о
от
4
сд
| название | год | авторы | номер документа |
|---|---|---|---|
| Узел изолирования мест соединения лобовых частей обмотки статора | 1980 |
|
SU904120A1 |
| УСТРОЙСТВО КРЕПЛЕНИЯ ЛОБОВЫХ ЧАСТЕЙ ОБМОТКИ СТАТОРА ТУРБОГЕНЕРАТОРА | 2014 |
|
RU2550085C1 |
| СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1994 |
|
RU2088025C1 |
| Устройство для крепления лобовых частей обмотки статора электрической машины | 1984 |
|
SU1312684A1 |
| Устройство для крепления лобовых частей обмотки статора электрической машины | 1976 |
|
SU595831A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА КРУПНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2000 |
|
RU2169981C1 |
| Способ отгиба лобовых частей катушек обмотки статора | 1988 |
|
SU1669053A1 |
| Устройство для крепления лобовых частей обмотки статора электрической машины | 1990 |
|
SU1767620A1 |
| СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2004 |
|
RU2275728C1 |
| Способ формования лобовых частей обмотки статора электрической машины | 1991 |
|
SU1815748A1 |
Изобретение относится к технологии изготовления статоров электрических машин и может быть использовано в электромашиностроении. Целью изобретения является улучшение качества за счет исключения повреждения изоляции проводов обмотки при обжиме и повышение производительности. Для этой цели внутренняя стенка кольца 5 выполнена с выступами 6, при этом каждый выступ снабжен элементом фиксации, например, в виде наклонного паза 7. Кольцо 5 выполнено с прорезями для обеспечения надежности изолирования. На каждую лобовую часть обмотки надевают колпачки 3 так, что их выступы входят в пазы статора, тем самым исключая проворот колпачков. Затем кольцо 5 вместе с лобовыми частями обжимают в осевом и радиальном направлениях и защелкивают при этом выступы 6 противоположных колпачков друг за друга, образуя замок. Выступы 6 при этом выполняют роль клиньев и исключают операцию заклиновки. 2 с. и 1 з.п. ф-лы, 4 ил. S (Л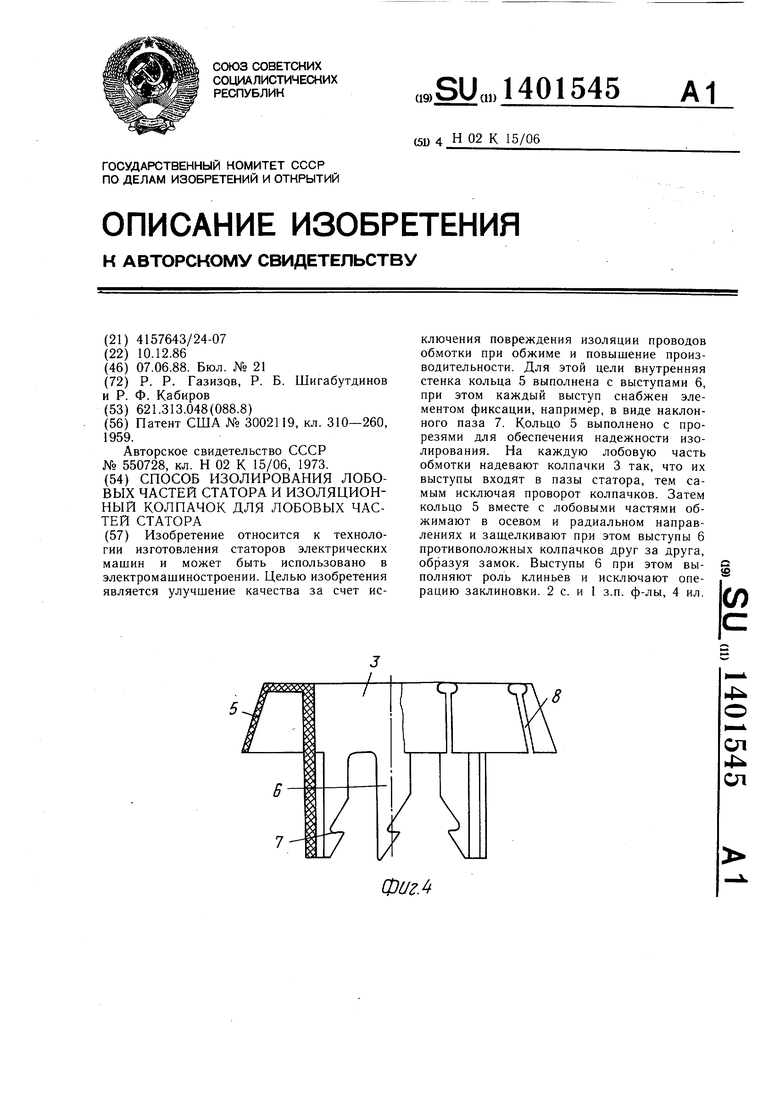
фиг.
Изобретение относится к технологии изготовления статоров электрических машин и может быть использовано в электромашиностроении.
Целью изобретения является улучшение качества за счет исключения повреждения изоляции проводов обмотки при обжиме, повышение производительности и надежности изолирования лобовых частей статора.
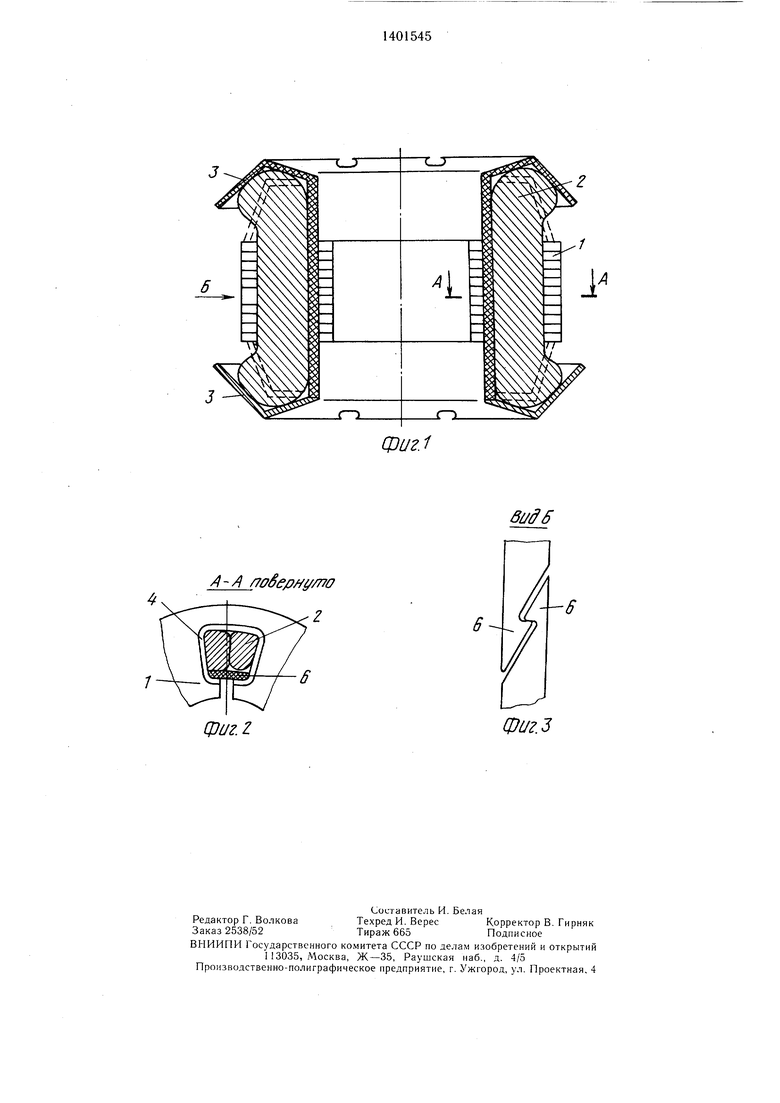
На фиг. 1 показан статор с установленными колпачками до обжима лобовых частей (пунктиром - с обжатыми лобовыми частями); на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1 (замковое соединение двух колпачков); на фиг. 4 - колпачок, продольный разрез.
Собранный статор (фиг. 1) содержит пакет статора 1, обмотку 2, изоляционный колпачок 3 и изоляционный короб 4 (фиг. 2). Колпачок 3 (фиг. 4) выполнен в виде кольца 5 П-образного сечения из изоляционного материала.
Внутренняя стенка кольца 5 снабжена выступами б для захода в пазы статора. Каждый выступ выполнен с элементом фиксации, например, наклонным пазом 7. При взаимодействии в пазу статора выступов 6 двух колпачков, установленных на обе лобовые части статора, они образуют замок, препятствующий их перемещению.
В зависимости от свойств материала колпачка для обеспечения надежности обжима лобовой части статора внешняя стенка кольца колпачка может быть выполнена с прорезями 8 (фиг. 4).
Способ осуществляется следующим образом.
На каждую лобовую часть обмотки 2 статора надевают колпачки 3 так, чтобы их выступы вошли в пазы статора, тем самым исключая проворот колпачков. Выступы 6 при этом выполняют роль клиньев и исключают операцию заклиновки (фиг. 1).
При установке колпачков верхняя кольцеобразная часть отгибается и охватывает неоформованные лобовые части. Затем кольцо 5 вместе с лобовыми частями обжимают в осевом и радиальном направлениях и защелкивают при этом выступы 6 противоположных колпачков, образуя замок (фиг. 3). Замковое соединение
обеспечивает надежное крепление колпачков, что повышает качество статора. Ввиду исключения непосредственного контакта обжимающих элементов с обмоткой при об- жимке, способ позволяет предохранить обмотку от повреждений, что также повышает качество статора, упрощает технологию за счет исключения отдельной операции формования лобовых частей. После обжима лобовых частей статора отбортовка кольца 5 принимает исходное положение - ненапряженное, за счет своей жесткости.
Использование предлагаемого способа и колпачка для его осуществления позволяет
улучшить качество статора, упростить технологию изготовления статора и автоматизировать ее за счет выполнения операций заклиновки, бандажировки, обжимки лобовых частей обмотки и изолирования лобовых частей практически одним движением на одной позиции.
Формула изобретения
захода в пазы, при этом каждый выступ
снабжен элементом фиксации, имеющим возможность взаимодействия с элементом фиксации выступа, расположенного в этом же пазу, другого изоляционного колпачка. 3. Колпачок по п. 2, отличающийся тем, что внешняя стенка кольца колпачка выполнена с прорезями.
f7oSe / l//77O
euff5
Фиг.З
| Патент США № 3002119, кл | |||
| Приспособление для съемки жилетно-карманным фотографическим аппаратом со штатива | 1921 |
|
SU310A1 |
| Способ изолирования лобовых частей статора и изоляционный колпачок для реализации способа | 1973 |
|
SU550728A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
