; Изобретение относится к легкой промышленности, а именно к ремонту ;одежды и спецодежды, а также других технических предметов и устройств из :текстильных и трикотажных материалов (кресел, ковровых покрытий, мешков, парашютов и др.).
I Цель изобретения - повьшение качества изделий.
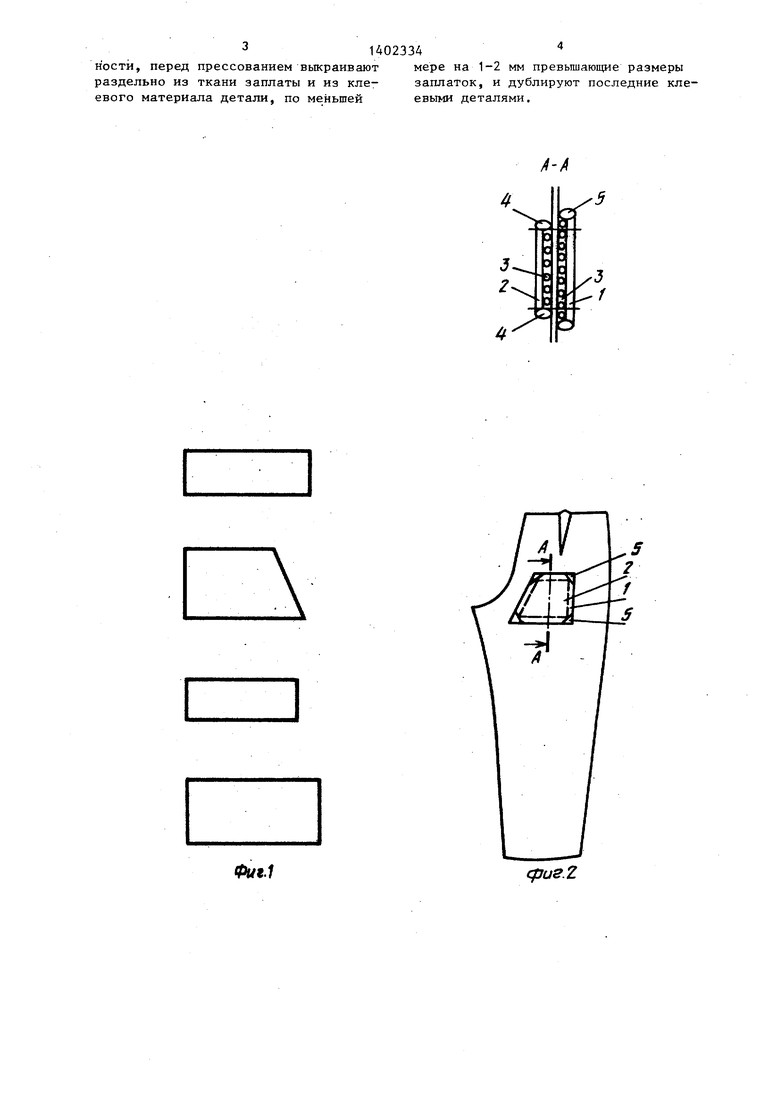
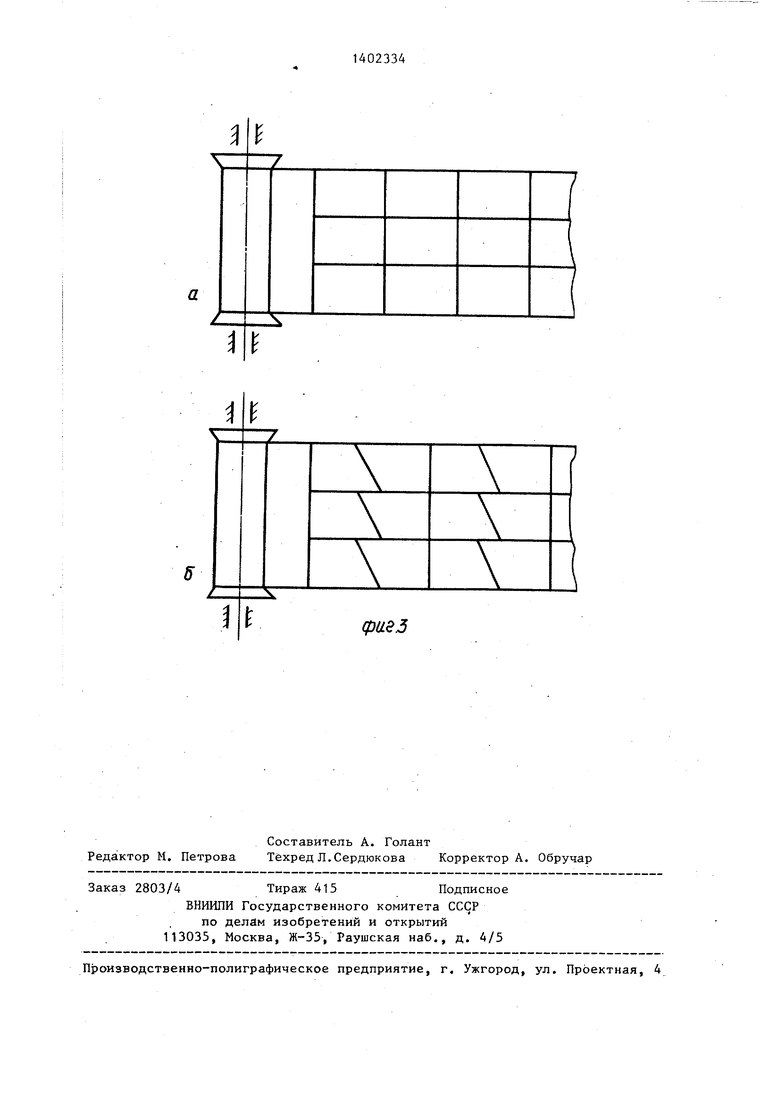
На фиг. 1 показаны унифицированные накладки спецодежды, определенные йа основе расчетов нормального ;распределения их параметров; на фиг.2 - схема крепления накладок к изделию; на фиг, 3 - схема рулонного раскроя накладок изделия по безотходной технологии.
Способ изготовления одежды с накладными деталями состоит из следующих этапов.
1. Экспериментальное определение топографии внутреннего и внешнего контактов одежды или спецодежды (в т.ч.
10
tA023342
альном оборудовании (например, на прессе ПВГ-8). При необходимости корректируют ширину или длину накладок в пределах интервала безразличия (+S нормального распределения плош;а- дей).так, чтобы они заполнили ширину материала без межлекальных выпадов.
Для ремонта накладки изготавливают из изделий, не подлежаш;их ремонту, т.е. когда стоимость ремонта более 2 руб на изделие в соответствии с выявленными критериями ремонтопригодности.
Исследован также способ изготовления внутренних накладок из межлекаль- ньпс отходов путем соединения их накладным швом в целый кусок материала, подлежащий раскрою или вырубанию из него внутренних накладок. При этом выпады соединяют любым швом, в том числе встык, накладным, стачным.
После выкраивания или вырубания накладки без :подгибания краев соеди15
20
других изделий) в процессе эксплуата-25 няют с предварительно вырезанным
Топографию внутреннего контакта
Краски,
ции
одежды определяют методом Топографию внешнего контакта определяют в процессе опытной носки или I При осмотре изделий в процессе эксплу-.
30
клеевым материалом. Соединение осуществляют на прессе или утюгом с температурой () ISO-ieO C, Р 0,1- 0,2 МПа; t 20 с с оплавлением краев и их закреплением от осыпания.
Iатации.
2. Установление параметров лицевых I 1 и внутренних 2 накладок осуществля- I ют в результате математико-статисти- ческого анализа расчетов нормального распределения площадей накладок внут- реннего и внешнего контактов: дыр,истираний.
3. Вьфезание клеевого материала, накладок 3 (внутренних и внешних) из I клеевого материала (из паутинки или сетки) осуществляют с применением специальных плоских шаблонов или на вы- рубочном оборудовании ПВД-8 размерами на 1-2 мм больше размера соответствующих накладок (заплат) для того, чтобы заплавить обрезные края 4 и 5 и тем самым предохранить их от осыпания в процессе эксплуатации и усилить закрепление открытых срезов накладок
4..Изготовление внутренних и ли- цевых накладок производят с применением методов безотходной технологии, для чего намечают на ткани местоположение накладок из основного или любого другого материала (по основе или утку ткани вдоль или поперек ее) выбирая каждый раз более экономичную раскладку, затем вырубают на специ
0
5
клеевым материалом. Соединение осуществляют на прессе или утюгом с температурой () ISO-ieO C, Р 0,1- 0,2 МПа; t 20 с с оплавлением краев и их закреплением от осыпания.
5.Изготовленные таким способом накладки размещают на изнанке и лицевой стороне изделия одна под другой
в соответствии с топографией износа, укладывают на нижнюю подушку пресса и осуществляют окончательное соединение на прессе или утюгом с параметрами: Т ISO-igO C; Р 0,25-0,3 МПа; t 20-40 с. При ремонте накладки соединяют без распарывания частей ; изделия (рукавов, брючин и др.), что невозможно при существующем ниточном способе.
6.В углах накладки дополнительно закрепляют закрепка ш (что не обя- зательно) на любой универсальной или закрепочной машине, захватывая край накладки и основной материал насквозь или всгиб и располагая закрепку на О,1-0,2 см от сгиба.
Формула изобретения
Способ ремонта швейных изделий путем прикрепления-прессованием с помощью клеевого материала размещен- йых с двух сторон изделия тканевых заплат, отличающийся тем, что, с целью повьш1ения его эффектив3140233А
н остй, перед прессованием выкраивают мере на 1-2 мм превышающие размеры раздельно из ткани заплаты и из кле- заплаток, и дублируют последние клеевого материала детали, по меньшей евыми деталями.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ НАКЛАДНОГО КАРМАНА | 2002 |
|
RU2210297C1 |
| СПОСОБ РЕМОНТА И ОТДЕЛКИ ШВЕЙНЫХ ИЗДЕЛИЙ | 1997 |
|
RU2123272C1 |
| КОМПЛЕКТ СПЕЦОДЕЖДЫ | 2011 |
|
RU2522950C2 |
| Способ изготовления пат, хлястиков, поясов и воротника | 1990 |
|
SU1790907A1 |
| Способ изготовления одежды | 1987 |
|
SU1531963A1 |
| Способ скрепления функционального волокнистого материала с нетканой подложкой | 2020 |
|
RU2775738C2 |
| Способ выполнения брюк | 1989 |
|
SU1722412A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МУЖСКОЙ РУБАШКИ | 2010 |
|
RU2414153C1 |
| Способ изготовления одежды | 1989 |
|
SU1673027A1 |
| Способ изготовления меховых пластин или деталей изделий | 1988 |
|
SU1551335A1 |
Изобретение относится к ремонту одежды и позволяет повысить качество изделий. В способе закрепление деталей производят клеевой паутинкой или сеткой без подгиба их краев с установкой в углах накладок закрепок, а клеевую паутинку (сетку) выкраивают по шаблону на 1,0-2,0 мм больше размера накладных деталей, которые раз- меш,ают с лица и изнанки друг против друга так, что внутренние детали меньше лицевых по всем срезам на 1-2 см, или в соответствии с топографией износа снаружи и изнутри изделия. 2 з.п. ф-лы, 3 ил. с 
Фи9.1
cpus.Z
3 t
ОйгЛ
| СПОСОБ РЕМОНТА ШВЕЙНЫХ ИЗДЕЛИЙ | 0 |
|
SU361783A1 |
| Механический грохот | 1922 |
|
SU41A1 |
