(54) УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ ИЗ РУЛОННОЙ ПОЛОСЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойных спиральношовных труб и устройство для его осуществления | 1978 |
|
SU902654A3 |
| Способ изготовления профилей из низколегированных дисперсионнотвердеющих сталей | 1979 |
|
SU1087078A3 |
| Установка для изготовления сварных труб со спиральным швом | 1973 |
|
SU496705A3 |
| Способ изготовления многослойной беззазорной стальной трубы | 1982 |
|
SU1400517A3 |
| Устройство для изготовления спиральношовных труб из металлической полосы | 1984 |
|
SU1281161A3 |
| Способ изготовления сварных труб из ленты и установка для его осуществления | 1987 |
|
SU1718714A3 |
| Агрегат для изготовления сварных труб из узких полос | 1982 |
|
SU1112633A1 |
| Устройство для маркировки дефектов на поверхности быстродвижущихся листов и полос | 1979 |
|
SU1135428A3 |
| Трубосварочный стан для производства труб в бухтах | 1979 |
|
SU990363A1 |
| Устройство для автоматического слежения за свариваемым стыком | 1977 |
|
SU1181524A3 |
Изобретение относится к области производства сварных труб.
Известна установка для изготовления сварных труб из рулонной полосы, содержащая пинию подготовки полосы, выполненную в виде двух ветвей, в каждЬй из которых установлена стыкосварочная машина, и поворотного устройства, размещенного между ветвями, а также формовочно-сварО1 ный стан 1.
Недостатком известной установки является неудобство обслуживания вследствие того, что обе ветви линии подготовки полосы расположены в одной вертикальной плоскости.
Целью изобретения является повышение удобства обслуживания.
Эта цель достигается тем, что в предлагаемой установке обе ветви линии подготовки полосы расположены в одной горизонтальной плоскости и снабжены последовательно установленными корпусами с парами роликов, оси которых последовательно развернуты относетельно оси прокатки от 0° до 90° в первой по ходу прокатки ветви и от 90° до 180° во второй ветви а поворотное устройство снабжено накопителем
полосы, при этом в каждой ветви корпусы с роликами размещены между стыкосварочной машиной и noBopOTiibitvi усту ойством, а пары роликов, установленные перед поворотным устройсгвом и второй по ходу прокатки стыкосварочной .5ашиной, снабжены приводами.
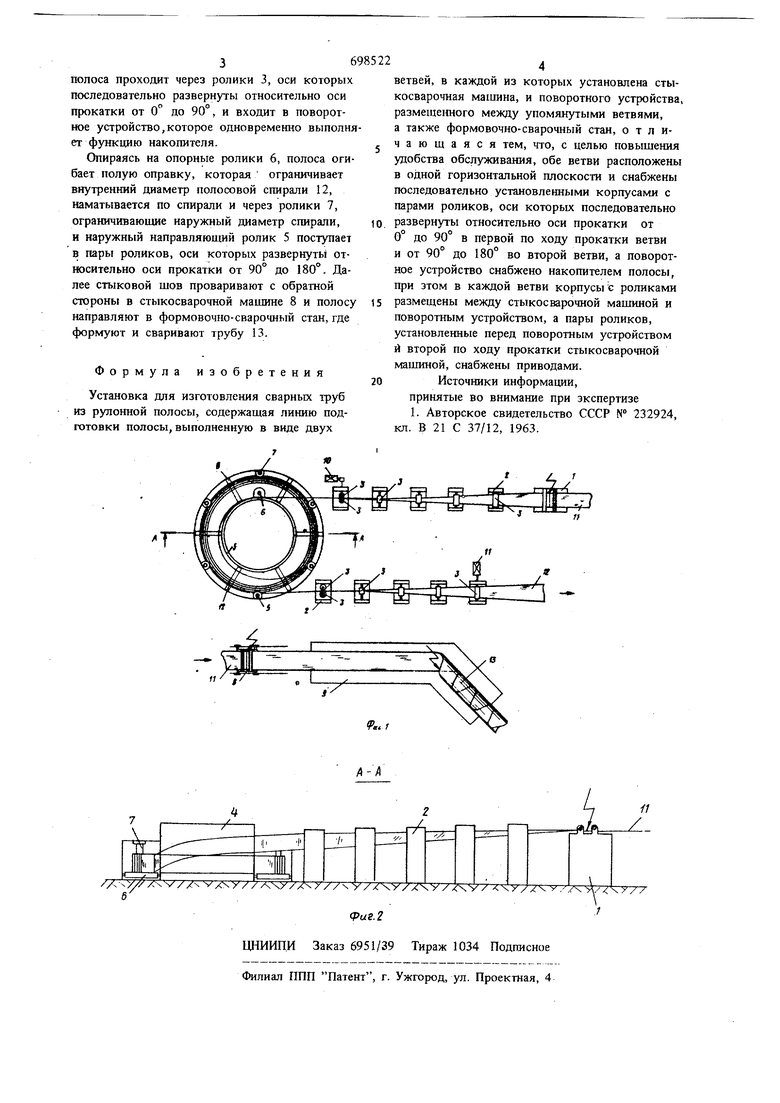
На фиг. 1 изображена предлагаемая установка, общий вид: на фиг. 2 - разрез А-А фиг. 1.
Установка дан изготовления сварных содержит стыкосварочн ю маишну 1, корпусы 2 с парами роликов 3, поворотное устройство, выполненное в виде полой оправки 4, направляющих роликов 5, опорных роликов 6 н нар жных роликов 7, стыкосварочную мапшну 8 и формовочно-сварочный стан 9. Jlapbi роликов, установленные перед поворотным устройством и второй по ходу прокатки стыкосварочной машиной, снабжены приводами 10.
Полоса 11с разматывателя (на чертеже Зсловно не показан) подается в стыкосварочную машину 1, где задний торец предыдущей полосы и передний торец последуюи1ей полосы стыкуются и свариваются. Далее бесконечная 36 полоса проходит через ролики 3, оси которых последовательно развернуты относительно оси прокатки от о до 90°, и входит в поворотное устройство, которое одновременно выполня ет функцию накопителя. Опираясь на опорные ролики 6, полоса огибает полую оправку, которая ограничивает внутренний диаметр полосовой спирали 12, наматывается по спирали и через ролики 7, ограничивающие наружный диаметр спирали, и наружный направляющий ролик 5 поступает в пары роликов, оси которых развернуть относительно оси прокатки от 90° до 180°. Далее стыковой шов проваривают с обратной стороны в стыкосварочной машине 8 и полосу направляют в формовочпо-сварочный стан, где формуют и сваривают трубу 13. Формула изобретения Установка для изготовления сварных труб из рулонной полосы, содержащая линию подготовки полосы, выполненную в виде двух ветвей, в каждой из которых установлена стыкосварочная машина, и поворотного устройства, размещетого между упомянутыми ветвями, а также формовочно-сварочный стан, отличающаяся тем, что, с целью повышения удобства обслуживания, обе ветви расположены в одной горизонтальной плоскости и снабжены последовательно установленными корпусами с парами роликов, оси которых последовательно развернуты относительно оси прокатки от 0° до 90° в первой по ходу прокатки ветви и от 90 до ISO во второй ветви, а поворотное устройство снабжено накопителем полосы, при этом в каждой ветви корпусы с роликами размещены между стыкосварочной машиной и поворотным устройством, а пары роликов, установленные перед поворотным устройством и второй по ходу прокатки стыкосварючной машиной, снабжены приводами. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 232924, кл. В 21 С 37/12, 1963.
