камеры охлаждения Ь. Устройство работает следующим образрм. Включаем инжекционную форсунку и повышаем давление воды в ней до 30 ати. Высокая скорость истечения воды в инжекционной форсунке создает разрежение в камере охлаждения 3(-0,95 ати). После этого в камеру охлаждения подается вода под давле- нием 20 ати. Благодаря созданному разрежению и последующей инжекции скорость потока воды в камере охлаждения повышается, статическое давление внутри камеры охлаждения снижается, а зона его максимального значения смещается в сторону удаления от сопла 4. После включения устройства в него направляют прокат. Передний конец проката через приемную воронку 1 попадает на участок камеры охлаждения 3, расположенный между соплом 4и инжекционной камерой. Благодаря понижению статического давления внутри камеры охлаждения 3 и наличию гидротранспортирующего усилия потока охладителя за счет повьвиенной скорости его истечения обеспечивается беспрепятственное перемещение проката через устройство.
Повышение скорости потока охладителя, как известно, приводит к увеличению равномерности охлаждения. Смещение зоны повышенного статического давления по ходу движения проката позволяет при большей длине камеры охлаждения уменьшить сопротивление вводу проката, а также исключить вибрацию и коробление катанки и тем самым повысить .гидротранспортирующую способность устройст ва и равномерность охлаждения проката.
Результаты, полученные при ускоренном охлаждении опытной партии катанки легированной стали в потоке прокатного стана 260 в известном устройстве (прототипе и в предлагаемом, а также показатели характеристик работы данных устройств при ведены в таблице.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТА | 1991 |
|
RU2015177C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТА | 2001 |
|
RU2180278C1 |
| Устройство для термической обработки и гидротранспортирования проката | 1983 |
|
SU1129246A1 |
| Устройство для охлаждения и гидротранспортирования проката | 1977 |
|
SU592853A1 |
| Устройство для термической обработки и гидротранспортирования проката | 1980 |
|
SU876737A1 |
| Устройство для термической обработки и гидротранспортирования прокатных изделий | 1976 |
|
SU584042A2 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ДЛИННОМЕРНОГО ПРОКАТА | 2001 |
|
RU2174880C1 |
| Устройство для термической обработкии гидРОТРАНСпОРТиРОВАНия пРОКАТА | 1979 |
|
SU829686A1 |
| Устройство для охлаждения и гидротранспортирования прокатных изделий | 1980 |
|
SU926029A1 |
| УСТРОЙСТВО ДЛЯ УСКОРЕННОГО ОХЛАЖДЕНИЯ И ГИДРОТРАНСПОРТИРОВАНИЯ ПРОКАТНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2176940C2 |
Среднеквадратичное отклонение временного сойротивления разрыву катанки опытной партии, МПа ( згарактеризует равномерность охлаждения)
Сила тяги озшаждающего устройства, кг С характеризует гидротранспЬртирующую способность)
Скорость движения струи в камере охлаждения, м/с Таким образом/ предлагаемое устройствд позволяет в 1,5 раза повысить скорость движения воды внутри камеры охлаждения, увеличить гидротранспортирующую способность устройства на 30%, что приводит к по.вышению равнЬмерности механических свойств катанки. Экон6г шческий эффект от использования предлагаемого устройства :для ускоренного охлаждения катанки в потоке мелкосортного стана завода составит 50 тыс. руб. в год. Формула изобретения Устройство для термической обработки и гидротранспортирования пр катных изделий, включающее воронку, корпус и камеру охлаждения образующую Q выходным концом воронк сопло, ось которого парешлельна нап равлению движения проката, о т л и чающееся тем, что, с целью
49
18,6 30/8 повышения гидротранспортирующей способности устройства за счет увеличения скорости движения сплсяайого потока охладителя, оно снабжено установленной на ВЫХОДНСН4 конце камеры охлаждения инжекционной форсункой, камера которой образует с выходным концом камеры охлаждения кольцевое сопло, ось которюго параллельна направлению движения проката, при этом отношение площади поперечного сечения, сопла к площади поперечного сечения камеры охлаждения составляет 0,2-0,35, а расстояние между кон-, цами камеры охлаждения и кгшеры инжекционной форсунки составляет 0,050,15 длины камеры охлаждения. Источники информсш(ии, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 205860, кл. С 21 D 1/02, 1967. 2.Авторское свидетельство СССР 676626 кл.С 21 D 1/02, 1979. 3.Авторское свидетельство СССР 390163, кл. С 21 D 1/02, 1973 прототип .
ffff/7fltf jff/fife
/yffAV/rfff
