Изобретение относится к меховой промышленности, а именно к изготовлению изделий, деталей, пластин из натуральногв или искусственного меха.
Цель изобретения - повышение производительности труда при одновременном повышении качества.
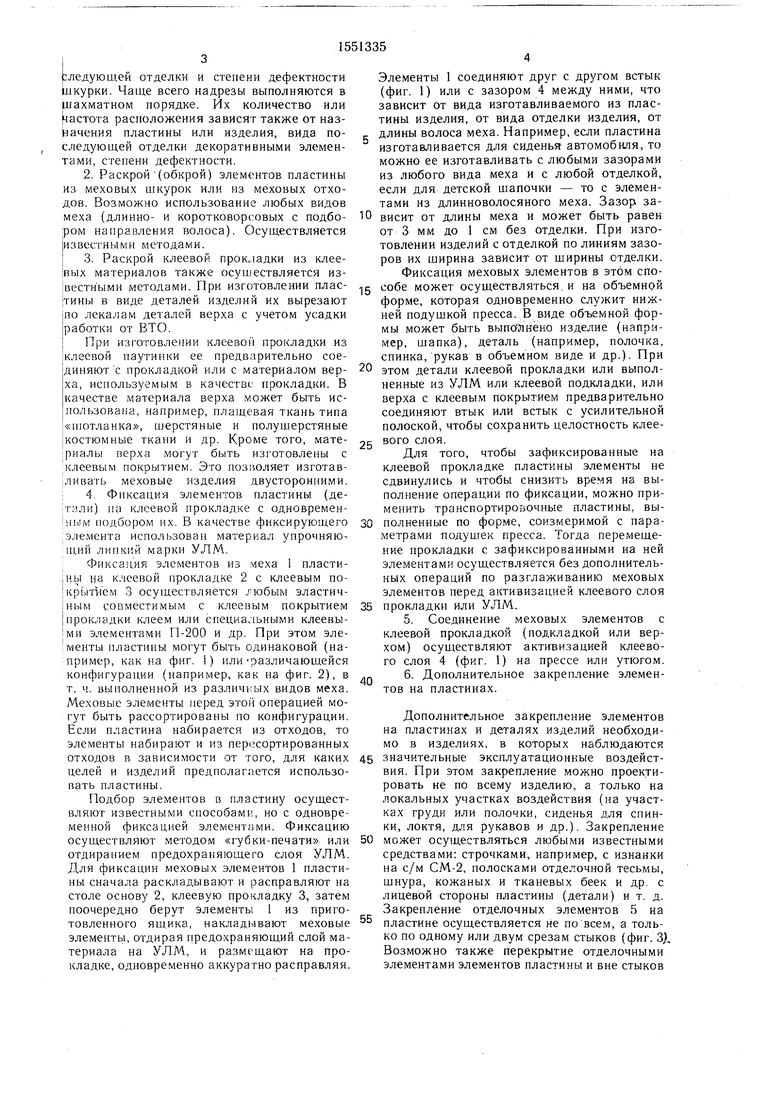
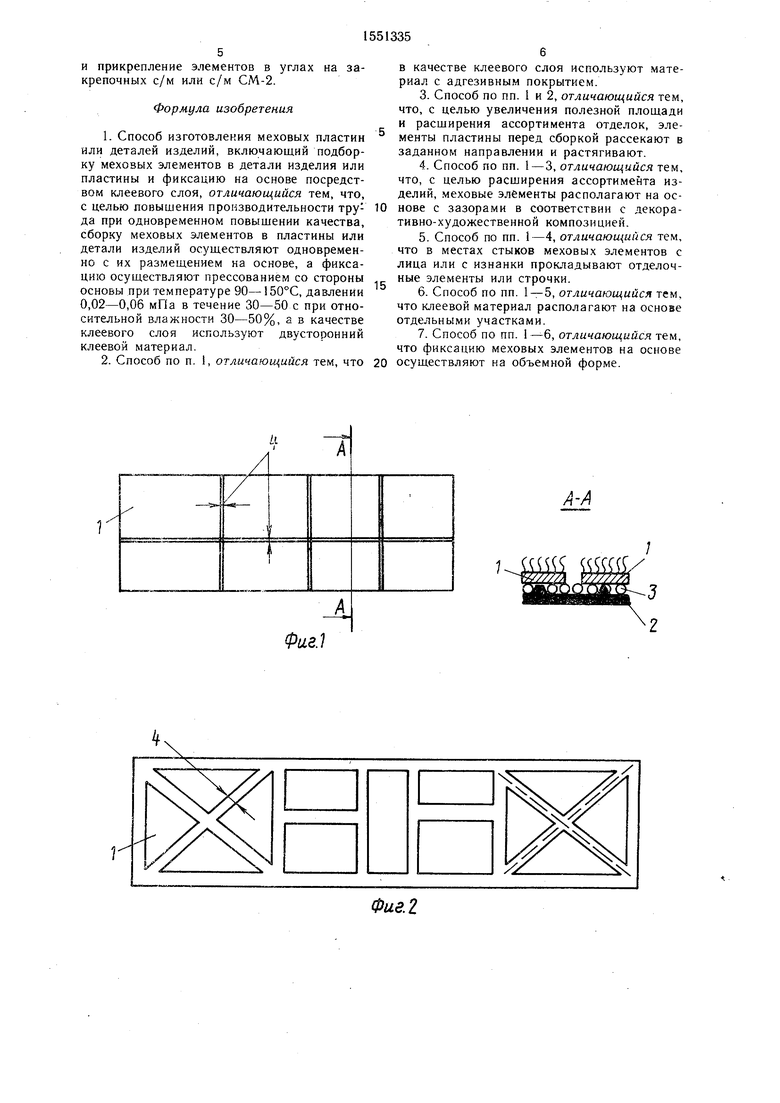
На фиг. 1 показано изготовление меховой пластины из элементов, соединенных встык; на фиг. 2 - изготовление меховой пластины из элементов, соединенных с зазорами; на фиг. 3 - изготовление меховой пластины с отделкой.
Способ изготовления меховых пластин и изделий из них состоит из следующих этапов.
1: Правка. Осуществляется известным способом, но так как операция сшивания элементов шкурки отсутствует, то правка осуществляется на шкурках до раскроя (об- ). Для шкурок с высоким мехом (лиса, песец) с целью увеличения полезной площади мвжно выполнять на шкурке надрезы без последующего стачивания, а с растягиванием и последующим наклеиванием на прокладку. В результате внутри элементов образуются зоны отверстий в кожевой ткани, застилаемые ворсом и не заметные с лица. Это увеличивает полезную площадь пластины, улучшает эксплуатационные свойства (так как нагрузка лучше распределяется в прокладке). Надрезы в шкурке выполняют в зависимости от толщины, растяжимости и других свойств кожевой ткани длиной от 2 мм (для тонких видов кожевой ткани с более коротким волосом, например белка) до 5- 10 см и более в зависимости от волоса, назначения пластины или изделия, вида посл
СЛ
СО СО СЛ
ледующей отделки и степени дефектности Шкурки. Чаще всего надрезы выполняются в шахматном порядке. Их количество или Частота расположения зависят также от назначения пластины или изделия, вида последующей отделки декоративными элементами, степени дефектности.
2. Раскрой (обкрой) элементов пластины из меховых шкурок или из меховых отходов. Возможно использование любых видов
Элементы 1 соединяют друг с другом встык (фиг. 1) или с зазором 4 между ними, что зависит от вида изготавливаемого из пластины изделия, от вида отделки изделия, от длины волоса меха. Например, если пластина изготавливается для сиденья автомобиля, то можно ее изготавливать с любыми зазорами из любого вида меха и с любой отделкой, если для детской шапочки - то с элементами из длинноволосяного меха. Зазор замеха (длинно- и коротковорговых с подбо- Ю висит от длины меха и может быть равен ром направления волоса). Осуществляется от 3 мм до 1 см без отделки. При изготовлении изделий с отделкой по линиям зазоров их ширина зависит от ширины отделки. Фиксация меховых элементов в этом сповестными методами. При изготовлении плас- g собе может осуществляться и на объемной тины в виде деталей изделий их вырезают форме, которая одновременно служит ниж- по лекалам деталей верха с учетом усадки ней подушкой пресса. В виде объемной фор- работки от ВТО.мы может быть выполнено изделие (напри известными методами. 1 3. Раскрой клеевой прокладки из клеевых материалов также осуществляется изПри изготовлении клеевой прокладки из клеевой паутинки ее предварительно соединяют с прокладкой или с материалом вер- ха, используемым в качестве прокладки. В качестве материала верха может быть использована, например, плащевая ткань типа «шотланка, шерстяные и полушерстяные костюмные ткани и др. Кроме того, мате- 2с риалы верха могут быть изготовлены с клеевым покрытием Это позволяет изготавливать меховые изделия двусторонними.
4 Фиксация элементов пластины (де- г.- ли) па клеевой прокладке с одновременмер, шапка), деталь (например, полочка, спинка, рукав в объемном виде и др.). При 20 этом детали клеевой прокладки или выполненные из УЛМ или клеевой подкладки, или верха с клеевым покрытием предварительно соединяют втык или встык с усилительной полоской, чтобы сохранить целостность клеевого слоя.
Для того, чтобы зафиксированные на клеевой прокладке пластины элементы не сдвинулись и чтобы снизить время на выполнение операции по фиксации, можно применить транспортировочные пластины, выныу подбором их. В качестве фиксирующего 30 полненные по форме, соизмеримой с параметрами подушек пресса. Тогда перемещение прокладки с. зафиксированными на ней элементами осуществляется без дополнительных операций по разглаживанию меховых элементов перед активизацией клеевого слоя
элемента использован материал упрочняющий липкий марки УЛМ.
Фиксация элементов из меха 1 пластины на клеевой прокладке 2 с клеевым покрытием 3 осуществляется .гюбыы эластич- н ы м
метрами подушек пресса. Тогда перемещение прокладки с. зафиксированными на ней элементами осуществляется без дополнительных операций по разглаживанию меховых элементов перед активизацией клеевого слоя
40
6. Дополнительное закрепление элементов на пластинах.
совместимым с клеевым покрытием 35 прокладки или УЛМ. прокладки клеем или специальными клеены-5. Соединение меховых элементов с
ми элементами П-200 и др. При этом эле-клеевой прокладкой (подкладкой или верменты пластины могут быть одинаковой (на-хом) осуществляют активизацией клеевопример, как на фиг. ) или различающейсяго слоя 4 (фиг. 1) на прессе или утюгом,
конфигурации (например, как на фиг. 2), в т. ч. выполненной из различгых видов меха. Меховые элементы перед этой операцией могут быть рассортированы по конфигурации.Дополнительное закрепление элементов Если пластина набирается из отходов, то на пластинах и деталях изделий необходи- элементы набирают и из пересортированных мо в изделиях, в которых наблюдаются отходов в зависимости от того, для каких 45 значительные эксплуатационные воздейст- целей и изделий предполагается использо- вия. При этом закрепление можно проектировать не по всему изделию, а только на локальных участках воздействия (на участках груди или полочки, сиденья для спинки, локтя, для рукавов и др.). Закрепление может осуществляться любыми известными средствами: строчками, например, с изнанки на с/м СМ-2, полосками отделочной тесьмы, шнура, кожаных и тканевых беек и др с
вать пластины.
Подбор элементов в пластину осуществляют известными способам , но с одновременной фиксацией элементами. Фиксацию осуществляют методом «губки-печати или отдиранием предохраняющего слоя УЛМ. Для фиксации меховых элементов 1 пластины сначала раскладывают и расправляют на столе основу 2, клеевую прокладку 3, затем поочередно берут элементы 1 из приготовленного яшика, накладывают меховые элементы, отдирая предохраняющий слой материала на УЛМ, и размещают на прокладке, одновременно аккуратно расправляя.
50
55
лицевой стороны пластины (детали) и т. д. Закрепление отделочных элементов 5 на пластине осуществляется не по всем, а только по одному или двум срезам стыков (фиг. 3) Возможно также перекрытие отделочными элементами элементов пластины и вне стыков
Элементы 1 соединяют друг с другом встык (фиг. 1) или с зазором 4 между ними, что зависит от вида изготавливаемого из пластины изделия, от вида отделки изделия, от длины волоса меха. Например, если пластина изготавливается для сиденья автомобиля, то можно ее изготавливать с любыми зазорами из любого вида меха и с любой отделкой, если для детской шапочки - то с элементами из длинноволосяного меха. Зазор засобе может осуществляться и на объемной форме, которая одновременно служит ниж- ней подушкой пресса. В виде объемной фор- мы может быть выполнено изделие (напри
мер, шапка), деталь (например, полочка, спинка, рукав в объемном виде и др.). При этом детали клеевой прокладки или выполненные из УЛМ или клеевой подкладки, или верха с клеевым покрытием предварительно соединяют втык или встык с усилительной полоской, чтобы сохранить целостность клеевого слоя.
Для того, чтобы зафиксированные на клеевой прокладке пластины элементы не сдвинулись и чтобы снизить время на выполнение операции по фиксации, можно применить транспортировочные пластины, выполненные по форме, соизмеримой с пара полненные по форме, соизмеримой с параметрами подушек пресса. Тогда перемещение прокладки с. зафиксированными на ней элементами осуществляется без дополнительных операций по разглаживанию меховых элементов перед активизацией клеевого слоя
прокладки или УЛМ. 5. Соединение меховых элементов с
0
6. Дополнительное закрепление элементов на пластинах.
го слоя 4 (фиг. 1) на прессе или утюгом,
Дополнительное закрепление элементов на пластинах и деталях изделий необходи- мо в изделиях, в которых наблюдаются 5 значительные эксплуатационные воздейст- вия. При этом закрепление можно проектировать не по всему изделию, а только на локальных участках воздействия (на участках груди или полочки, сиденья для спинки, локтя, для рукавов и др.). Закрепление может осуществляться любыми известными средствами: строчками, например, с изнанки на с/м СМ-2, полосками отделочной тесьмы, шнура, кожаных и тканевых беек и др с
Дополнительное закрепление элементов на пластинах и деталях изделий необходи- мо в изделиях, в которых наблюдаются 5 значительные эксплуатационные воздейст- вия. При этом закрепление можно проектировать не по всему изделию, а только на локальных участках воздействия (на участках груди или полочки, сиденья для спинки, локтя, для рукавов и др.). Закрепление может осуществляться любыми известными средствами: строчками, например, с изнанки на с/м СМ-2, полосками отделочной тесьмы, шнура, кожаных и тканевых беек и др с
5
лицевой стороны пластины (детали) и т. д. Закрепление отделочных элементов 5 на пластине осуществляется не по всем, а только по одному или двум срезам стыков (фиг. 3). Возможно также перекрытие отделочными элементами элементов пластины и вне стыков
и прикрепление элементов в углах на закрепочных с/м или с/м СМ-2.
Формула изобретения
1.Способ изготовления меховых пластин или деталей изделий, включающий подборку меховых элементов в детали изделия или пластины и фиксацию на основе посредством клеевого слоя, отличающийся тем, что, с целью повышения производительности тру: да при одновременном повышении качества, сборку меховых элементов в пластины или детали изделий осуществляют одновременно с их размещением на основе, а фиксацию осуществляют прессованием со стороны основы при температуре 90- 150°С, давлении 0,02-0,06 мПа в течение 30-50 с при относительной влажности 30-50%, а в качестве клеевого слоя используют двусторонний клеевой материал.
2.Способ по п. 1, отличающийся тем, что
в качестве клеевого слоя используют материал с адгезивным покрытием.
3.Способ по пп. 1 и 2, отличающийся тем, что, с целью увеличения полезной площади и расширения ассортимента отделок, элементы пластины перед сборкой рассекают в заданном направлении и растягивают.
4.Способ по пп. 1-3, отличающийся тем, что, с целью расширения ассортимента изделий, меховые элементы располагают на основе с зазорами в соответствии с декоративно-художественной композицией.
5.Способ по пп. 1 -4, отличающийся тем, что в местах стыков меховых элементов с лица или с изнанки прокладывают отделочные элементы или строчки.
6.Способ по пп. 1-5, отличающийся тем, что клеевой материал располагают на основе отдельными участками.
7.Способ по пп. 1-6, отличающийся тем, что фиксацию меховых элементов на основе
0 осуществляют на объемной форме.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ ВЕРХНЕЙ ОДЕЖДЫ | 1998 |
|
RU2151533C1 |
| Способ изготовления женского пальто | 1989 |
|
SU1674781A1 |
| Способ изготовления стихаря с вышитым оплечьем для священнослужителей Русской Православной Церкви | 2015 |
|
RU2629087C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕХОВЫХ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2173533C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МУЖСКОЙ РУБАШКИ | 2010 |
|
RU2414153C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУСТОРОННЕГО МЕХОВОГО ПОЛОТНА | 1992 |
|
RU2051176C1 |
| Способ изготовления верхнего плечевого изделия | 1989 |
|
SU1734665A1 |
| СПОСОБ ОБРАБОТКИ ПРОРЕЗНОГО КАРМАНА | 2002 |
|
RU2202262C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ДЕКОРАТИВНЫХ ЭЛЕМЕНТОВ В МЕХОВЫХ ИЗДЕЛИЯХ | 2005 |
|
RU2283350C1 |
| Способ изготовления листовых и рулонных материалов из малогабаритных элементов | 1992 |
|
SU1837817A3 |
Изобретение относится к меховой промышленности и позволяет повысить производительность труда при одновременном повышении качества. Способ изготовления меховых пластин или деталей изделий включает подборку меховых элементов в детали изделия или пластины и фиксацию на основе посредством клеевого слоя. Сборку меховых элементов в пластины или детали изделий осуществляют одновременно с их размещением на основе, фиксацию осуществляют прессованием со стороны основы при температуре 90-150°С, давлении 0,02-0,06 МПа, в течение 30-50 с, при относительной влажности 30-50%, в качестве клеевого слоя используют двусторонний клеевой материал. 6 з.п.ф-лы, 3 ил.
it
&з
А
Фиг.1
„
Фиг.1
| Фальцовая черепица | 0 |
|
SU75A1 |
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
