Изобретение относится к технике упаковки и может быть использовано для обвязки лентой пакетов проката и других крупногабаритных предметов.
Целью изобретения является обеспечение надежности процесса обвязки путем увеличения продольной устойчивости ленты.
Предварительная деформация поперечного сечения ленты предложенным способом перед обвязкой ленты вокруг пакета изделий по проводке увеличивает продольную устойчивость ленты, что повышает надежность работы обвязочного устройства в целом, уменьшает время вынужденных простоев и увеличивает производительность.
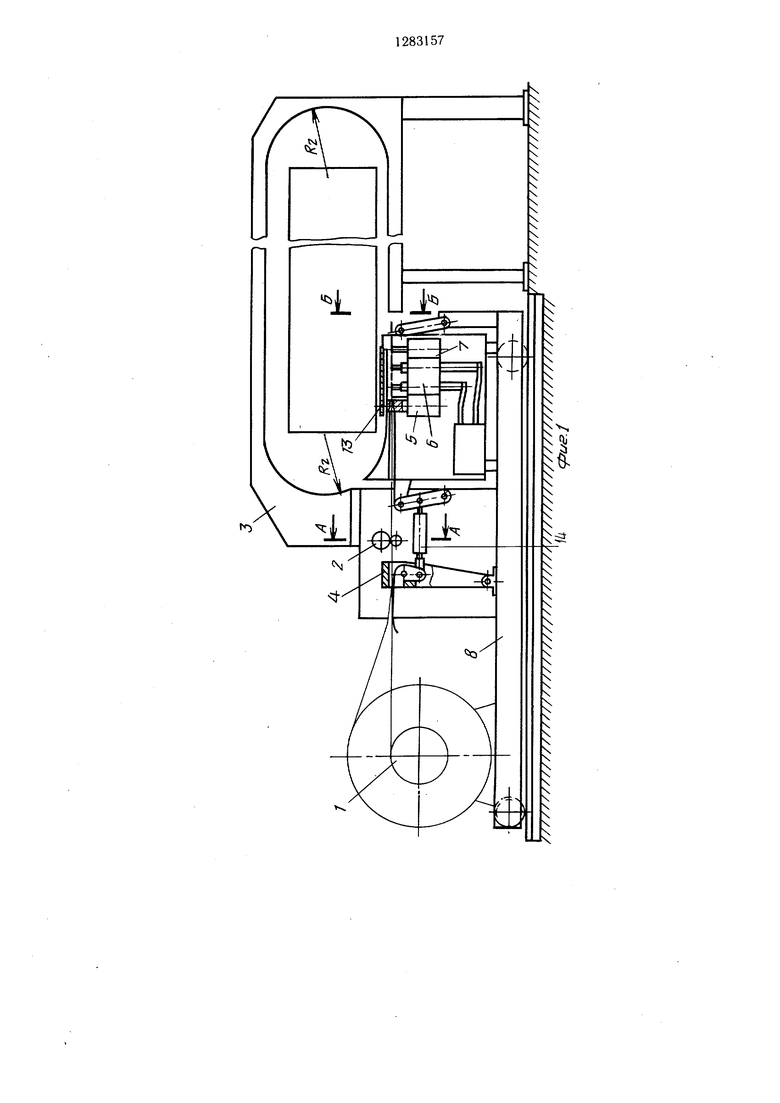
На фиг. 1 показано устройство для осуществления способа, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Устройство для осуществления способа обвязки лентой пакетов крупногабаритных изделий содержит механизм загрузки 1, механизм подачи ленты 2, проводку 3, механизм затяжки ленты 4, механизм прижима и обрезки переднего конца ленты 5, механизм сварки , механизм зажима заднего конца ленты 7, платформу 8. Механизм загрузки имеет привод вращения рулона ленты.
Механизм подачи ленты 2 включает подающий 9 и прижимной 10 ролики, гидродвигатель 11 и гидроцилиндр 12.
Подающий ролик 9 жестко установлен на конце вала, смонтированного на подшипниках качения в корпусе механизма. Другой конец вала через зубчатую муфту соединен с выходным валом гидродвигателя. Наружная поверхность подающего ролика выполнена вогнутой по радиусу: R (0,1-0,2)Ri (по экспериментальным данным для стальных лент).
Прижимной ролик 10 на сферическом подшипнике смонтирован на конце короткого плеча рычага, шарнирно установленного на корпусе. Другим концом рычаг соединен с гидроцилиндром 12, под действием которого имеет возможность поворота. Наружная поверхность прижимного ролика выполнена выпуклой по радиусу R. Проводка 3 предназначена для обеспечения обводки обвязочной ленты вокруг пакета. Устройство включает два прямолинейных и два круговых участка желоба радиусом R2, скрепленных между собой.
Механизм прижима и обрезки переднего конца ленты 5 предназначен для прижима переднего конца ленты к опорной планке 13 и обрезки образованного на пакете витка. Механизм включает корпус гидроцилиндра, в который вмонтированы два поршня со штоками. Один шток является прижимом ленты, другой приводит в действие ножницы.
0
5
0
5
0
5
0
5
Механизмы 5-7 закреплены на раме, которая посредством двух рычагов равной длины шарнирно смонтирована на платформе 8. На одном (левом) рычаге шар- нирно смонтирован гидроцилиндр 14, шток которого соединен с зажимным кулачком механизма затяжки ленты 4.
Способ осуществляют следующим образом.
Рулон обвязочной ленты устанавливается в механизм загрузки 1, а ее конец заправляется и зажимается роликами в механизм подачи ленты 2. Включается гидродвигатель механизма подачи и определенное количество ленты проталкивается по желобу проводки 3. При этом поперечное сечение ленты подающими роликами упруго- пластически деформируется в желобчатое радиусом R, а по мере выхода, из роликов благодаря упругой отдаче стальной ленты ее радиус становится равным Ri. Благодаря этому повышается ее устойчивость на прямолинейных участках проводки и облегчается обводка на круговых участках проводки, выполненных по радиусу R2.
Далее производится прижим переднего конца ленты к опорной планке 13 прижимом механизма 5. Включается привод поворота рулона ленты механизма загрузки 1. Лента выдергивается из проводки 3 и предварительно натягивается на пакете. Под действием гидроцилиндра 14 производится сначала поворот рычага механизма затяжки ленты 4 с зажатым задним концом ленты, затем перемещение рамы с механизмами 5-7 и зажатым передним концом ленты. Происходит окончательная затяжка обвязочной ленты на пакете.
После этого производится последовательно зажим заднего конца ленты, отрезка его и сварка.
Формула изобретения
Способ обвязки лентой пакетов крупно габаритных изделий в обвязочных устройствах, предусматривающий обводку ленты вокруг пакета изделий по проводке, натяжение, скрепление и обрезку концов, отличающийся тем, что, с целью обеспечения надежности процесса обвязки путем увеличения продольной устойчивости ленты, поперечное сечение ленты перед началом обводки деформируют по дуге с радиусом
Ri R2 2 с центром, расположенным со 1 ц
стороны обвязываемого пакета, где R2 - минимальный радиус криволинейного участка проводки устройства при толщине ленты
. f (l-V)E
где j, - коэффициент Пуансона, Е, стт - модуль упругости и предел текучести материала ленты.
R
cpus.2
71
zs
сриг.З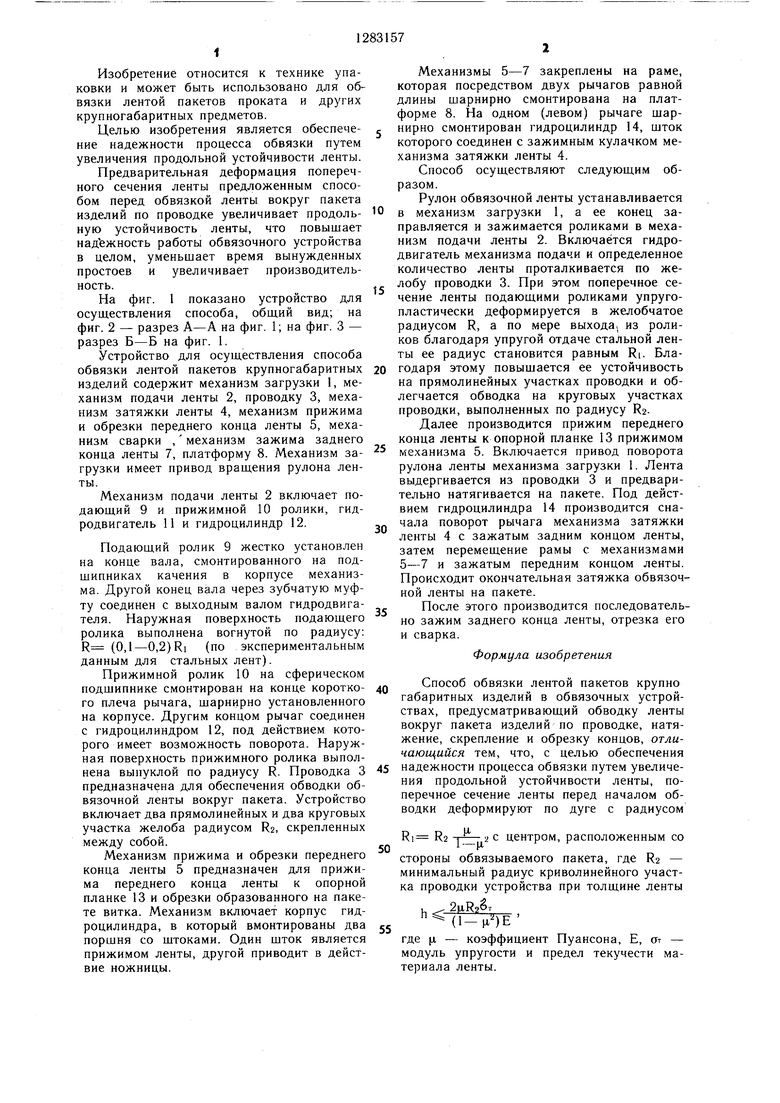
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи обвязочной ленты | 1989 |
|
SU1712250A1 |
| УСТРОЙСТВО ДЛЯ вязки ПРОКАТА ПАЧЕК, РУЛОНОВИ БУНТОВ | 1970 |
|
SU260489A1 |
| Устройство для обвязки предметов лентой | 1981 |
|
SU990591A1 |
| МАШИНА ДЛЯ ОБВЯЗКИ ПРОВОЛОКОЙ КОНЦОВ ШПАЛ | 2005 |
|
RU2302360C2 |
| Устройство для обвязки лентой пакета изделий | 1985 |
|
SU1248897A1 |
| Устройство для обвязки кольцеобразных изделий | 1979 |
|
SU770937A1 |
| Способ обвязывания рулонов и устройство для его осуществления | 1989 |
|
SU1684170A1 |
| Агрегат для упаковки пакетов листов | 1978 |
|
SU753718A1 |
| СПОСОБ СОЕДИНЕНИЯ КОНЦОВ ОБВЯЗОЧНОЙ ЛЕНТЫ И ОБВЯЗОЧНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2277500C2 |
| Устройство для обвязки предметов металлической лентой | 1981 |
|
SU1013350A1 |
Изобретение откосится к технике упаковки и может быть использовано для обвязки лентой пакетов проката и других крупногабаритных предметов. Целью изобретения является обеспечение надежности процесса обвязки путем деформации поперечного сечения ленты. Поперечное сечение ленты перед началом обводки изгибают по дуге с радиусом Ri Rzn/l-ц с центром, расположенным со стороны обвязываемого пакета, где R2 - минимальный радиус участка проводки устройства при толщине ленты h 2n,R2aT4-l-Ц)Е, где ц - коэффициент Пуассона; Е, от - модуль упругости и предел текучести материала ленты. 3 ил. ( (Л 00 со сд 
Составитель В. Филинов
Техред И. ВересКорректор М. Шароши
Тираж 645Подписное
ВНИИПИ Государственного комитета СССР но делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Устройство для обвязки изделий | 1981 |
|
SU971708A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Устройство для обвязки предметов металлической лентой | 1975 |
|
SU523000A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
