(5) УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ; ОБРАБОТКИ ДВИЖУЩЕГОСЯ ПРОКАТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поверхностной обработки проката | 1981 |
|
SU1002371A1 |
| Устройство для охлаждения движущегося проката | 1981 |
|
SU1013496A1 |
| Устройство для охлаждения движущегося проката | 1985 |
|
SU1294406A1 |
| Способ поверхностной обработки движущегося проката | 1981 |
|
SU1010142A1 |
| Способ поверхностной обработки движущегося проката | 1986 |
|
SU1315072A1 |
| Способ поверхностной обработки движущегося проката | 1981 |
|
SU1142515A1 |
| Устройство для поверхностной обработки проката | 1987 |
|
SU1519810A1 |
| Устройство для газожидкостной обработки проката | 1983 |
|
SU1106562A1 |
| Способ поверхностной обработки движущегося проката | 1988 |
|
SU1588781A1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРУЕМОГО ОХЛАЖДЕНИЯ ПРОКАТА | 2001 |
|
RU2174881C1 |
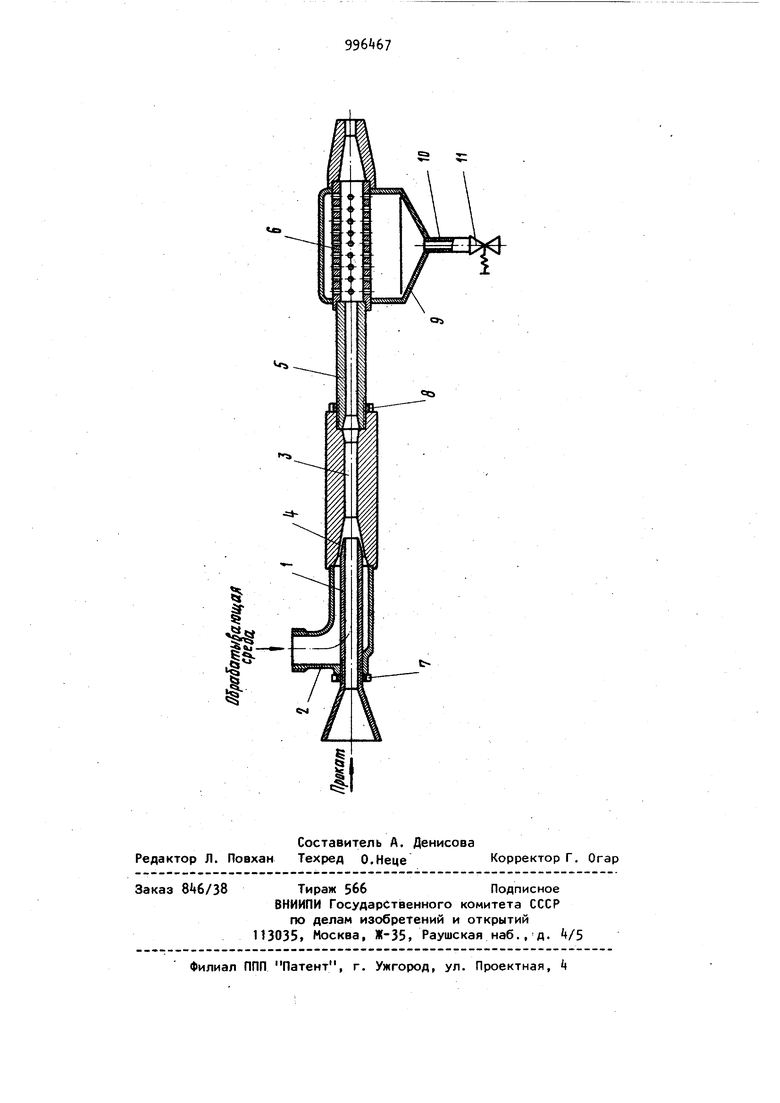
- Г . . Изобретение относится к прокатному производству, конкретнее к пройз- водству катанки и сортового проката на проволочных и сортовых станах, и может быть использовано для ускоренного охлаждения проката и одновре менного нанесения на его поверхность различных защитных покрытий как на действующих, так и на вновь сооружаемых проволочных и сортовых станах ив дальнейшем распространено на ста ны, выпускающие другие виды проката. В настоящее время в прокатном про изводстве применяется ряд Систем и способов ускоренного охлаждения проката. Наибольшее распространение получили способы ускоренного охлаждения проката потоком воды, воздуха, водяными или аэрозольными струями путем погружения проката в резервуары с водой, а также различными комбинация ми этих способов to. Известно устройство для ускоренного охлаждения катанки, которое состоит из выполненных совместно ох- / лаждающей и отсекающей форсунок С2 3, Наиболее близким по своей техни- ; ческой сущности и достигаемому эффекту к предлагаемому является устройство для контролируемого охлаждения катанки фирмы Schloeman, содержащее рабочую камеру, вводную цилиндрическую проводку с конической входной зоной, размещенную своей выходной частью в рабочей камере, ко.торая снабжена патрубком для подвода обрабатывающей среды и перфорированным насадком для ее отвода 3. Недостатком известного способа является низкая эффективность поверхностной обработки проката, связанная с наличием обратных токор и застойных зон в рабочей камере, расположенных вблизи отрабатываемой поверхности, а также связанная со слоевым режимом движения обрабатывающей среды. Кроме того, подсасываемый в устройство воздух приводит к появле нию воздушной подушки между прокатом и средой. Подсос воздуха происходит со стороны входа в устройство за счет эжекционного действия проката, движущегося с высокой скоростью, высокоскоростного истечения обрабатывающей среды через сопло в рабочуи камеру устройства. Застойные зоны, слоевой режим движения и неоднородность обрабатывающей среды ухудшают тепломассообмен в процессе обработки и снижают ее эффективность. Улучшение тепломассообмена в устройстве пытают.ся осуществить увеличением расхода обрабатывающей среды это повышает турбулизацию в целом, о нако не интенсифицирует поверхностны тепловые процессы,, способствует дополнительному подсосу воздуха, требует повышения энергопараметров обра батывающей среды, снижает экономичность обработки. Целью изобретения является повышение эффективности обработки за счет интенсификации тепломассообмена и снижения расхода обрабатывающей среды. Цель достигается тем, что в известном устройстве перфорированный насадок заключен в дополнительную камеру, на отводе из которой установлен клапан-пульсатор. Такое решение позволяет ликвидирощать застойные зоны, разрушить обратные токи и слоевой режим движения обрабатывающего потока, а также раздробить воздушную подушку на по верхности проката за счет турбулиза ции как всего потока, так и турбули зации пограничного с прокатом его слоя. В этом случае возникают силы пульсационного перемешивания, способствующие интенсификации тепломас сообмена и благодаря прерывисто-пул сационному режиму обработки возрастает контактирующая поверхность сред и снижается ее удельный расход. На чертеже изображено устройство продольный разрез. Устройство содержит вводную цилиндрическую проводку 1 с коническо входной зоной и с направляющей цилиндрической частью. Цилиндрическая часть проводки 1 пропущена через патрубок 2 для подв да обрабатывающей среды в рабочую камеру 3. Наружная поверхность выходной части проводки 1 выполнена конической и образует с входным коническим участком рабочей камеры 3 сужающееся кольцевое сопло k. Рабочая камера 3 заканчивается патрубком 5 с перфорированным насадком 6 цилиндрической формы, предназначенным для отвода среды. Проводка 1 и насадок 6 выполнены съемными. Проводка 1 цилиндрической частью соединена резьбой с патрубком 2. Рез бовые соединения зафиксированы и уплотнены с помощью контргаек 7 и 8. Насадок 6 заключен по всей длине в камеру 9 с отводом 10, на котором установлен клапан-пульсатор 11 (например, пневматический). Для усиления эффекта пульсации в устройстве целесообразно устанавливать клапанпульсатор по возможности ближе к камере 9. на расстоянии 5-15 диамет- . ров отвода 10, Устройство работает следующим образом. Горячий прокат после выхода из последней клети стана поступает с высокой скоростью в устройство через вводную проводку 1. Одновременно в устройство через патрубок 2 вводится обрабатывающая среда, в качестве которой могут быть использованы охлаждающая вода, растворы, пар, сжатые газы,их сочетания и др. Обрабатывающая среда, например, вода под давлением эти (практически используемое давление на проволочных станах) подается в рабочую камеру 3 с высокой скоростью после истечения через кольцевое сопло . В- рабочей камере 3 происходит поверхностная обработка проката, например, его охлаждение путем высокоскоростного взаимодействия потока воды с поверхностью горячего проката. После прохождения камеры 3 отработанная среда поступает в перфорированный насадок 6, откуда попадает через отверстия в стенке насадка 6 в камеру 9 а оттуда удаляется через отвод 10 и клапан-пульсатор 11. При включении клапана-пульсатора 11 в устройстве устанавливается прерывисто- пул ьсационный режим обработки за счет периодической смены режима s движения обрабатывающей среды. Непрерывное чере вание скоростного движения потока обрабатывающей среды с внезапным торможением приводит к резкой турбулизации потока. к его поперечному перемещению, а это в свою йчередь, приводит к дроблению обратных токов и воздушной подушки к увеличению peaкциoннoй поверхности обрабатывающей среды,,к возрастанию времени контакта потока с поверхностью обработки, к ликвидации застойных зон, к разрушению пограничного слоя, к повышению степени одно родности среды. Интенсивность обработки зависит от частс ты пульсации потока и его скважности где Т и TO- время, в течение которого соответственно клапан-пульсатор закрыт, и открыт. В предлагаемом техническом решении оптимальная частота пульсации находится в пределах 1-5 Г а скважность потока в пределах 0,252, Установка Клапана-пульсатора I1 на отводящем тракте усиливает эффект пульсации в рабочей камере, поскольку в процессе закрытия клапана прокат находится под действием полного напо ра обрабатывающей среды, снижает отрицательное действие подсасываемого воздуха, улучшает удаление окалины и солевых отложений из устройства, при этом повышает степень их дробления. Установка клапана-пульсатора 1I на расстоянии менее 5 диаметров отвоЬа 10 усложняет его монтаж, обслужива ние, приводит к неравнбмерности отражающего сигнала по длине камеры 9. ydTaHOBKa клапана-пульсатора 11 . на расстоянии более 15 диаметров отвода 1О приводит к затуханию пульсации к ухудшению дробления загрязнений в отработавшей среде. Реализация предлагаемого Изобретения позволяет значительно повысить эффективность поверхностной обработки движущегося горячего проката пуТем интенсификации тепломассоЬбменных процессов в устройстве и снижения расхода обрабатывающей среды, что, в свою очередь, приводит к сокращению окалинЬобразования, улучшению рав номерности структуры обработанного металла и повышению экономичности обработки. . Внедрение данного устройства предлагается осуществить на одном из современных проволочных станов с производительностью до 500 тыс. т.проката в год. Уменьшение количества окалины на поверхности катанки сокращает потери металла и снижает расходы на травление в метизных цехах. Более равномерная структура канатной катанки увеличивает выход канатов марки В на сталепроволочно-канатных заводах. Предполагаемый эффект от внедрения данного изобретения составляет экономический эффект не менее 250 тыс. руб, в год. Формула изобретения Устройство для поверхностной об- . работки движущегося проката, преиму-, щественно для ускоренного охлаждения, содержащее рабочую камеру, вводную цилиндрическую проводку с конической входной зоной, размещенную, своей выходной частью в рабочей камере, которая имеет патрубок для подвида обрабатывающей среды и перфорированный насадок для ее отвода, о т л и ч а ющ е е с я тем, что, с целью повышения эффективности обработки за счет интенсификации тепломассообмена и снижения расхода обрабатывающей среды, устройство снабжено дополнительной камерой с патрубком для отвода среды, на котором установлен клапанпульсатор, при этом перфорированный насадок размещен в этой камере. Источники информации, принятые во внимание при экспертизе 1.Дрозд В.Г., Лямин Т.Н., Хорьков В.Б. Оборудование и процессы для ускоренного охлаждения проката. Металлургическое оборудование. Обзор. М., НИИЙНфОРМТЯЖМАШ, 1977, 1-77-32. 2.Бочков Н.Г. и др. Освоение производства канатной катанки класса ВК. - Сталь, 1977, lf11,c. 1026, рис. 1. 3.Прокатка и прокатное оборудование. Экспресс-информация ВИНИТИ, 1971. Vf 16, с. 6, рис. 3 (прототип).
