- 20 25 Д Фиг.1
(О
ND
СО
г
Изобретение относится к измерительной технике, а именно к приборам для построения криволинейного профиля изделия.
Цель изобретения - ускорение процесса построения профиля криволинейной поверхности изделия с учетом величины усадки материала, например, при литье.
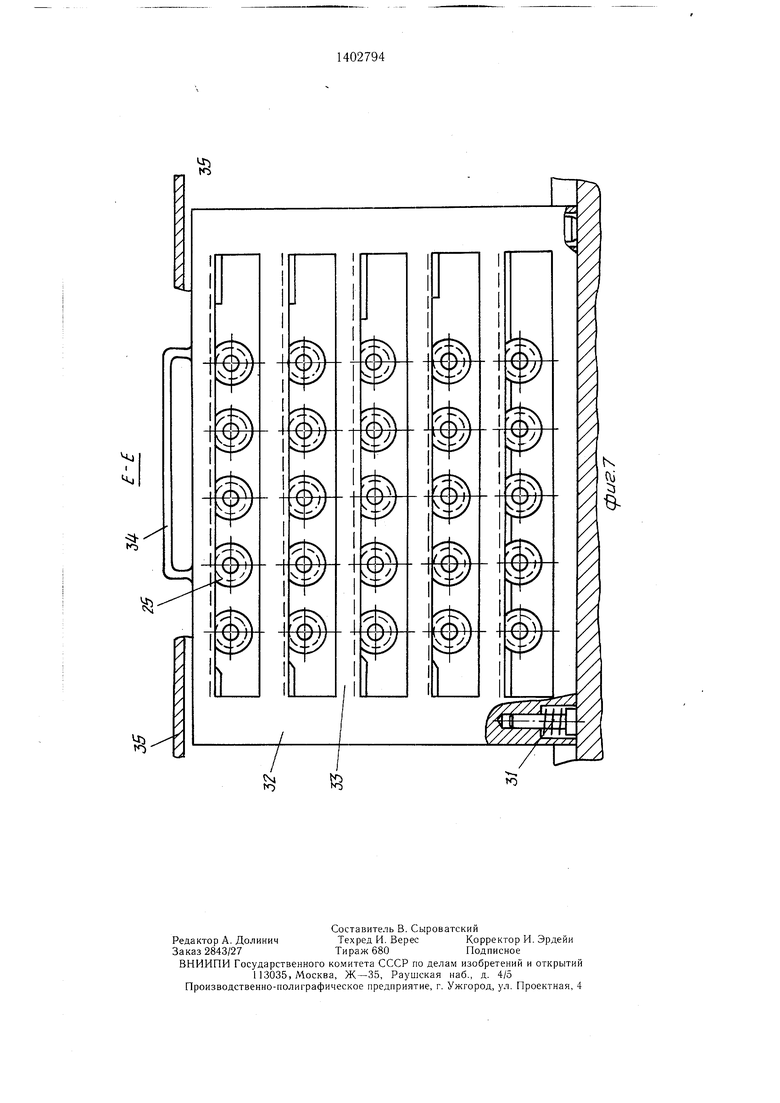
На фиг. 1 изображен прибор, вид сбоку; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 2; на фиг. 5 - разрез Г-Г на фиг. 2; на фиг. 6 - разрез Д-Д на фиг. 1; на фиг. 7 - разрез Е-Е на фиг. 1.
Прибор для построения профиля содержит основание 1 и установленный на нем координатограф 2, имеющий прямоугольный корпус 3, по сторонам которого расположены два взаимно перпендикулярных базовых винта 4 и 5 и два аналогичных винта 6 и 7, расположенные параллельно базовым. Каждый из винтов 4-7 имеет резьбовые участки от середины винтов до их концов с разнонаправленной резьбой переменного шага, разделенные шейкой 8, которая помещена в подшипник 9, закрепленный на корпусе 3. Базовые винты 4 и 5 соединены с соответствующими винтами 6 и 7 замкнутыми тросиками 10 для синхронного вращения каждой пары параллельных винтоЕ и имеют уг- :Ловые отсчетные узлы 11 и 12.
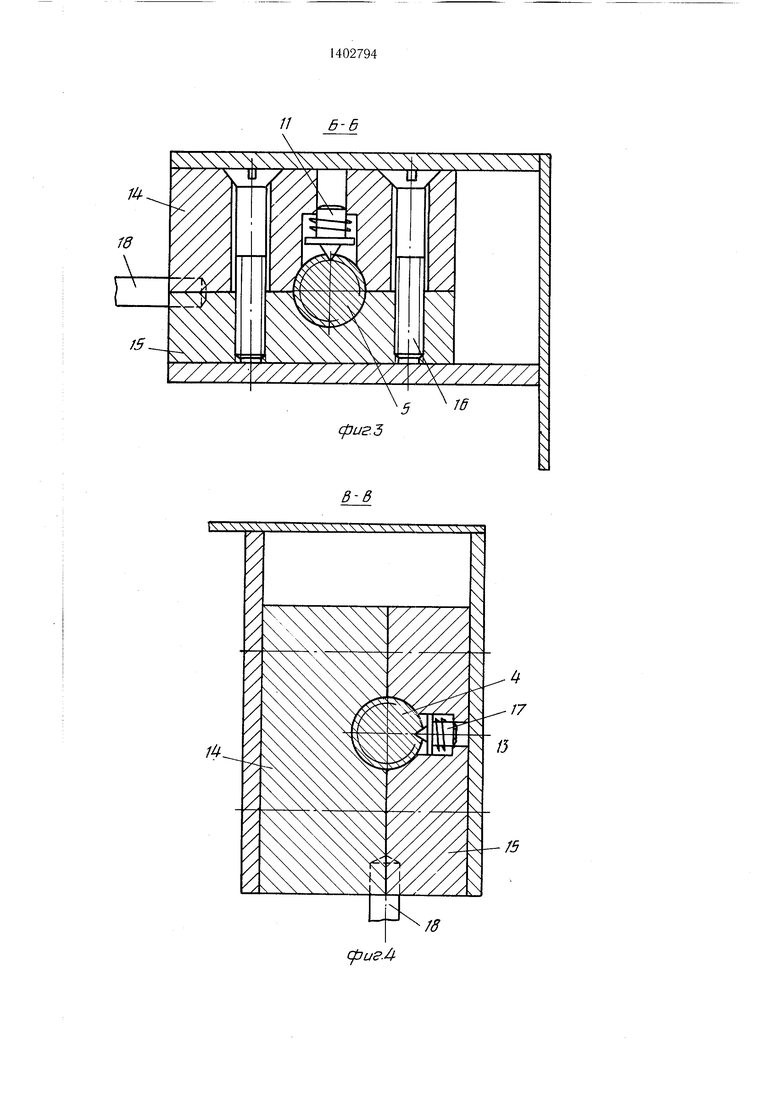
На винтах 4-7 установлены гайки 13 с : цилиндрическими отверстиями под винты, ; каждая из которых выполнена из двух час- :тей 14 и 15, соединенных между собой кре- ;нежными винтами 16. На гайках 13 уста- |новлены подпружиненные цилиндрические |фиксаторы 17 с коническим наконечником, |выполненным по профилю резьбы винтов Гайки 13 и подшипники 9 соединены
1также между собой параллельными стержнями 18.
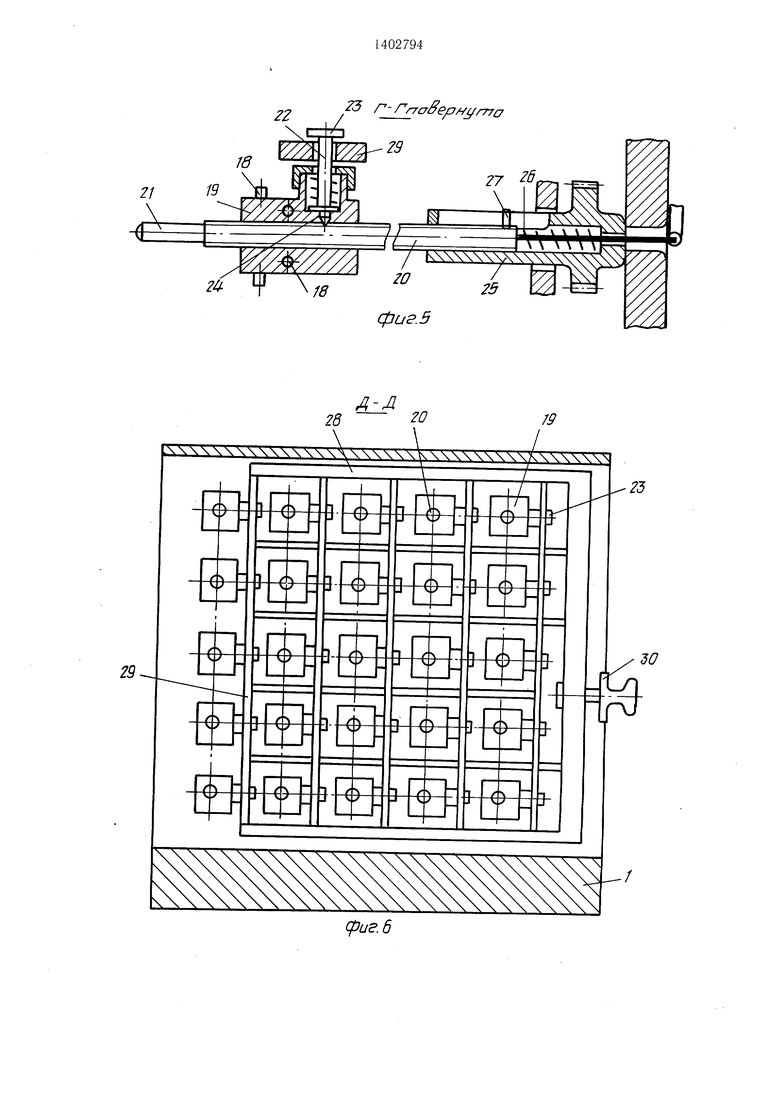
На стержнях 18 установлены ползущки 19 с цилиндрическим отверстием, ось которого перпендикулярна осям стержней. В отверстиях ползушек 19 размещены контактные винты 20 с шуповым наконечником 21, имеющие переменный шаг резьбы, и которые фиксируются закрепленными на пол- зушках 19 фиксаторами 22, выполненными в виде подпружиненных стержней с цилиндрической головкой 23 и конусом 24 на конце, соответствующим профилю резьбы винтов 20. Фиксаторы 22 связаны с механизмом их управления.
Концы винтов 20, противоположные наконечникам 21, помещены в цилиндрические отверстия втулок-щестерен 25, кинематически связанных с приводом их вращения. Винты 20 подпружинены вдоль своей оси пружинами 26, а от проворота во втулках-шестернях 25 удерживаются штифтами 27, входящими в продольный паз на втулках-шестернях.
0
5
Механизм управления фиксаторами 22 состоит из рамки 28 с параллельными планками 29, в которых выполнены пазы под стержни фиксаторов 22, и ручки замка 30 для перемещения и стопорения рамки 28 в крайнем положении.
Привод вращения втулок-щестерен 25 состоит из подпружиненной пружинами 31 рамки 32 с параллельными зубчатыми рейками 33, входящими в зацепление с втулками-шестернями 25, ручки 34 и упоров 35.
Прибор работает следующим образом.
Построение профиля изделия включает копирование криволинейной поверхности и ее корректировку с учетом требуемой усадки. При копировании прибор подводится к измеряемой поверхности изделия 36, при этом угловые отсчетные устройства 11 и 12 координатографа 2 должны находиться на нуле. При помощи ручки-замка 30 перемещают рамку 28 с планками 29, выводят этим фиксаторы 22 из зацепления с резьбой винтов 20. Винты 20 под действием пружин 26 выдвигаются вперед и упираются щуповыми наконечниками 21 в поверхность изделия 36. В этом положении винтов 20 отпускают ручку-замок 30 и рамка 28 с планками 29 под действием пружин фиксаторов 22 перемещается в обратном направлении, а фиксаторы 22 коническими наконечниками 24 сопрягаются с резьбой винтов 20. На этом копирование поверхности заканчивается и изделие 36 убирается.
Для корректировки сканированной поверхности на величину требуемой усадки перемещают рамку 32 с зубчатыми рейками 33 вниз нажатием на ручку 34 и вводят рейки в зацепление с втулками-щестернями 25. Затем перемещают рамку 32 на заданную величину усадки по линейке и риске (не показаны) и вращают этим втулки-щестер- ни 25 и винты 20, которые, находясь в зацеплении с фиксаторами 22, одновременно ввертываются или вывертываются в зависимости от направления корректировки.
После корректировки контактных винтов -20 производят корректировку винтов 4- 7 при помощи угловых отсчетных узлов 11 и 12, где также устанавливают требуемую величину корректировки.
Прибор позволяет копировать сразу всю криволинейную поверхность изделия и корректировать ее по трем координатам с учетом усадки при изготовлении, например оснастки для литья, что значительно ускоряет процесс построения профиля.
Формула изобретения
0
5
0
5
0
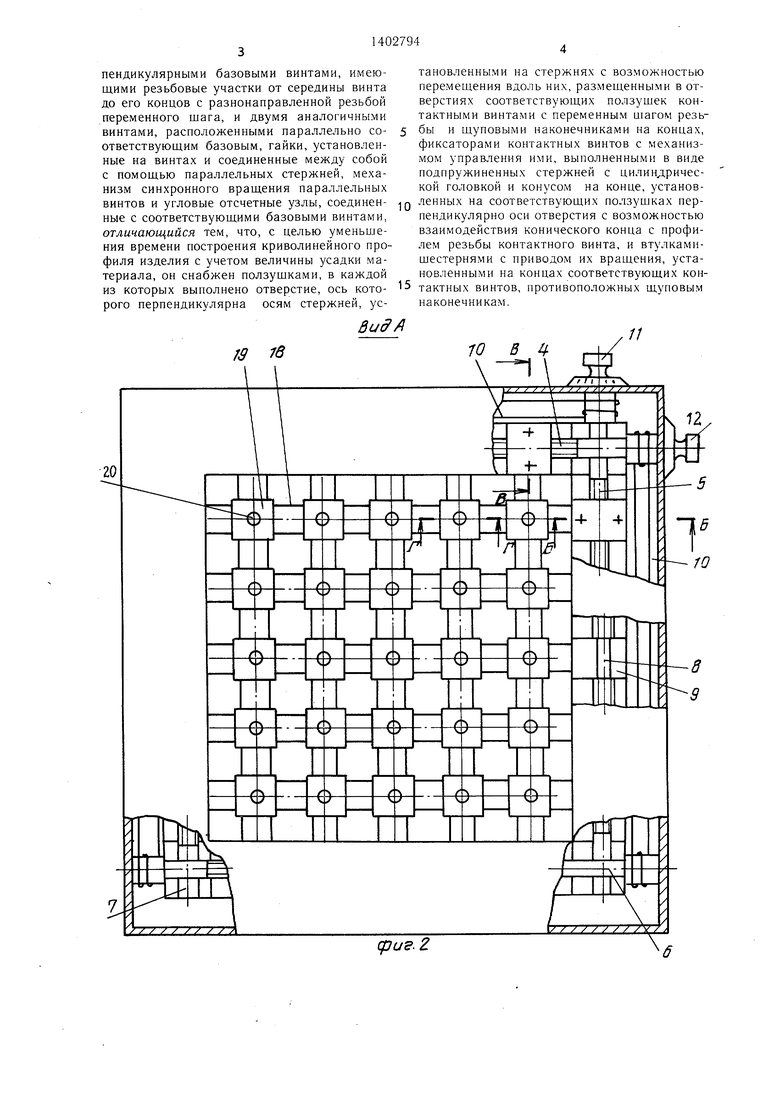
ее Прибор ДЛЯ построения профиля изделия, содержащий основание и установленный на нем координатограф, включающий прямоугольный корпус с двумя взаимно перпендикулярными базовыми винтами, имеющими резьбовые участки от середины винта до его концов с разнонаправленной резьбой переменного шага, и двумя аналогичными винтами, расположенными параллельно соответствующим базовым, гайки, установленные на винтах и соединенные между собой с помощью параллельных стержней, механизм синхронного вращения параллельных винтов и угловые отсчетные узлы, соединенные с соответствующими базовыми винтами, отличающийся тем, что, с целью уменьшения времени построения криволинейного профиля изделия с учетом величины усадки материала, он снабжен ползущками, в каждой из которых выполнено отверстие, ось которого перпендикулярна осям стержней, / 7(
тановленными на стержнях с возможностью перемещения вдоль них, размещенными в отверстиях соответствующих ползушек контактными винтами с переменным шагом резьбы и щуповыми наконечниками на концах, фиксаторами контактных винтов с механизмом управления ими, выполненными в виде подпружиненных стержней с цилиндрической головкой и конусом на конце, установленных на соответствующих ползушках перпендикулярно оси отверстия с возможностью взаимодействия конического конца с профилем резьбы контактного винта, и втулками- шестернями с приводом их вращения, установленными на концах соответствующих контактных винтов, противоположных щуповым наконечникам.
(f}u.2
п
(ригЗ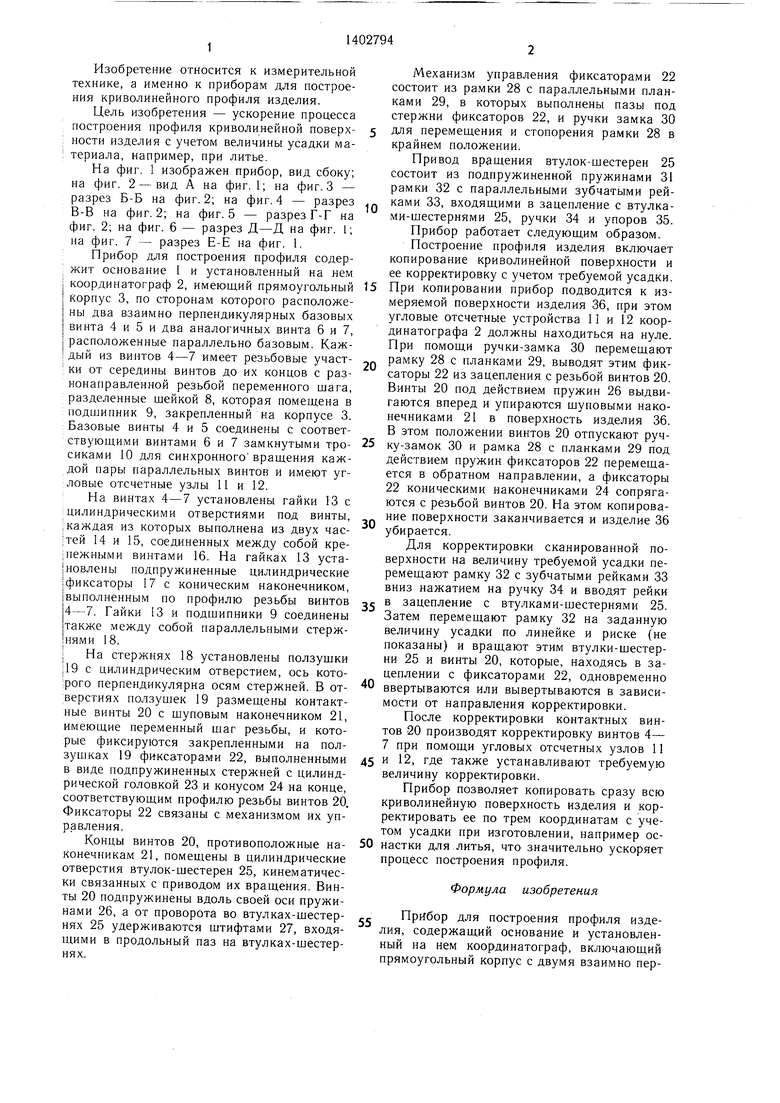
| название | год | авторы | номер документа |
|---|---|---|---|
| Прибор для копирования профиля деталей | 1986 |
|
SU1384923A1 |
| Прибор для копирования профиля изделий | 1975 |
|
SU707769A1 |
| Прибор для построения профиля изделия | 1975 |
|
SU597919A1 |
| Прибор для контроля параметров конусов | 1982 |
|
SU1133474A1 |
| Устройство для измерения размеров изделий | 1990 |
|
SU1772587A1 |
| Устройство для разметки и сверления шаговых отверстий | 1982 |
|
SU1196670A1 |
| ПРИБОР ДЛЯ КОНТРОЛЯ ПАРАМЕТРОВ ОТВЕРСТИЙ БУКС КОЛЕСНЫХ ПАР ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ | 2003 |
|
RU2247315C1 |
| Коробка передач транспортного средства | 1979 |
|
SU929489A1 |
| Устройство для измерения размеров сварных соединений | 1990 |
|
SU1710985A1 |
| Регулируемое лекало | 1973 |
|
SU500081A1 |
Изобретение относится к измерительной технике. Целью изобретения является ускорение процесса построения профиля криволинейной поверхности изделия с учетом величины усадки материала за счет снабжения прибора для построения профиля, содержащего основание 1 и установленный на нем координатограф 2, ползушками, установленными на стержнях, контактными винтами 20 со щуповыми наконечниками 21, контактирующими с измеряемой поверхностью детали 36, управляемыми фиксаторами контактных винтов 20 и втулками-щестернями 25 с приводом их вращения, кинематически связанными с винтами 20. 7 ил.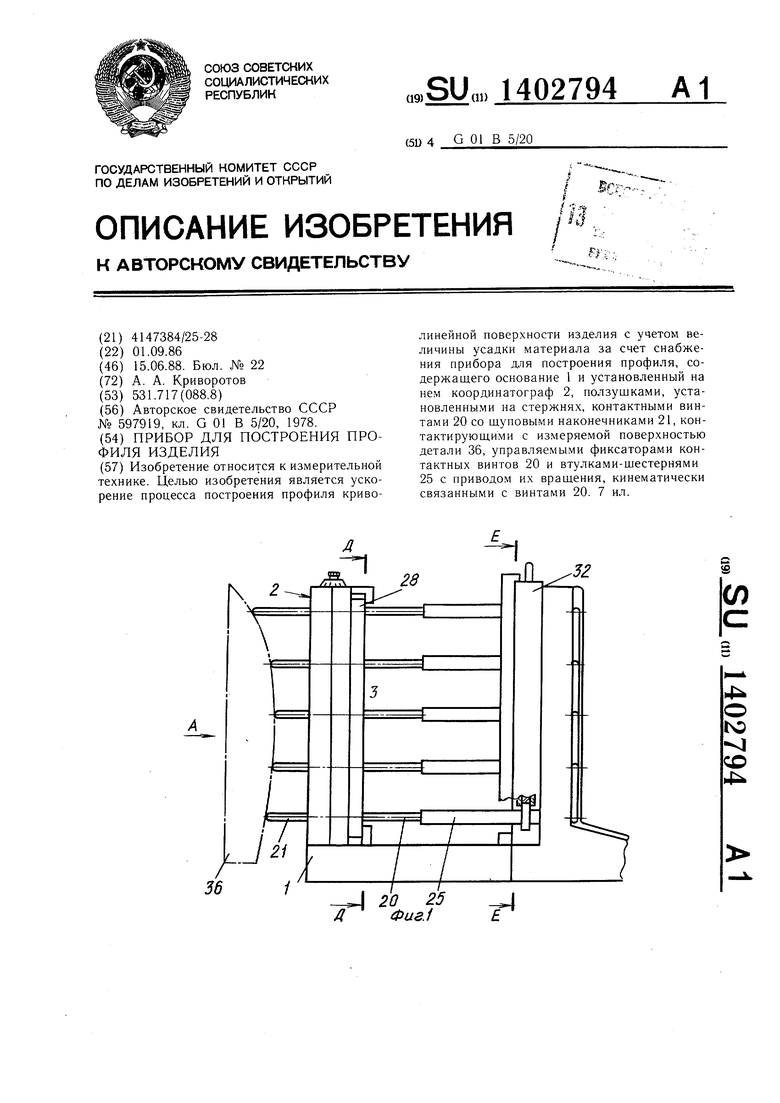
/
сриэЛ
„у Г- (/Г77о
/
т{///А 7
2 ,
фиг. 5
д-л
28 f
L
Х
27
26
W
У Л v
25
/
79
(риг. 6
Ю
| Прибор для построения профиля изделия | 1975 |
|
SU597919A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
