Известны устройства для автоматического регулирования рож;1мов обработки на электроимпульсны.х станках. Однако такие устройства не обеспечивают плавного перехода с одного режима обработки на другой.
В описываемом устройстве для плавного перехода с одного режима на другой применены плоские потенциометры, которыми задается программа работы в виде функции скорости перемещения электрода от тока в рабочем контуре.
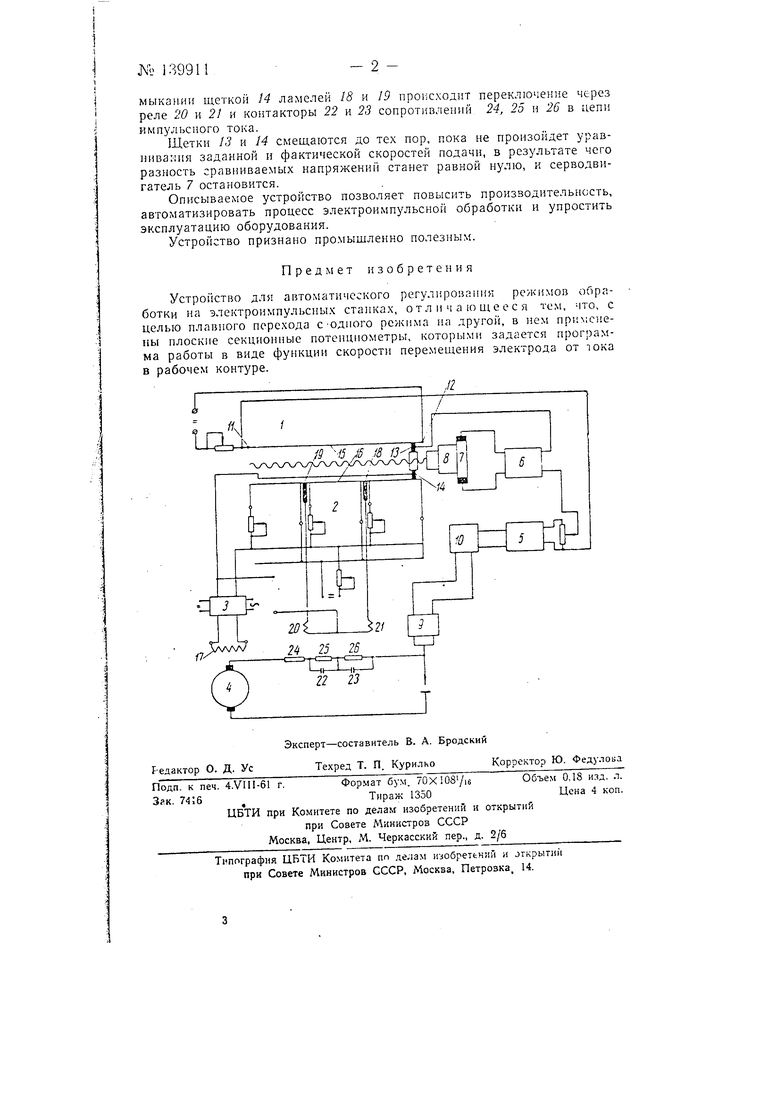
На чертеже изображена схема устройства.
Устройство для автоматического регулирования режимов обработки электроимпульсных станков состоит из плоского потенциометр; /, отображающего функцию скорости, плоского секционного потенц ометра 2, отображающего функцию тока, дроссельного магнитного усилителя 3, генератора 4 импульсов, усилителей 5 и 6, серводвигателя 7 и редуктора 8.
В начале обработки устройство настроено на минимальный режим. Затем в процессе обработки изменяется фактическое знамение скорости подачи электрода 9, соответственно которому датчик 10 выр ;батывает напряжение, усиливаемое в усилителе 5 и подаваемое навс-;речу напряжению, снимаемому с участка между точкам П и 2 потенциометра } и пропорциональному заданной скорости подачи. По .мере углубления электрода 9 в металл обрабатываемого изделия фактическая скорость подачи падает, вследствие чего уменьыкНт я напряжение на выходе усилителя 5 и возрастает р.-щ-.ость cp; iu U;uioMhi напряжении, которая, будучи усилена п уси.читело 6, ирпнодит н движение серводвигатель 7. Последний через редуктор Л смени;ет лекгр1чески .изолированные щетки 13 и 14, иервая из которых скользит по контактной поверхности 15 потенциометра У, а вторая - по контактной поверхности 16 потеициометра 2. Одновременно с перемещением щеток /. и 14 дроссельный магнитный усилитель 3 увеличивает ток, ьротокаюни|й оГ)Мптке 17 ьозбуж.чония roHop:vt4iii;i / имиу.илчш. п ;ia