Изобретение относится к химическому машиностроению, в частности к откидным экструзионным головкам для получения каучуковых или пластмассовых плоских профилей.
Цель изобретения - экономия материала и облегчение замены смесей в экструзионной головке.
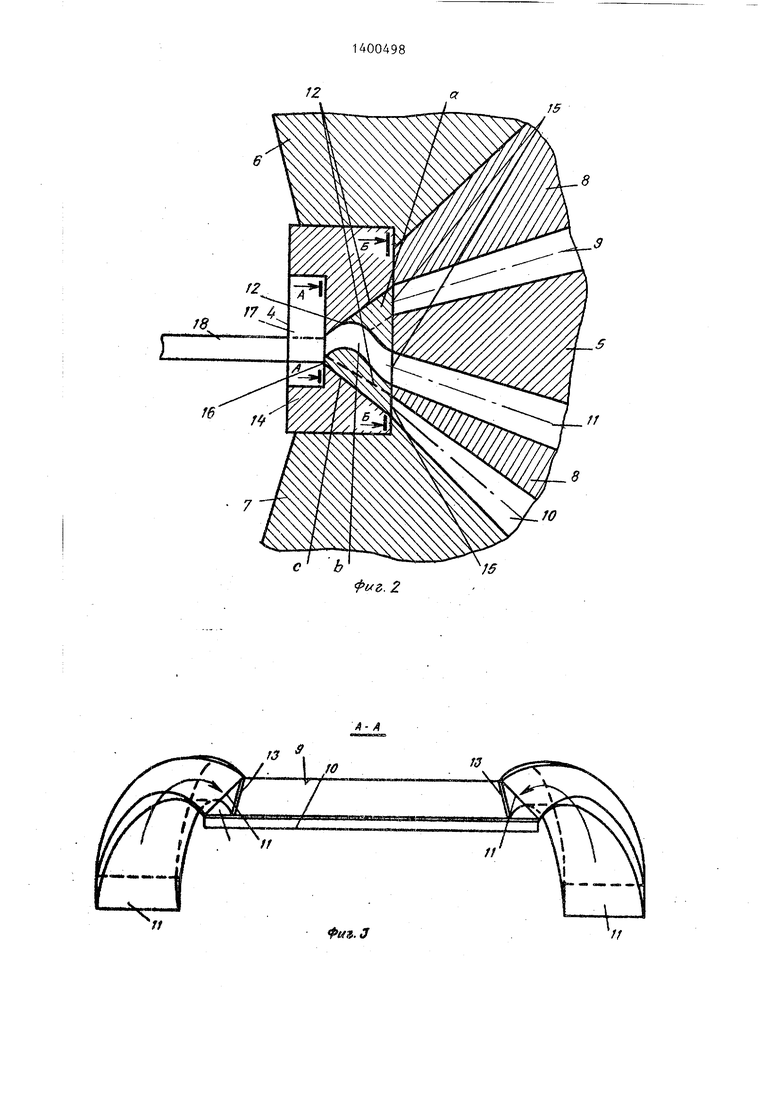
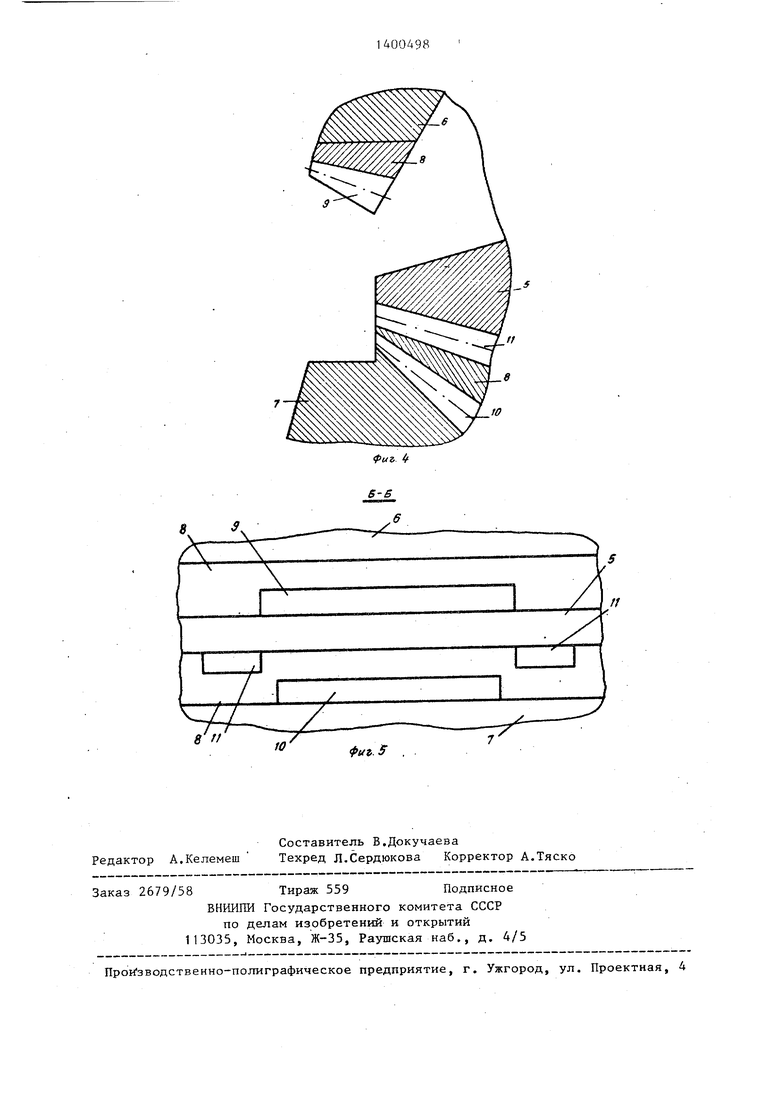
На фиг. 1 изображена установка с откидной экструзионной головкой, продольный разрез; на фиг, 2 - откидная экструзионная головка с начальным и концевым шаблонами и участками питающих каналов для смеси боковых полосок в начальном шаблоне, выполненными в направлении к выходному отверстию корпуса в откидной нижней детали продольное сечение; на фиг. 3 разрез А - А на фиг. 2 (питающие каналы); на фиг. 4 - откидная экструзионная головка .2 без начального и концевот о шаблонов и откинутой верхней деталью,продольное сечение; на фиг. 5 - разрез Б - Б на фиг. 2.
Откидная экструзионная головка содержит корпус 1 с входным отверстием 2 для сообщения с расположенными рядом один над другим в вертикальном направлении экструдеров 3 и выходным отверстием 4. Корпус 1 выполнен в
виде неподвижной средней детали 5 и откидных верхней 6 и нижней 7 дета лей. Между ними установлены вставки 8 с выполненными в них питающими каналами 9-11 с верхней 12 и двумя . боковыми сторонами и боковыми продол: ными КТромками 13 для смесей протектора покрышки, н-ижней резины, боковых полосок соответственно. Во входном отверстии 2 корпуса 1 с возможностью замены размещен начальный шаблон 14
питающих каналов 9, 10 и 11 с входными 15 и выходными 16 сечениями. В выходном отверстии 4 корпуса 1 размещен концевой шаблон 17 для формирования наружных контуров плоского профиля. Участки в питающих каналов 11 для смеси боковых полосок в начальном шаблоне 14 выполнены в направлении к выходному отверстию 4 корпуса 1 в откидной нижней детали 7 для размещения их под участком а питающего канала 9 для смеси протектора покрышки в направлении к выходному отверстию 4 корпуса 1 по обеим боковым сторонам а питающего канала
9 для смеси протектора покрышки к верхней стороне 12 участка а питающего канала 9 для смеси протектора покрышки и их выходные сечения 16 размещены на боковых продольных кромках 13 участка а питающего канала 9 п,ля смеси протектора покрышки.
I
Откидная экструзионная головка работает следующим образом.
Три различных смеси, а именно: смесь протектора покрышки из высоко- стойкого к истиранию материала, смесь нижней резины из более мягкого материала и смесь боковых полосок из очень сволачиваемого материала для изготовления прбтектора покрьш1ки автомобильных шин из экструдеров 3 через входное отверстие 2 корпуса 1 поступают в питающие каналы 9, 10 и 11 соответственно откидной экструзионной головки. Затем эти смеси через входные сечения 15 поступают на участки
0
5
0
5
0
5
а, сив питающих каналов 9,10 и 11 соответственно начального шаблона 14. Смеси боковых полосок подходят снизу к участку а питающего канала 9 для смеси протектора покрышки и к продольным боковым кромкам 13. Далее эти смеси через выходные сечения 16 попадают в концевой шаблон 17 для формирования наружных контуров плоского профиля 18. Благодаря тому, что участки в питающих каналов 11 для-смеси боковых полосок в начальном шаблоне 14 выполнены в направлении к выходному отверстию 4 корпуса 1 в откидной нижней детали 7 для размещения их под участком а питающего канала 9 для смеси протектора покрышки по обеим его сторонам, в направлении к верхней стороне 12 этого участка а, во- первых, имеется возможность доступа к питающему каналу 9 для смеси протектора покрышки и возможность его чистки без проникновения воздуха в питающие каналы 10 и 11; во -вторых, обвод питающих каналов 11 для смеси боковых полосок является очень коротким и, как следствие, примерно одинаковые скорости течения смесей в питаюших каналах 9, 10, 11, смесь боковых полосок лучше прилегает к боковым продольным кромкам 13 протектора покрышки, улучшается адгезия смеси боковых полосок со смесью протектора покрьшки.
Формула изобрети ПИЯ
Откидная экструзионная головка для получения каучуковых или пластмассовых плоских профилей, содержащая корпус с входным отверстием для сообщения с располол енными рядом один над другим в вертикальном направлении эк- струдерами и выходным отверстием, при чем корпус выполнен в виде неподвижной средней детали и откидных верхней и нижней деталей с установленными между ними вставками с выполненными в них питающими каналами с верхней и двумя боковыми сторонами и боковыми продольными 1 ромками для смесей протектора покрьшки, нижней резины, боковых полосок соответственно, с размещенным во входном отверстии корпуса с возможностью замены начальным шаблоном с участками питающих каналов с входными и выходными сечениями и размещенным в выходном отверстии корпуса концевым шаблоном для формирования наружных контуров плоского про- филя, отличающаяся тем, что, с делью экономии материала и облегчения замены смесей в экструзион- ной головке, участки питающих каналов для смеси боковых полосок в начальном шаблоне выполнены в направле- НИИ к выходному отверстию корпуса в откидной нижней детали для размещения их под участком питающего канала для смес« протектора покрышки в направлении к выходному отверстию корпуса по обеим боковым сторонам участка питающего канала для смеси протектора покрьш1ки к верхней стороне участка питающего канала для смеси протектора покрьш1ки и их выходные сечения размещены на боковых продольных кромках участка питающего канала для смеси протектора покрьш1ки.

Изобретение относится к химическому машиностроению, в частности к откидным экструзионным головкам для получения каучуковых или пластмассовых плоских профилей. Цель изобретения. - экономия материала и облегчение замены смесей в экструзион- ной головке. Для этого она содержит корпус с входным отверстием для сообщения с рядом экструдеров и выходным отверстием. Корпус выполнен в виде неподвижной средней детали и откидных верхней и нижней деталей. Между ними установлены вставки. В них выполнены питающие каналы с верхними и двумя боковыми сторонами для смеси протектора, нижней резины и боковых полосок. Во входном отверстии корпуса размещен начальный шаблон с участками питающих каналов с входными и выходными сечениями. Начальный шаблон установлен с возможностью замены. В выходном отверстии корпуса размещен кольцевой шаблон для формирования наружных контуров плоского профиля. Участки питающих каналов для смеси боковых полосок в начальном шаблоне выполнены в направлении к выходному отверстию в откид ной нижней детали. Они размещены под участком питающего канала для смеси протектора -покрьппки, по обеим его сторонам, в направлении к его верхней стороне. Их выходные сечения размещены на боковых пpoд oльныx кромках участка питающего канала для смеси протектора покрышки. Все смеси поступают через входное отверстие корпуса в соответствующие питающие каналы головки. Затем через входные сечения они поступают на участки питающих каналов начального шаблона. Смеси боковых полосок подходят к смеси протектора и к продольным боковым кромкам снизу. Затем все смеси через выходные сечения попадают в концевой шаблон для формирования наружных контуров плоского профиля. 5 ил. § О) 4 СО оо ы
6
Фа.1
Фа.З
J5
8
//
Л
J
J
/
8 fl
5
П
т
фиг. S
| Головка червячного пресса для изготовления плоских профилей из различных резиносинтетических смесей | 1983 |
|
SU1166666A3 |
| Солесос | 1922 |
|
SU29A1 |
| Солесос | 1922 |
|
SU29A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
| . | |||
