J S
4
О
о
ел
OJ
Изобретение относится к машине- строению, в частности к изготовлению многослойных стальных труб большого диаметра, предназначенных для работы При высоком давлении и о беспечизающих УСТОЙЧИВОСТЬ против сероводородной коррозии и замедление распространения трещин5 при использовании недорогих материалов о
Целью изобретения является упро- Шейке изготовления и повьшение каче- 4тва труб,
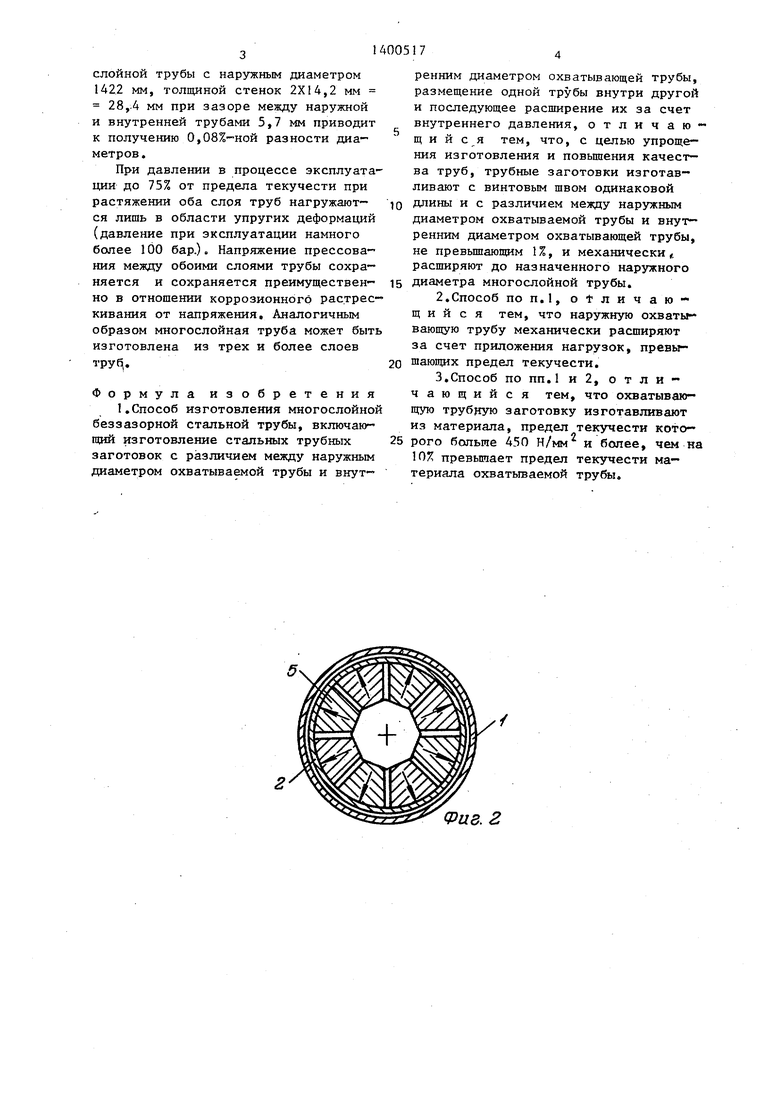
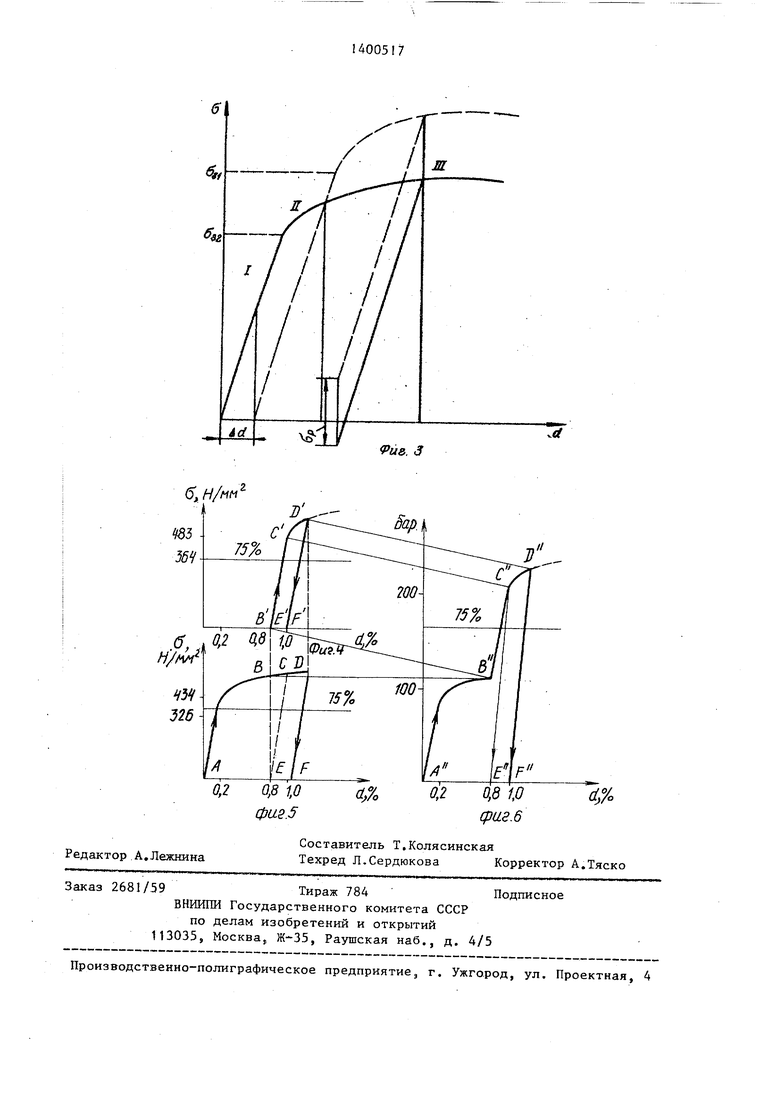
: На фигЛ изображен механический 1|асширитель труб; на фиг,2 головка асширителя поперечное сечение; на фигвЗ - диаграмма напряжение- растяже- ikne, общий вид; на фиг,4 - диаграмма { апряжение-растяжение отдельно для а-ружной трубы; на фиг, 5 - то-же, .фтдельно для внутренней трубы; на фиг„б - то же, для многослойной трубы.
Способ осуществляют следзтощим Образома
Совместное расширение наружной 1 И внутренней 2 труб, представляющих |$обой стальные трубные заготовки оди 1 аковой длины с винтовым швом и раз- Личием между наружным диаметром охва ываемой трубы-и внутренним диамет- охватывающей трубы, осуществляют |1еханическим; расширителем. С помощью фпорной трубы 3 расширитель, направ- яемьй на роликах 4, поэтапно продви- Дается вперед во внутренней трубе 2 4 соответствии с длиной прессовых г олодок 5, В нижней части фиг.1 Изображено втянутое положение прессовых колодок 5, которые сдвигаются радиально через натяжные клинья 6 и tягy 7 во время продвижения расшири Теля, В верхней части фиг, показа- йо, как происходит расширение: внутренняя труба 2 расширяется до тех Лор, пока ее наружная поверхность не будет прилегать к внутренней поверх- ности наружной трубы Т, затем обе tpyбы совместно расширяются до предварительно назначенного наружного диаметра многослойной трубы 8, Во время расширения внутренней трубы 2 Прессовые колодки 5 оказывают равномерное давление на стенку трубы
Качественное прохождение процесса расширения при изготовлении двухслойной трубы из внутренней трубы с меньшим по сравнению с наружной трубой пределом текучести при растяжении
5 0
5
0 г
0
5
0
5
показано на фиг.З на диаграмме напряжение-растяжение. Напряжение 6 нанесено в зависимости от растяжения dj т.е. изменения диаметра отдельных труб и многослойной трубы. Внутренняя труба механически расширяется (сплошная линия) от своего исходного диаметра сначала упруго до тех пор, пока в точке I ее наружный диаметр не достигнет внутреннего диаметра наружной трубы; разница диаметров dd оказывается перекрытой. Затем обе трубы расширяются совместно. При диаметре, соответствующем точке 11, внутренняя труба уже растягивается пластически, а напряжение в наружной трубе становится больше, чем напряжение во внутренней трубе. При дальнейшем растяжении до предварительно назначенного конечного диаметра многослойной трубы Сточка Hi) наружная труба также нагружается до перехода в область пластических деформаций. По завершении расширения нагрузка с многослойной трубы снимается; диаметр обеих труб уменьшается на постоянную величину, В наружном слое (наружная труба) сохраняется напряжение растяжения, во внутреннем слое (внутренняя труба) - напряжение сжатия Разность напряжений (напряжение прессования 6р) обеспечивает длительное соединение,слоев трубы, При расширении наружной трубы до перехода в область пластических деформаций напряжение прессования, т,е, надежность в отношении разделения обоих слоев трубы, больше, чем при нагружении наружной трубы до величины, приближающейся к пределу текучести при растяжении.
На фиг,4 и 5 изображены соответственно диаграммы напряжение-растяжение отдельно для наружной трубы, вьтол- ненной из материала с пределом текучести при растяжении 485 Н/мм , и внутренней трубы, выполненной из материала с пределом текучести при растяжении 434 Н/мм , При давлении в про- пр-оцессе эксплуатации в отдельной наружной трубе, равном 75% от предела- текучести при растяжении C3fi4 Н/мм ) 5 напряжение во внутренней трубе было бы уже недопустимо вьше ее 75%-ной величины от предела текучести при растяжении (326 Н/мм ), Перенос условий на диаграмму давление-растяжение (фиг,6) для много-
слойной трубы с наружным диаметром 1А22 мм, толщиной стенок 2X14,2 мм 28,.4 мм при зазоре между наружной и внутренней трубами 5,7 мм приводит к получению 0,08%-ной разности диаметров.
При давлении в процессе эксплуатации до 75% от предела текучести при растяжении оба слоя труб нагружают- ся лишь в области упругих деформаций (давление при эксплуатации намного более 100 бар.). Напряжение прессования между обоими слоями трубы сохраняется и сохраняется преимуществен- но в отношении коррозионного растрескивания от напряжения. Аналогичным образом многослойная труба может быть изготовлена из трех и более слоев труЕ5|,
Формула изобретения
1.Способ изготовления многослойной беззазорной стальной трубы, включающий изготовление стальных трубных заготовок с различием между наружным диаметром охватываемой трубы и внутренним диаметром охватывающей трубы, размещение одной трубы внутри другой и последующее расширение их за счет внутреннего давления, отличающийся тем, что, с целью упрощения изготовления и повьшения качества труб, трубные заготовки изготавливают с винтовым ЩБОМ одинаковой длины и с различием между наружным диаметром охватываемой трубы и внутренним диаметром охватывающей трубы, не превьш1ающим 1%, и механически,, расширяют до назначенного наружного диаметра многослойной трубы.
2.Способ ПОП.1, офличаю- щ и и с я тем, что наружную охватывающую трубу механически расширяют за счет приложения нагрузок, превышающих предел текучести.
3.Способ ПОПП.1 и 2, отличающийся тем, что охватывающую трубную заготовку изготавливают из материала, предел текучести которого больгае 450 Н/мм и более, чем н 10% превышает предел текучести материала охватываемой трубы.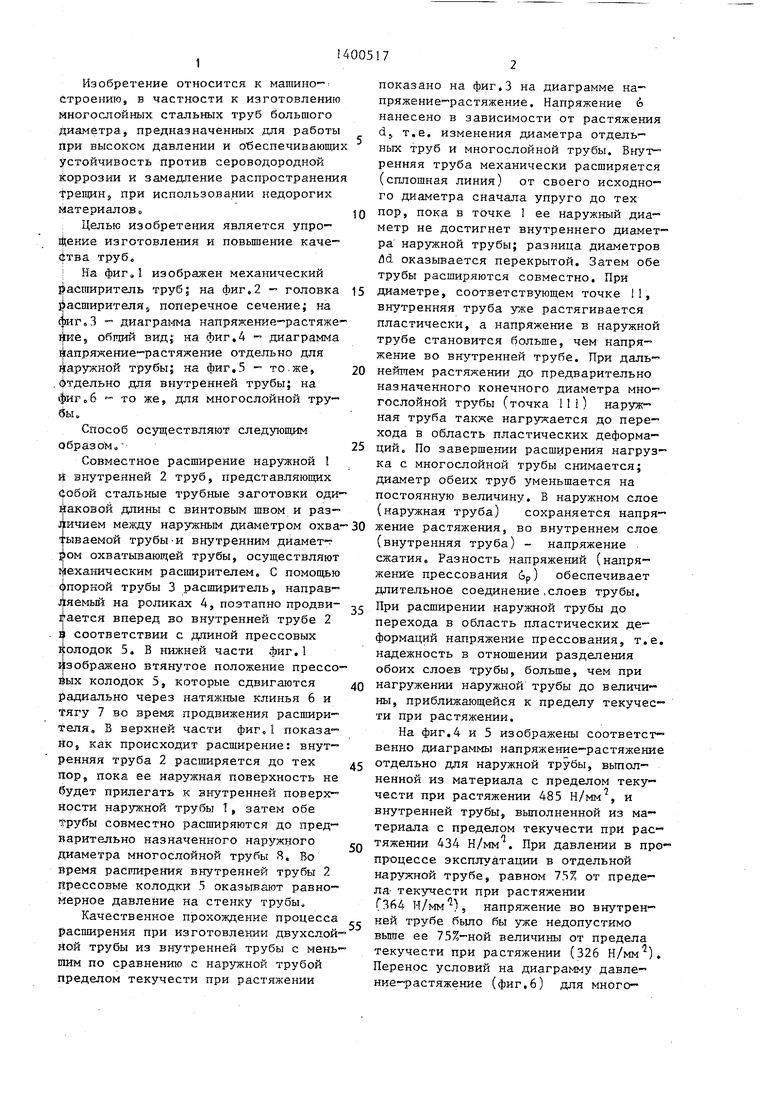
Изобретение относится к машиностроению, в частности к изготовлению многослойных стальных труб из трубных заготовок с винтовым швом, одинаковой длины и с различием между наружным диаметром охватываемой трубы и внутренним диаметром охватывающей трубы. Цель изобретения - упрощение изготовления и повышение качества труб. Трубные заготовки 1, 2 вставляют одна в другзпо и механически расширяют расши рителем, содержащим прессовые колодки 5, перемещаемые радиально через натяжные клинья 6 и тягу 7 во время продвижения расширителя. После снятия нагрузки в наружном слое многослойной трубы сохраняется напряжение растяжения, а во, внутреннем - напряжение сжатия, что противодействует коррозионному растрескиванию. 2 з.п. , 6 ил. i со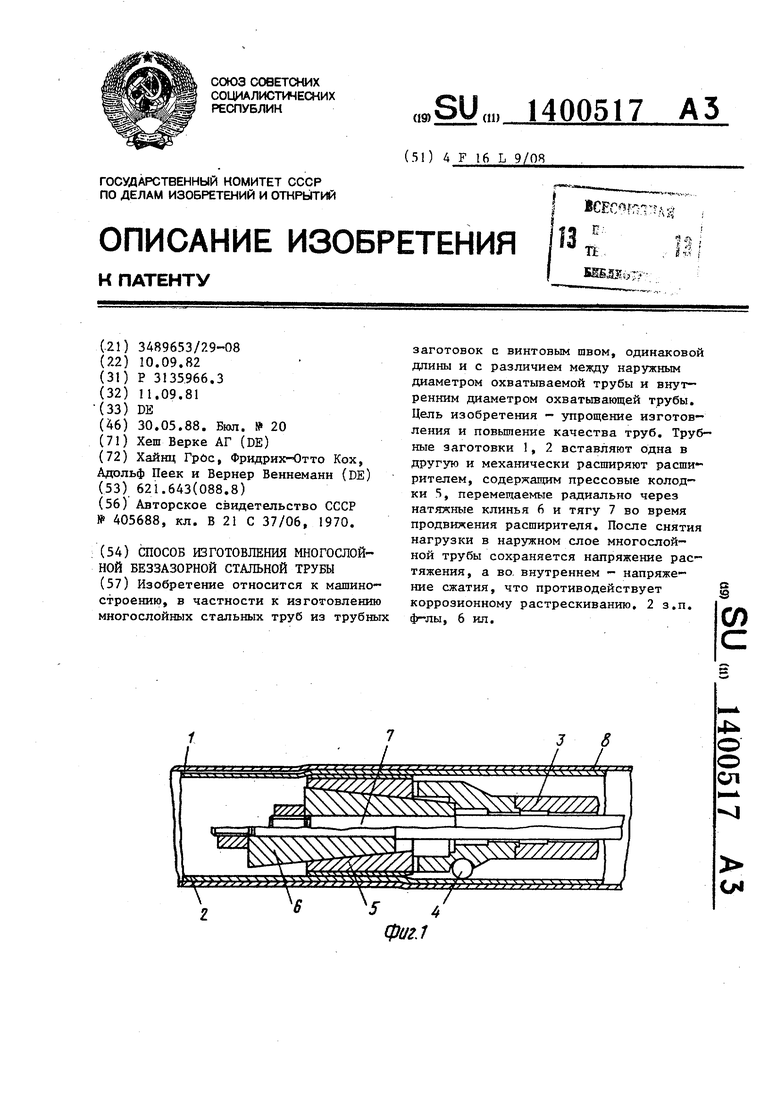
ФЦ8. 2
Pus. 3
////iV
0,2 0,8 1,0 фи.5.5
а;/о 0,2 0,81,0 (раг.6
Составитель Т.Колясинская
Техред Л.Сердюкова
Корре
D
(i,%
Корректор А.Тяско
| 0 |
|
SU405688A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
