(Л
со
00 4 CD
to
оо
Фиг.1
Изобретение относится к измерительной технике, в частности к приборам для измерения контуров и кривых, и может быть применено при изготовлении оснастки в литейном и кузнечно-штамповочном производстве.
Целью изобретения является расширение номенклатуры контролируемых деталей за счет обеспечения возможности построения профиля детали, находяш,ейся в нескольких четвертях прямоугольной системы координат с учетом величины усадки материала при литье или горячей штамповке и припуска на механическую обработку.
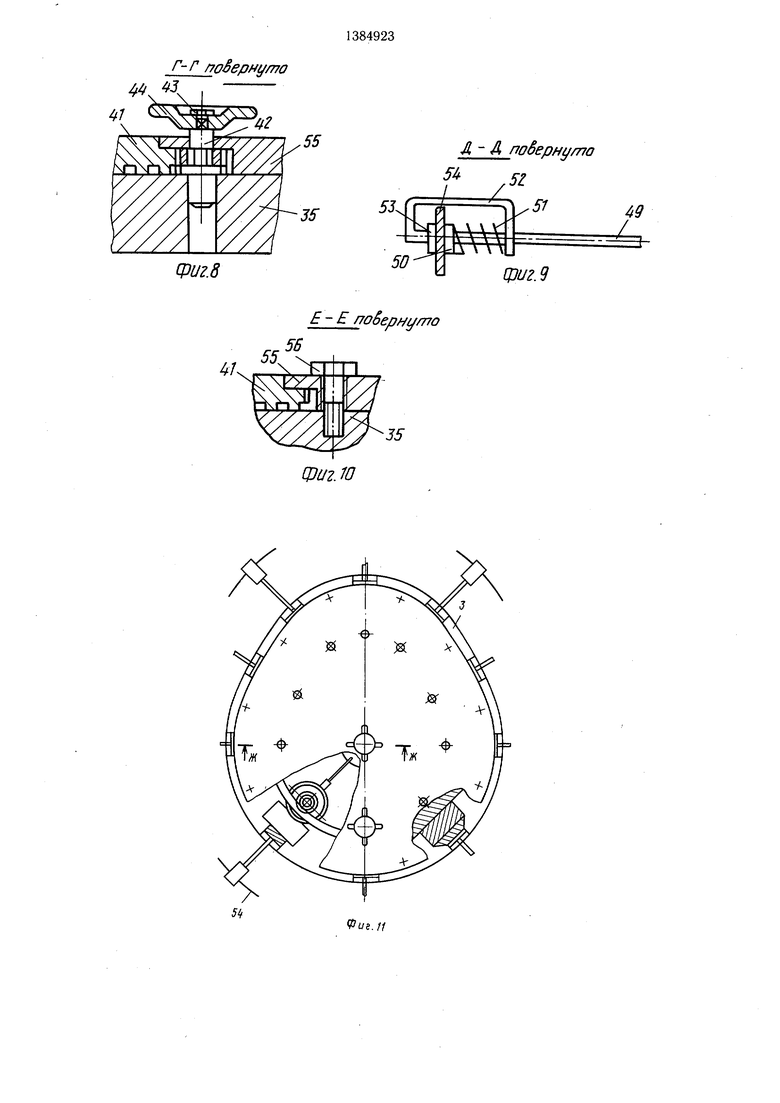
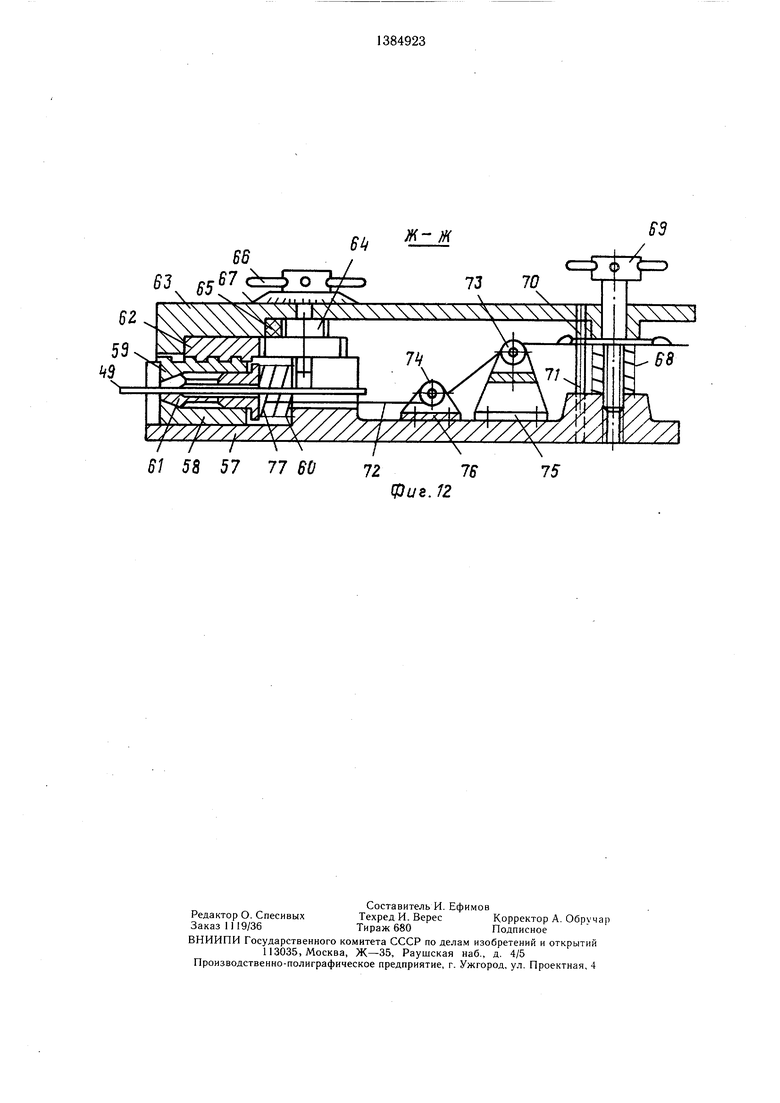
На фиг. 1 изображен прибор, обш,ий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - элемент фиксации гибкой ленты; на фиг. 5 - фиксируюший элемент с установленным на нем валиком, обший вид; на фиг. 6 - первый переносной шаблон, обш,ий вид; на фиг. 7 - сечение В-В на фиг. 6; на фиг. 8 - сечение Г-Г (повернуто) на фиг. 6; на фиг. 9 - сечение Д-Д (повернуто) на фиг. 6; на фиг. 10 - сечение Е-Е (повернуто) на фиг. 6; на фиг. 11 - второй переносной шаблон, обший вид; на фиг. 12 - сечение Ж-Ж на фиг. 11.
Прибор для копирования профиля деталей состоит из координатографа 1, переносного шаблона 2 или 3. Корпус координатографа выполнен в виде полукорпусов 4 и 5. По граням полукорпусов 4 и 5 размеш,ены четыре взаимно перпендикулярных винта 6-9. Ведуш,ий винт 6 и три ведомых винта 7-9, каждый винт имеет противоположно направленные резьбы с переменным шагом с возрастанием угла резьбы от середины винта, разделяюшиеся координатными шейками 10, которые ограничены от осевого движения подшипником, состояш,им из двух половинок 11 и 12. Половинки 11 и 12 подшипника относительно полукорпуса 5 фиксируются штифтами 13.
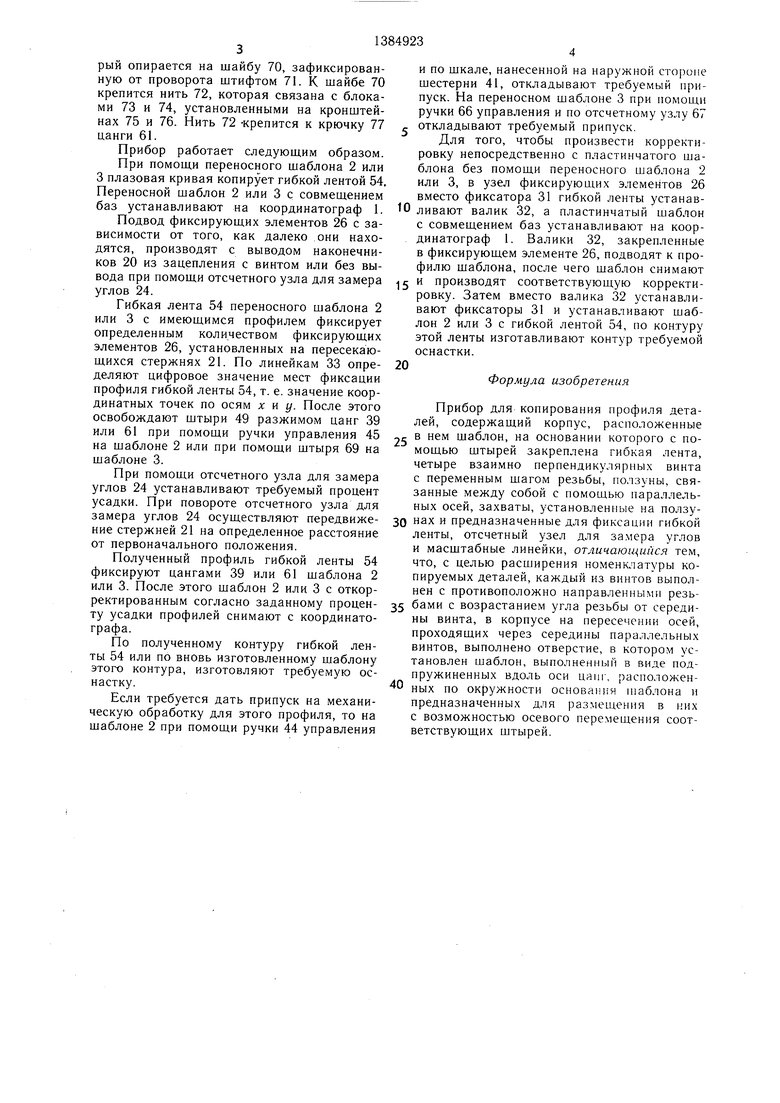
Во взаимодействии с винтами 6, 7 и 9 находятся ползуны, состоящие из двух элементов 14 и 15, скрепленных между собой винтами 16. В элементе 14 ползуна стоит подпружиненный пружиной 17 фиксатор 18 с головкой 19 и наконечником 20, выполненным по профилю резьбы винтов. В ползунах перпендикуляро отверстию под винт расточены глухие отверстия под стержень 21.
Винты 6-9 взаимосвязаны между собой при помощи конических шестерен 22, которые сидят неподвижно на концевых шейках винтов. Выступающая часть концевых шеек фиксируется в корпусных расточках полукорпусов 4 и 5, скрепленных винтами 23. На шейке ведушего винта 6 установлен от- счетный узел 24 для замера углов поджатый гайкой 25.
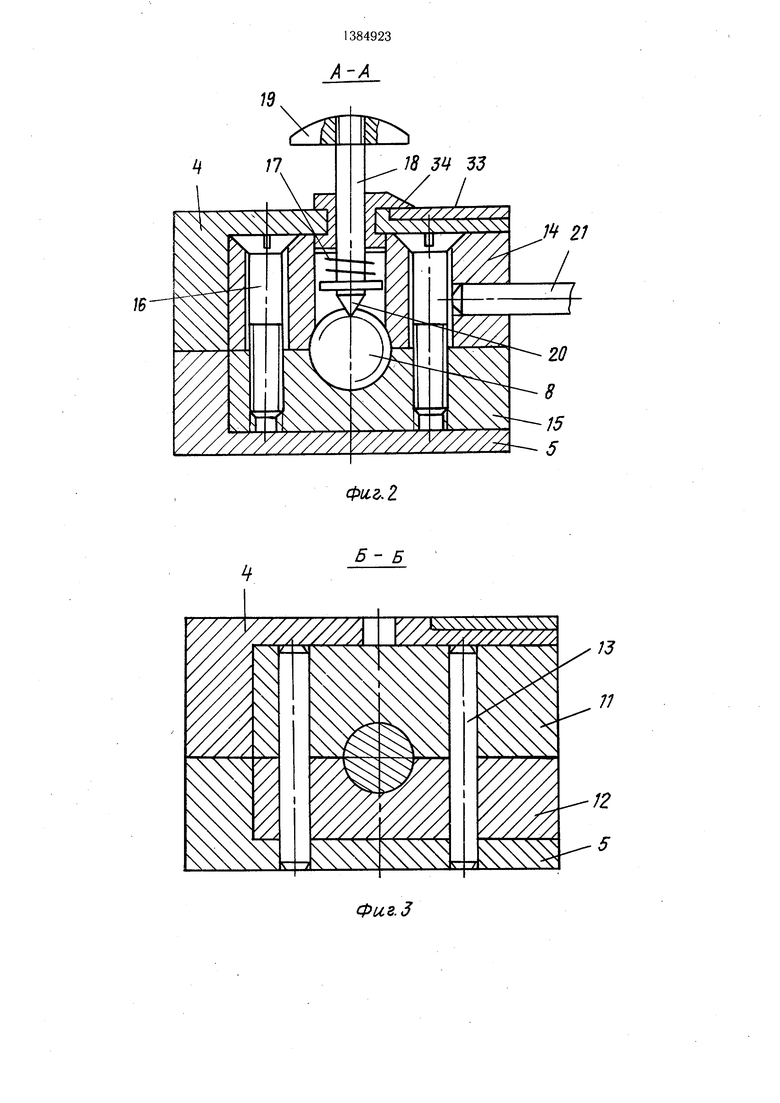
На пересекающихся стержнях 21 установлены фиксирующие элементы 26, состоящие из подпружиненных пружинами 27 рычагов 28, резьбовой пары стакана 29 и гайки 30 с фиксатором 31 или с валиком 32. Валики 32 служат для определения контура пластинчатого щаблона и затем после корректировки профиля перенесения его на гибкую ленту шаблонов 2 или 3.
По граням полукорпуса 4 в углублениях закреплены линейки 33, причем деления на каждой линейке начинаются с нуля, распоQ ложенного на середине линейки, и дальше в разные стороны отсчет идет по возрастающей.
На фиксаторах 18 установлены стрелки 34, которые прямоугольным основанием
5 фиксируются в ползуне 14.
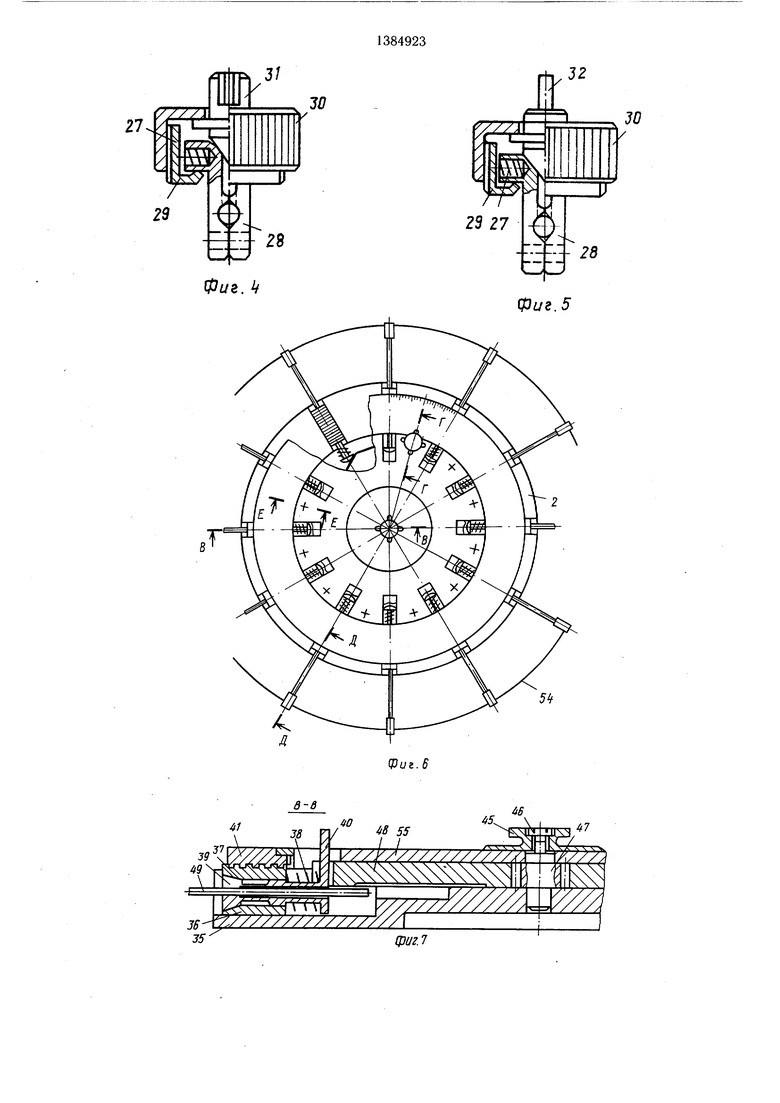
Шаблон 2 содержит основание 35, в котором равномерно расположены по окружности кулачки. Каждый кулачок состоит из двух элементов 36 и 37 со спиральной нарезкой. Сцентрированные и скрепленные
два элемента кулачка образуют цилиндрическое отверстие, переходящее в конус, в котором установлена подпружиненная пружиной 38 цанга 39 с ручкой 40 для индивидуального разжима цанги 39.
5 Ответная элементу 37 кулачка шестерня 41 имеет нарезку и сопряжена с малой шестерней 42, на оси которой прижатая гайкой 43 сидит ручка управления 44. Вторая ручка управления 45 находится в центре шаблона и фиксируется гайкой 46, по резьбе
0 щлицевого валика 47. Валик 47 находится в зацеплении с диском 48. Цанги 39 удерживают контактные щтыри 49, заканчивающиеся пятой 50. На каждом контактном штыре 49 установлена подпружиненная пружиной 51 при помощи С-образного держа5 теля 52 вторая пята ,53. Между пятами 50 и 53 закреплена гибкая лента 54. Сверху весь механизм шаблона закрыт крышкой 55, которая крепится винтами 56. С наружной стороны на шестерне 41 нанесены деления,
д а на крышке 55 риска.
Шаблон 3 содержит основание 57, в котором равномерно расположены по окружности кулачки. Каждый кулачок состоит из двух элементов 58 и 59 со спиральной нарезкой. Сцентрированные и скрепленные
5 два элемента кулачка образуют цилиндрическое отверстие, переходящее в конус, в котором установлена подпружиненная пружиной 60 цанга 61. Ползун - рейка 62, сколь- зяший в гнезде крышки 63 и ответный элементу 59 кулачка, имеет нарезку. Ползун0 рейка 62 имеет боковую нарезку зубьев, с которыми в зацеплении находится шестерня блока 64, вторая его шестерня находится в зацеплении с гибкой шестерней 65. На оси одного из блоков 64 крепится ручка 66 уп- равления с круговым отсчетным узлом 67. Для одновременного освобождения контактных штырей 49 служит резьбовой подпружиненный пружиной 68 штырь 69, который опирается на шайбу 70, зафиксированную от проворота штифтом 71. К шайбе 70 крепится нить 72, которая связана с блоками 73 и 74, установленными на кронштейнах 75 и 76. Нить 72 -крепится к крючку 77 цанги 61.
Прибор работает следуюшим образом.
При помоши переносного шаблона 2 или 3 плазовая кривая копирует гибкой лентой 54. Переносной шаблон 2 или 3 с совмещением баз устанавливают на координатограф 1.
Подвод фиксируюших элементов 26 с зависимости от того, как далеко они находятся, производят с выводом наконечников 20 из зацепления с винтом или без вывода при помош,и отсчетного узла для замера углов 24.
Гибкая лента 54 переносного шаблона 2 или 3 с имеюшимся профилем фиксирует определенным количеством фиксируюших элементов 26, установленных на пересекаю- шихся стержнях 21. По линейкам 33 определяют цифровое значение мест фиксации профиля гибкой ленты 54, т. е. значение координатных точек по осям х к у. После этого освобождают штыри 49 разжимом цанг 39 или 61 при помоши ручки управления 45 на шаблоне 2 или при помоши штыря 69 на шаблоне 3.
При помоши отсчетного узла для замера углов 24 устанавливают требуемый процент усадки. При повороте отсчетного узла для замера углов 24 осушествляют передвижение стержней 21 на определенное расстояние от первоначального положения.
Полученный профиль гибкой ленты 54 фиксируют цангами 39 или 61 шаблона 2 или 3. После этого шаблон 2 или 3 с откорректированным согласно заданному проценту усадки профилей снимают с координатографа.
По полученному контуру гибкой ленты 54 или по вновь изготовленному шаблону этого контура, изготовляют требуемую оснастку.
Если требуется дать припуск на механическую обработку для этого профиля, то на шаблоне 2 при помоши ручки 44 управления
0
5
0
и по шкале, нанесенной на наружной стороне шестерни 41, откладывают требуемый припуск. На переносном шаблоне 3 при помоши ручки 66 управления и по отсчетному узлу 67 откладывают требуемый припуск.
Для того, чтобы произвести корректировку непосредственно с пластинчатого шаблона без помоши переносного шаблона 2 или 3, в узел фиксируюших элементов 26 вместо фиксатора 31 гибкой ленты устанавливают валик 32, а пластинчатый шаблон с совмешением баз устанавливают на координатограф 1. Валики 32, закрепленные в фиксируюшем элементе 26, подводят к профилю шаблона, после чего шаблон снимают и производят соответствующую корректировку. Затем вместо валика 32 устанавливают фиксаторы 31 и ycтaнaBv ивaют шаблон 2 или 3 с гибкой лентой 54, по контуру этой ленты изготавливают контур требуемой оснастки.
Формула изобретения
5
Прибор для копирования профиля деталей, содержащий корпус, расположенные в нем шаблон, на основании которого с помощью штырей закреплена гибкая лента, четыре взаимно перпендикулярных винта с переменным шагом резьбы, ползуны, связанные между собой с помощью параллельных осей, захваты, установленные на ползу- 0 нах и предназначенные для фиксации гибкой ленты, отсчетный узел для замера углов и масштабные линейки, отличающийся тем, что, с целью расширения номенклатуры копируемых деталей, каждый из винтов выполнен с противоположно направленными резьбами с возрастанием угла резьбы от середины винта, в корпусе на пересечении осей, проходящих через середины параллельных винтов, выполнено отверстие, в котором установлен шаблон, выполненный в виде подпружиненных вдоль оси ЦЯН1 , расположенных по окружности ocHoeaiiiiH 1наблона и предназначенных для размещения в нпх с возможностью осевого перемещения соответствующих штырей.
5
0
Ю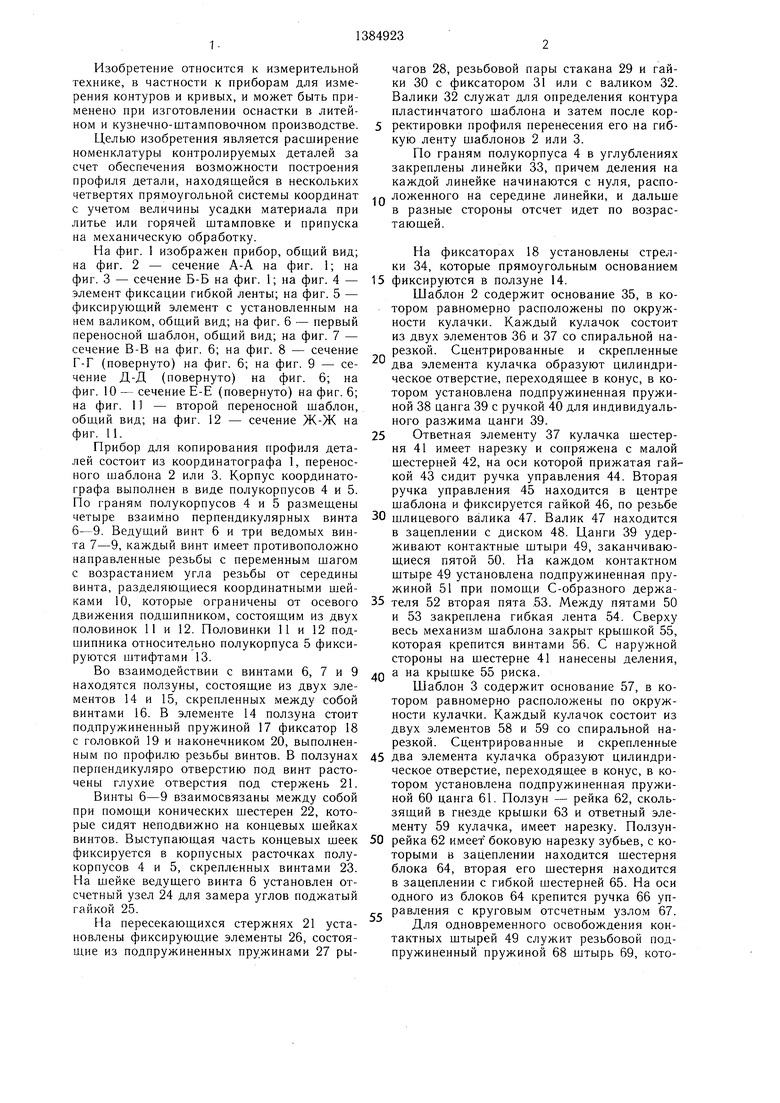
| название | год | авторы | номер документа |
|---|---|---|---|
| Прибор для копирования профиля изделий | 1975 |
|
SU707769A1 |
| Прибор для построения профиля изделия | 1986 |
|
SU1402794A1 |
| Прибор для построения профиля изделия | 1975 |
|
SU597919A1 |
| Устройство для разметки и сверления шаговых отверстий | 1982 |
|
SU1196670A1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА ПОЛОТНО ЭЛАСТИЧНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2027595C1 |
| Устройство для бокового и наклонного открывания окна или застекленной двери | 1990 |
|
SU1822457A3 |
| Ротор для механической обработки заготовок | 1973 |
|
SU442043A1 |
| КОДОВЫЙ ЗАМОК | 1991 |
|
RU2049896C1 |
| Вайма для сборки рамок корпусов струнных музыкальных инструментов | 1987 |
|
SU1444146A1 |
Изобретение относится к измерительной технике, к приборам для измерения контуров и кривых. Целью изобретения является расширение номенклатуры контролируемых деталей. Переносной шаблон устанавливается на координатограф 1. Гибкая лента шаблона с имеюшимся профилем фиксируется фиксируюш.ими элементами 26. После этого дается свобода штырям шаблона, они освобождаются от фиксации разжимов цанг. При повороте отсчетного узла 24 для измерения углов осуществляется передвижение стержней 21 за счет движения четырех взаимно перпендикулярных винтов 6, 7, 8 и 9 с противоположно направленными резьбами с возрастанием угла резьбы от середины винта. Полученный профиль гибкой ленты фиксируется цангами, а шаблон с откорректированным согласно заданному проценту усадки профилем снимается с координатографа 1. 12 ил.
Фи,г.2
Б- Б
Фиг.З
Фиг.
в-в
23 27
Фиг. 5
5
Фиг.6
фиг. 7
Г-Г f7oSepHl /77Q
35
Фиг.8
- Е поёернилго
Фи2. Ю
fus.n
5J.
Л- & поёеони/770 5U
5Z.
50
66
63 с5
х,,
бг
II I
61 58 57 77 60
Ж- Н
вз
/
7276
Фиг. 12
| ПРИБОР ДЛЯ КОПИРОВАНИЯ ПРОФИЛЯ ДЕТАЛЕЙ |
