(61) 1244028
(21)4154064/28-13
(22)01,12.86
(46) 15о06.88„ Бюл„ № 22
(72) А.Л. Долгушин, М.Н. Унжаков
и В.В. Шредер
(53)621.798.4 (088.8)
(56) Авторское свидетельство СССР № 1244028. кл. В 65 В 27/06, 1985.
(54)УСТРОЙСТВО ДЛЯ ОБВЯЗКИ КОЛЬЦЕОБРАЗНЫХ ИЗДЕЛИЙ
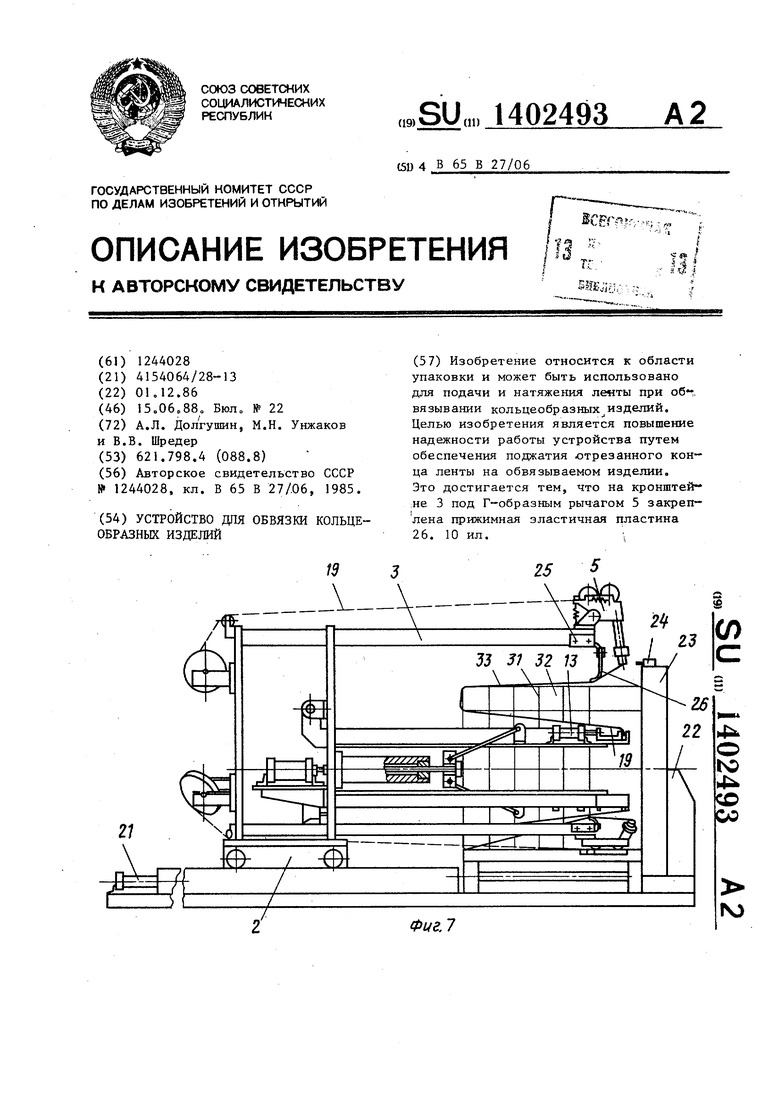
(57) Изобретение относится к области упаковки и может быть использовано для подачи и натяжения ле«ты при обг. вязывании кольцеобразных изделий. Целью изобретения является повышение надежности работы устройства путем обеспечения поджатия отрезанного конца ленты на обвязываемом изделии. Это достигается тем, что на кронштей ;не 3 под Г-образным рычагом 5 закреплена прижимная эластичная пластина 26. 10 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обвязки кольцеобразных изделий | 1990 |
|
SU1742139A2 |
| Устройство для обвязки кольцеобразных изделий | 1985 |
|
SU1244028A1 |
| Устройство для обвязки кольцеобразных изделий | 1980 |
|
SU943114A1 |
| Устройство для обвязки кольцеобразных изделий | 1980 |
|
SU925769A1 |
| Устройство для обвязки кольцеобразных предметов | 1979 |
|
SU772926A1 |
| Устройство для обвязки кольцеобразных изделий | 1979 |
|
SU770937A1 |
| УСТРОЙСТВО для ОБВЯЗКИ ПРОВОЛОКОЙ ПАКЕТОВИ РУЛОНОВ | 1967 |
|
SU195427A1 |
| Устройство для обвязки кольцеобразных изделий | 1979 |
|
SU863462A1 |
| Способ обвязки лентой пакетов крупногабаритных изделий в обвязочных устройствах | 1985 |
|
SU1283157A1 |
| Устройство для обвязки предметов термосклеивающейся лентой | 1976 |
|
SU649617A1 |
19
21
-d
(Л
55 3J 32 13
О
to
со
со
Фиг. 7
14)
Изобретение относится к устройст™ вам для, подачиJ натяжения ленты и для обвязывания ею кольцеобразных предметов, может найти применение в различных отраслях народного хозяйства, особенно в пинной промышленности при пакетировании шин, и является дополнительным к основному авт. св. № 1244028,
Цель изобретения - повышение надежности работы устройства путем обеспечения поджатия отрезанного конца ленты на обвязываемом изделии за счет торьюжения и натяжения полипро- тшленовой ленты перед сваркой ее концов прижимной эластичной пластиной.
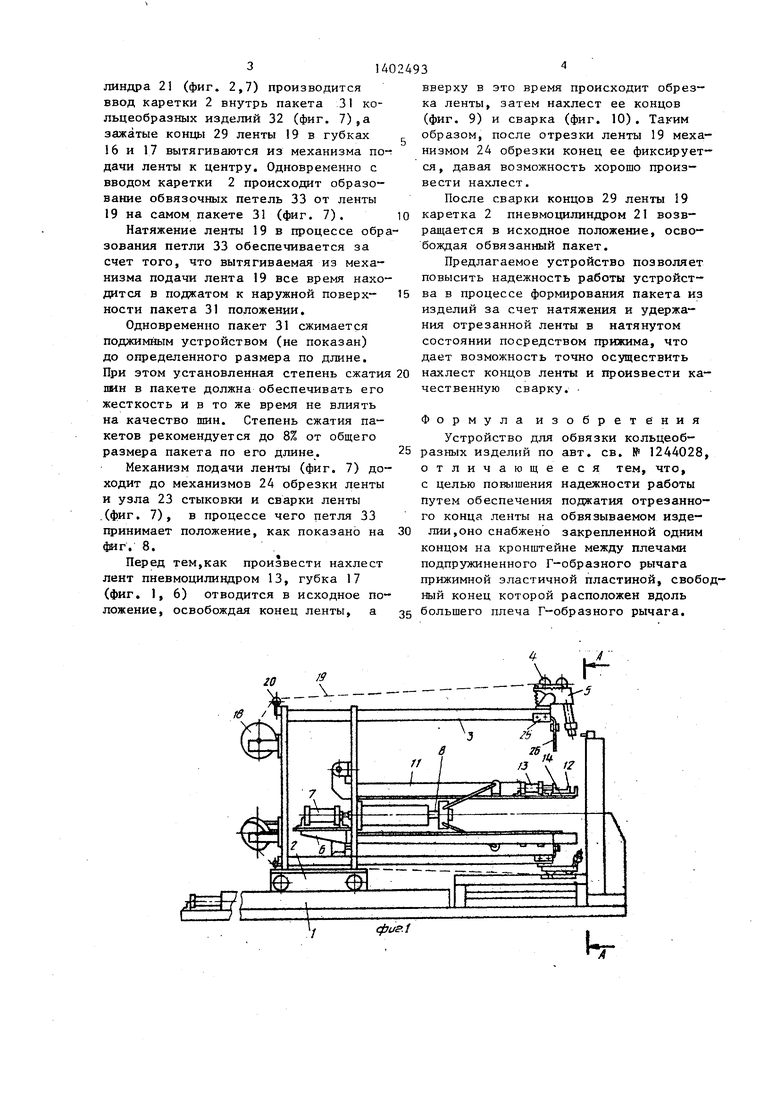
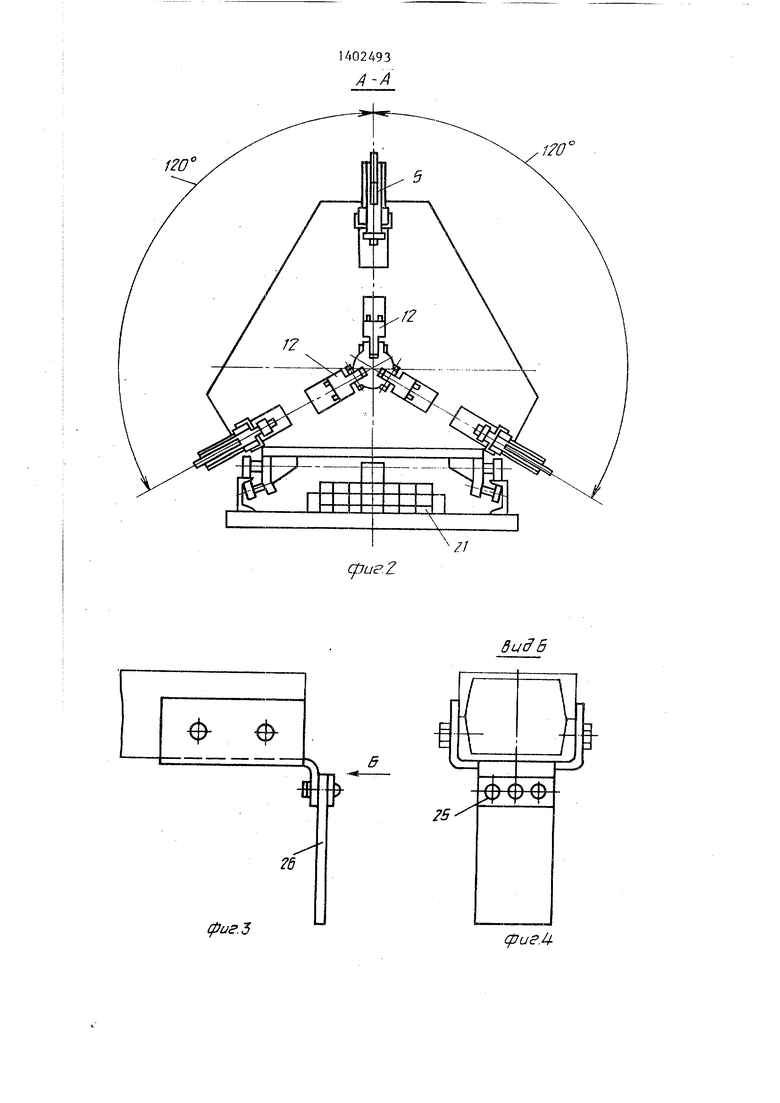
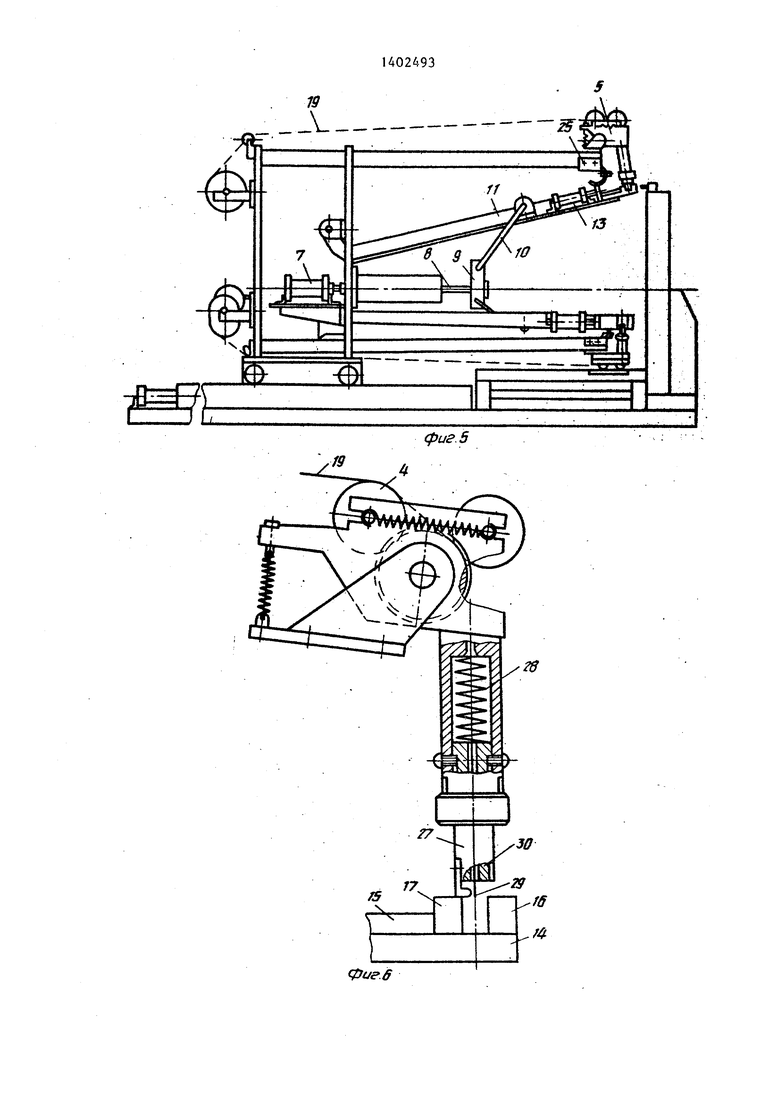
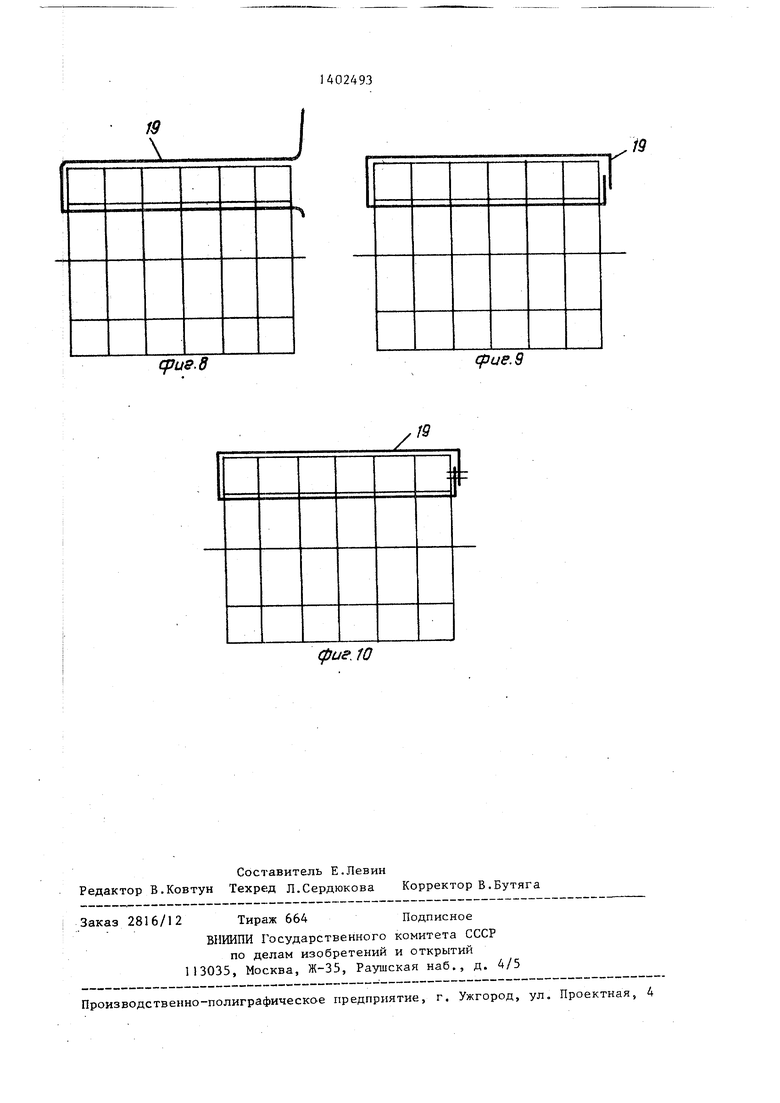
На 4иг. 1 изображено устройство для обвязки кольцеобразных изделий, общий вид на фиг. 2 - сечение АтА на фиг. 1; на фиг. 3 - узел прижима; на фиг. 4 - вид Б на фиг, 3; на фиг. 5 - последовательность рабо- ты механизма конца ленты; на фиг. 6- механизм захвата конца ленты; на фиг. 7 - положение меха:низмов устройства в момент образования обвязочной петли ленты; на фиг, 8, 9 и 10 - стадии образова1шя обвязочной петли.
Устройство для обвязки кольцеобразных изделий содержит раму 1, на которой установлена каретка 2 (фиг.1).
Каретка 2 содержит кронштейны 3, на конце каждого из которых размещено по механизму подачи ленты (фиг) содержащему ролики 4 и подпружиненны Г образный рычаг З.
На кронштейне 6 каретки 2 закреплен пневмоцил ндр 7, взаимосвязанный через шток 8 (фиг.Ч), серьгу 9, рычаги 10 с тягами 11 (фиг. 5),
На тягах 11 установлен механизм |12 захвата конца ленты (фиг. 1,2). i Механизм 12 захвата конца ленты ;(фиг. 1, 2) включает в себя пневмо- 1цилиндр 13 (фиг. 1,7), закрепленный на основании 14 (фиг. 1,6), и смонтированный подвижно на нем ползун 15 (фиг. 6), взаимосвязанный со штоком пневмоцилиндра 13 (фиг.1,7).
.Основание 14 (фиг. 1,6) имеет неподвижную губку 16, а ползун 15 - подвижную губку 17 (фиг. 6).
Катушка 18 с упаковочной лентой 19 а также направляющие ролики 20 устанавливаются под углом 120 на заднем торце каретют 2 (фиг. 1, 2).
0
5
0
5
0
5
0
5
0
5
Пневмоцилиндры 21 (фиг. 2, 7), служащие для привода каретки 2, крепятся на раме 1 (фиг. 1).
На кронштейне 22 (фиг, 7) рамы 1 (фиг„1) расположены узлы 23 стыковки и сварки ленты, а также механиз- М)1 24 обрезки ленты.
На кронштейнах 3 каретки 2 (фиг,1) между плечами Г-образного рычага 5 закреплены пpижи ы 25 (фиг. 1, 4, 7), имекщие прижимные эластичные пластины 26 (фиг. 1, 3, 7), закрепленные одним Концом на кронштейне 3, а свободным концом расположенные вдоль большого плеча Г-образного рычага 5
Пластина 26 выполнена из резины средней твердости и имеет, например, применительно к обвязываемым мотошинам 3,75-19 следующие размеры: длина - 200 мм, ширина - 800 мм, толщина - 8 мм.
Устройство для обвязки кольцеобразных изделий работает следующим образом.
С катушки 18 упаковочная лента 19 протягивается вручную по направляю щему ролику 20, а затем подается в механизм подачи ленты (фиг. 1, 6).
Включается в работу пневмоцилиндр 7 (фиг. 5) и с помощью штока 8 через серьгу 9 (фиг. 5) толкает рычаги 10, которые в свою очередь разворачивают тяги 11 (фиг. 5)в радиальном направлении от центра и приближают, губки 16 и 17 (фиг. 5,6) к механизму подачи ленты (фиг. 5).
Губки 16 и 17 упираются в торце штока 27 (фиго 6) механизма подачи ленты (фиг. 5, 6), который сжимая пружину 28 (фиг.6) перемещается в радиальном направлении от центра, а конец 29 ленты 19 (фиг. 5,6) при этом выходит из паза 30 штока 27 (фиг.6) и оказывается в зазоре между губками 16 и 17 (фиг. 6).
Срабатывает пневмоцилиндр 13 механизма 12 захвата (фиг. 1, 5, 7), перемещая ползун 15 с губкой 17 в направлении к губке 16, зажимает конец 29 ленты 19 (фиг. 6) между губками 16 и 17.
Затем пневмоцилиндр 7 возвращает рычаги 10 и тяги 11 в исходное положение, а конец 29 ленты 19 оказывается зажатым в губках 16 и 17, при этом лента 19 разматывается с катушки 18.
В таком положении, когда все три ленты натянуты, от работы пневмоцилиндра 21 (фиг. 2,7) производится ввод каретки 2 внутрь пакета 31 кольцеобразных изделий 32 (фиг. 7),а зажатые концы 29 ленты 19 в губках 16 и 17 вытягиваются из механизма по-; дачи ленты к центру. Одновременно с вводом каретки 2 происходит образование обвязочных петель 33 от ленты 19 на самом пакете 31 (фиг. 7). ю
Натяжение ленты 19 в процессе образования петли 33 обеспечивается за счет того, что вытягиваемая из механизма подачи лента 19 все время находится в поджатом к наружной поверхности пакета 31 положении.
Одновременно пакет 31 сжимается поджимным устройством (не показан) до определенного размера по длине
вверху в это время происходит обрезка ленты, затем нахлест ее концов (фиг. 9) и сварка (фиг. 10). Таким образом, после отрезки ленты 19 механизмом 24 обрезки конец ее фиксируется, давая возможность хорошо произвести нахлест.
После сварки концов 29 ленты 19 каретка 2 пневмоцилиндром 21 возвращается в исходное положение, освобождая обвязанный пакет.
Предлагаемое устройство позволяет повысить надежность работы устройст- 15 ва в процессе формирования пакета из изделий за счет натяжения и удержания отрезанной ленты в натянутом состоянии посредством прижима, что дает возможность точно осуществить
При этом установленная степень сжатия 20 нахлест концов ленты и произвести капин в пакете должна обеспечивать его жесткость и в то же время не влиять на качество шин. Степень сжатия пакетов рекомендуется до 8% от общего размера пакета по его длине.
Механизм подачи ленты (фиг. 7) доходит до механизмов 24 обрезки ленты и узла 23 стыковки и сварки ленты .(фиг. 7), в процессе чего петля 33 принимает положение, как показано на фиг, 8.
Перед тем,как произвести нахлест лент пневмоцилиндром 13, губка 17 (фиг. 1, 6) отводится в исходное положение, освобождая конец ленты, а
чественную сварку.
Формула изобретения Устройство для обвязки кольцеоб25 разных изделий по авт. св. № 1244028, отличающееся тем, что, с целью повышения надежности работы Путем обеспечения поджатия отрезанного конца ленты на обвязываемом изде-
30 ЛИИ,оно снабжено закрепленной одним концом на кронштейне между плечами подпружиненного Г-образного рычага прижимной эластичной пластиной, свобод ный конец которой расположен вдоль
35 большего плеча Г-образного рычага.
о-; ю
U02493
вверху в это время происходит обрезка ленты, затем нахлест ее концов (фиг. 9) и сварка (фиг. 10). Таким образом, после отрезки ленты 19 механизмом 24 обрезки конец ее фиксируется, давая возможность хорошо произ
вести нахлест.
После сварки концов 29 ленты 19 каретка 2 пневмоцилиндром 21 возвращается в исходное положение, освобождая обвязанный пакет.
Предлагаемое устройство позволяет повысить надежность работы устройст- ва в процессе формирования пакета из изделий за счет натяжения и удержания отрезанной ленты в натянутом состоянии посредством прижима, что дает возможность точно осуществить
нахлест концов ленты и произвести качественную сварку.
Формула изобретения Устройство для обвязки кольцеобразных изделий по авт. св. № 1244028, отличающееся тем, что, с целью повышения надежности работы Путем обеспечения поджатия отрезанного конца ленты на обвязываемом изде-
ЛИИ,оно снабжено закрепленной одним концом на кронштейне между плечами подпружиненного Г-образного рычага прижимной эластичной пластиной, свободный конец которой расположен вдоль
большего плеча Г-образного рычага.
/Я7
фиг.д
20
сриг.г
Buff 6
75
cpae.Uфие.б
фиг. 5
ю
cpus.d
фиг, 10
г
19
срие.В
