ю
со
i Изобретение относится к силоизмери- те дьной технике и может быть использовано при разработке технологии сборки резьбо- Bfcjix соединений.
I Цель изобретения - повышение устой- вости резьбового соединения к самоотвин- ванию в процессе эксплуатации.
На фиг. 1 представлен график функ- юнальной зависимости величины парамет- демпфирования от величины параметра
тяжки для резьбовых соединений с раз- 1ЧНЫМИ средствами стопорения; на фиг. 2,- ема устройства для реализации предла- емого способа. Сущность способа определения нормиронного значения параметра затяжки заклю- ется в том, что для образца резьбового единения проводят серию экспериментов,
ждый из которых включает затяжку об- р зца, возбуждение в нем вибрационных колебаний и измерение их амплитудно-час- тэтных характеристик в области основного резонанса, при этом находят функциональную зависимость величины параметра демп- d иpoвaния от величины параметра затяжки, о которой устанавливают нормированное для езьбового соединения значение параметра атяжки, соответствующее максимальному начению параметра демпфирования.
Кроме того, функциональную зависимость (еличины параметра демпфирования от ветчины параметра затяжки находят при юздействии на образец резьбового соеди- 1ения факторов, имитирующих условие экс- шуатации резьбового соединения.
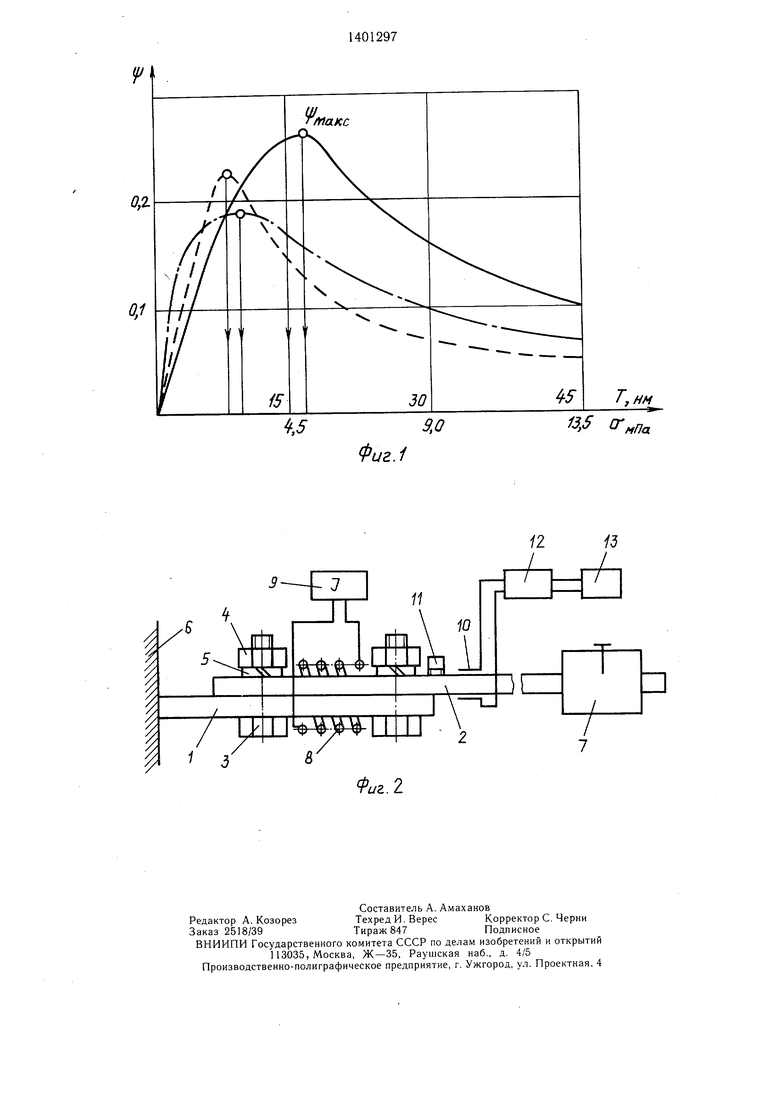
Устройство для реализации способа содержит образец исследуемого резьбового сое- хинения, включающего в себя скрепляемые ластины 1 и 2, болты 3, гайки 4 и средства стопорения (стопорные щайбы). При этом ластина 1 жестко закреплена в основании 6, на пластине 2 установлена дополнительная масса 7.
j Устройство снабжено средствами для поддержания заданной температуры об- 1разца, которые могут содержать холодиль- |ные или нагревательные элементы 8, свя- |занные с соответствующими источниками 9. : Для регистрации колебаний на пласти- :не 2 установлены вибродатчики 10 и 11. При этом вибродатчик 10 выполнен в виде тензо- резисторов, соединенных, например, по полумостовой схеме и через усилитель 12 под- ; ключенных к щлейфовому осциллографу 13. Вибродатчик 11 выполнен в виде пьезоаксе- : лерометра.
Предлагаемый способ определения норми- ; рованного значения параметра затяжки резь- ; бового соединения реализуют следующим образом.
Предварительно для образца данного типа резьбового соединения из серии экспе
5
5
0
риментов находят функциональную зависимость величины параметра демпфирования от величины параметра затяжки, для чего затягивают образец резьбового соединения до известного значения параметра затяжки (момент затяжки Т или давления в стыке б); возбуждают в образце колебания в области механического резонанса, для чего пластину 2 с дополнительной массой 7 деформируют на некоторый угол .и резко снимают нагрузку или устанавливают основание б устройства на платформу вибростенда; с помощью вибродатчиков 10 или 11 снимают амплитудно-частотные характеристики и по ним находят значение параметра демпфирования, соответствующее известному значению параметра затяжки; дискретно изменяя величину затяжки в рабочем диапазоне и определяя для каждого из значений параметра затяжки соответствующее значение параметра демпфирования, находят искомую функциональную зависимость (фиг. 1).
По найденной функциональной зависимости находят значение параметра затяжки, соответствующее максимальному значению параметра демпфирования, которое устанавливают в качестве нормированного значения параметра затяжки для данного типа резьбового соединения.
30
Формула изобретения
5
1.Способ определения нормированного значения параметра затяжки резьбового соединения, заключающийся в том, что нормированное значение параметра затяжки устанавливают по параметрам резьбового соединения, отличающийся тем, что, с целью повыщения устойчивости резьбового соединения к самоотвинчиванию в процессе эксплуатации, для образца резьбового соединения проводят серию экспериментов, каж0 дый из которых включает затяжку образца, возбуждение в нем вибрационных колебаний и измерение их амплитудно-частотных характеристик в области основного резонанса, находят функциональную зависимость вели, чины параметра демпфирования от величины параметра затяжки, по которой устанавливают нормированное для резьбового соединения значение параметра затяжки, соответствующее максимальному значению параметра демпфирования.
2.Способ по п. 1, отличающийся тем, что функциональную зависимость величины параметра демпфирования от величины параметра затяжки находят при воздействии на образец резьбового соединения факторов, имитирующих условия эксплуатации
5 резьбового соединения.
0
О мПс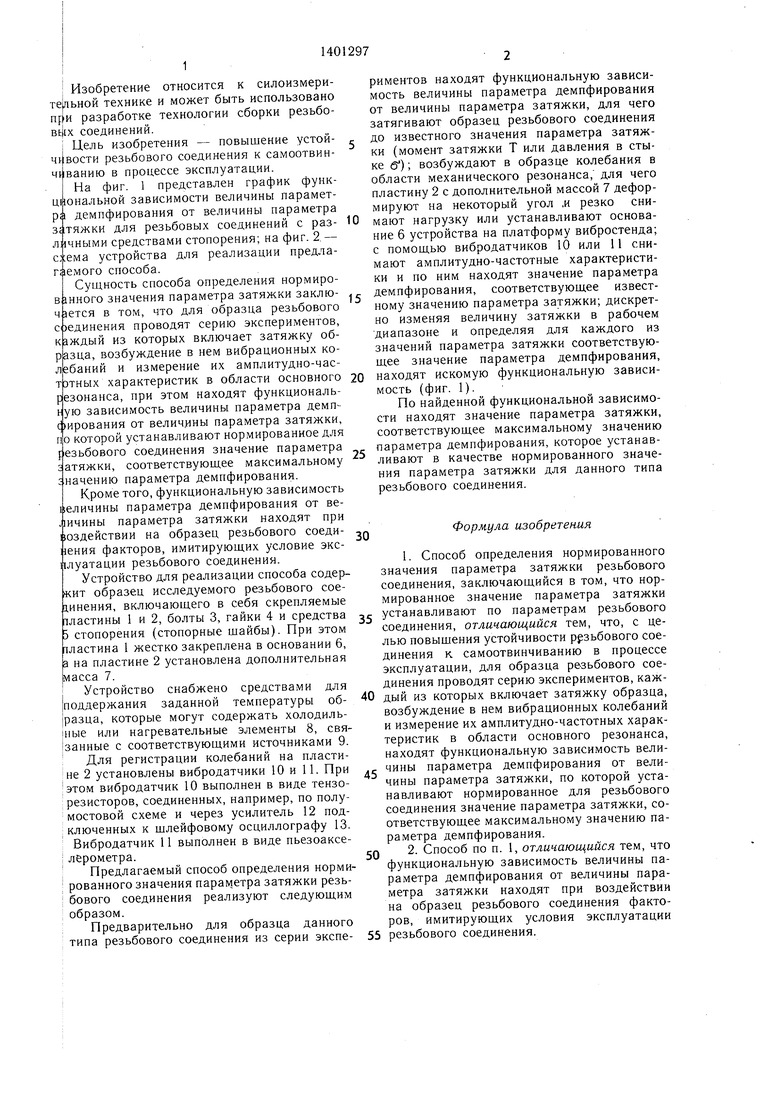
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения параметров затяжки резьбовых соединений | 1985 |
|
SU1328697A1 |
| Способ определения параметров затяжки резьбовых соединений | 1985 |
|
SU1323877A1 |
| СПОСОБ СБОРКИ РЕЗЬБОВОГО СОЕДИНЕНИЯ | 2011 |
|
RU2502591C2 |
| Способ определения параметров затяжки резьбовых соединений | 1985 |
|
SU1522055A1 |
| Способ определения обобщенных параметров колебаний конструкций по частотным характеристикам | 2020 |
|
RU2758152C1 |
| Способ испытания полимерных композиционных материалов на сопротивление повреждению при ударном воздействии | 2020 |
|
RU2730055C1 |
| Устройство для возбуждения автоколебаний испытуемых образцов | 1980 |
|
SU896456A1 |
| СПОСОБ ВЫБОРА РЕЗЬБОВЫХ СОЕДИНЕНИЙ С ОПТИМАЛЬНЫМИ ДЕМПФИРУЮЩИМИ ХАРАКТЕРИСТИКАМИ | 2011 |
|
RU2482455C1 |
| Способ диагностики технологических процессов в суперкавитационных аппаратах | 1991 |
|
SU1826056A1 |
| Способ определения параметров собственных тонов колебаний конструкций в резонансных испытаниях | 2017 |
|
RU2658125C1 |
Изобретение относится к силоизмери- тельной технике и позволяет повысить устойчивость резьбового соединения к самоот- винчиванию в процессе эксплуатации. Проводят серию экспериментов для образца резьбового соединения, из которых находят функциональную зависимость величины пара.метра демпфирования от величины параметра затяжки. В каждом эксперименте в образце, затянутом до известного значения параметра затяжки, возбуждают вибрационные колебания, амплитудно- частотные характеристики которых измеряют в области основного резонанса. Значение параметра затяжки, соответствующее макс, значению параметра демпфирования, устанавливают в качестве нормированного для данного типа резьбового соединения. Функциональную зависимость находят при воздействии на образец факторов, имити- рующих условие эксплуатации резьбового § соединения. 1 з.п. ф-лы,-2 ил. сл
| Тезисы докладов семинара «Прогрессивная технология изготовления и сборки резьбовых соединений, г | |||
| Пенза: ПДИТП, 1982, с | |||
| Механический грохот | 1922 |
|
SU41A1 |
| Иосилевич Г | |||
| Б | |||
| и др | |||
| Затяжка и стопо- рение резьбовых соединений, М., 1985, с | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
