I
Изобретение относится к измерительной технике, в частности к приборам и устройствам для измерения контуров и кривых, и Может быть применено при изготовлении оснастки в литейном и кузнечно-штамповочном производстве.
Известны приборы для копирования профиля изделий с корпусом, выполненным в виде четырех взаимно перпендикулярных граней, в которых расположены винты и связанные с ними ползунки, с размещенными в окне корпуса осями с захватами для фиксации ленты переносного шаблона. Винты вьшолиены с участками, резьба которых пропорциональна их длине от базы 1.
Однако для них характерна низкая точность, так как в пределах одного отрюзка шаг резьбьг один и погрешность корректировки ка этот участок 0,005 длины одното отрезка, и сложная конструкция из-за большого количества параллельных и перпендикулярных осей.
Для повышения качества корректаровки кривых и упрошения схемы прибора в описьшаемом приборе винты выполнены с переменн.1м
шагом резьбы, а ползунки снабжены подпружиненным1{ фиксаторами для связи их с винтаMi, приче концы фиксатора вьшолнены по профилю резьбы. .
JJfiR кoшipoвaшш профиля непосредственно с шаблона захваты снабжены валиками диаметр которых равен толшине ленты.
Для упрощения конструкции прибора и повыиюння производительности захваты для фиксации ленты выполнены в виде подпружиненных рычагов, связанных с коническим фиксатором и резьбовой парой.
Прибор может бьггь снабжен установленными на фиксаторах ползунков стрелками (нониусами) и размещеш1ыгли на верхней части корпуса масштабными линейками.
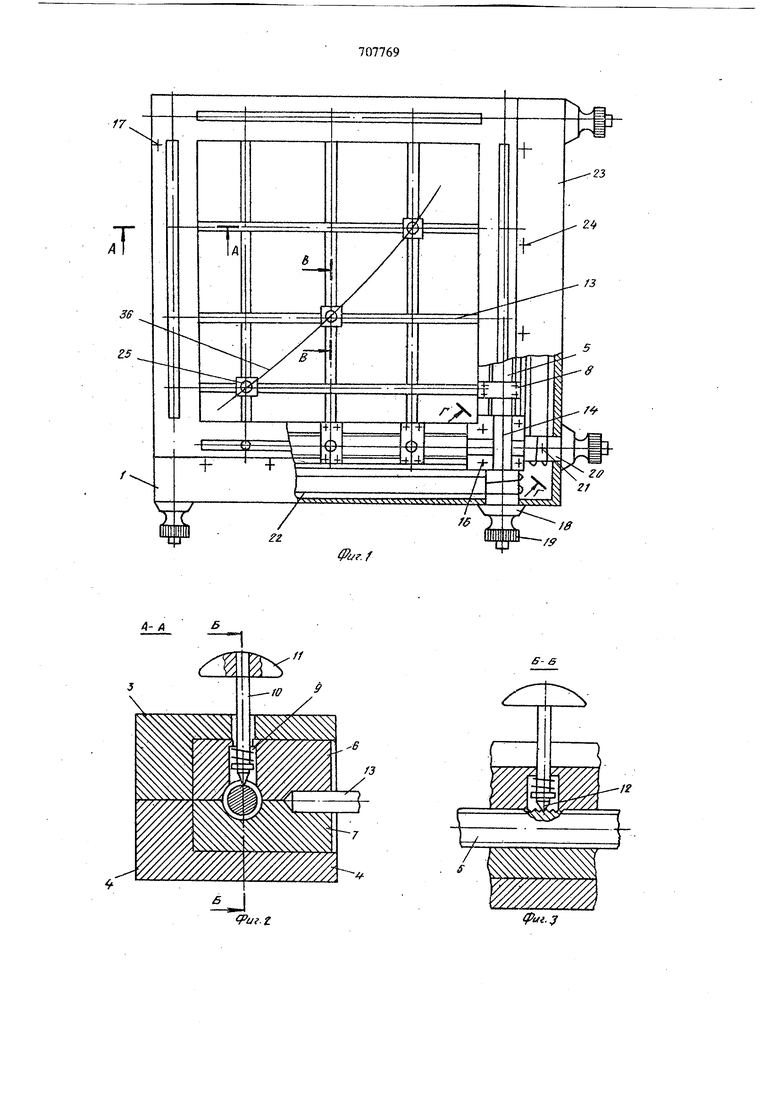
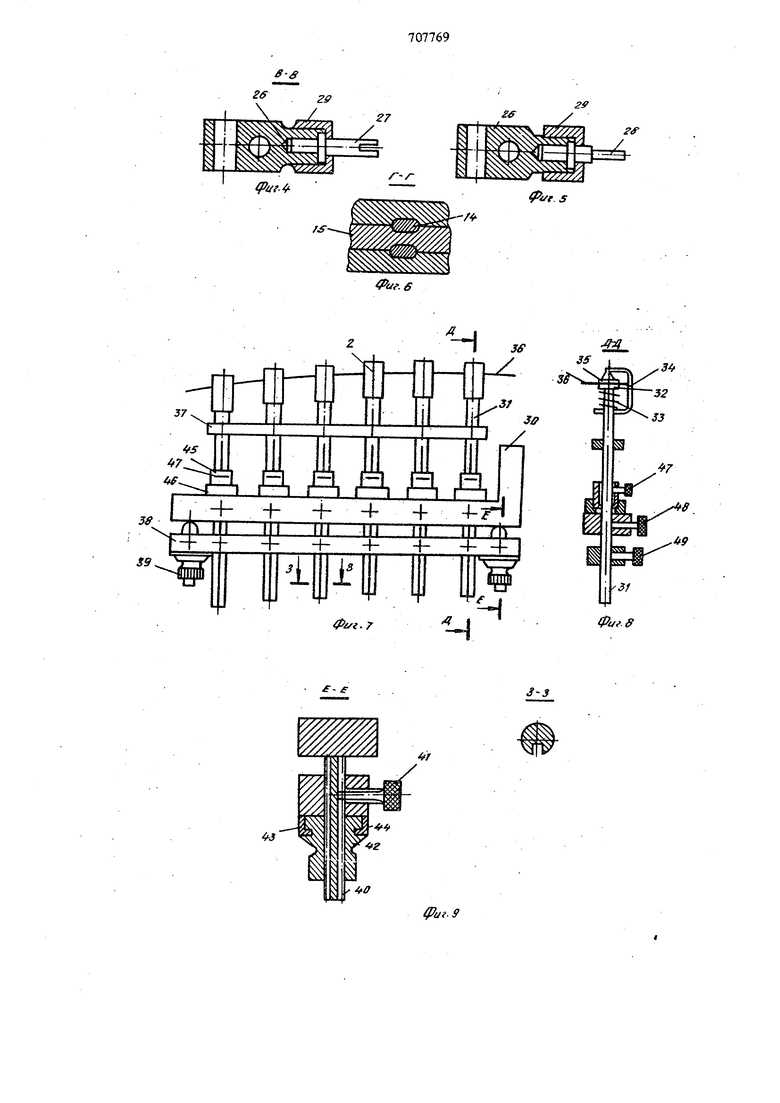
На фиг. 1 изображен прибор, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг, 3 сечение Б-Б на фиг. 2; на фиг. 4 - сечекие В-В на фиг. 1; на фиг. 5 - показан узел непосредственной настройки прибора; на фиг. 6 - сечение Г-Г на фиг. .1; на фиг. 7 - переносной шаблон, общий вид; на фиг. 8 - сечение Д-Д на фиг. 7; на фиг. 9 - сечения С-Ей
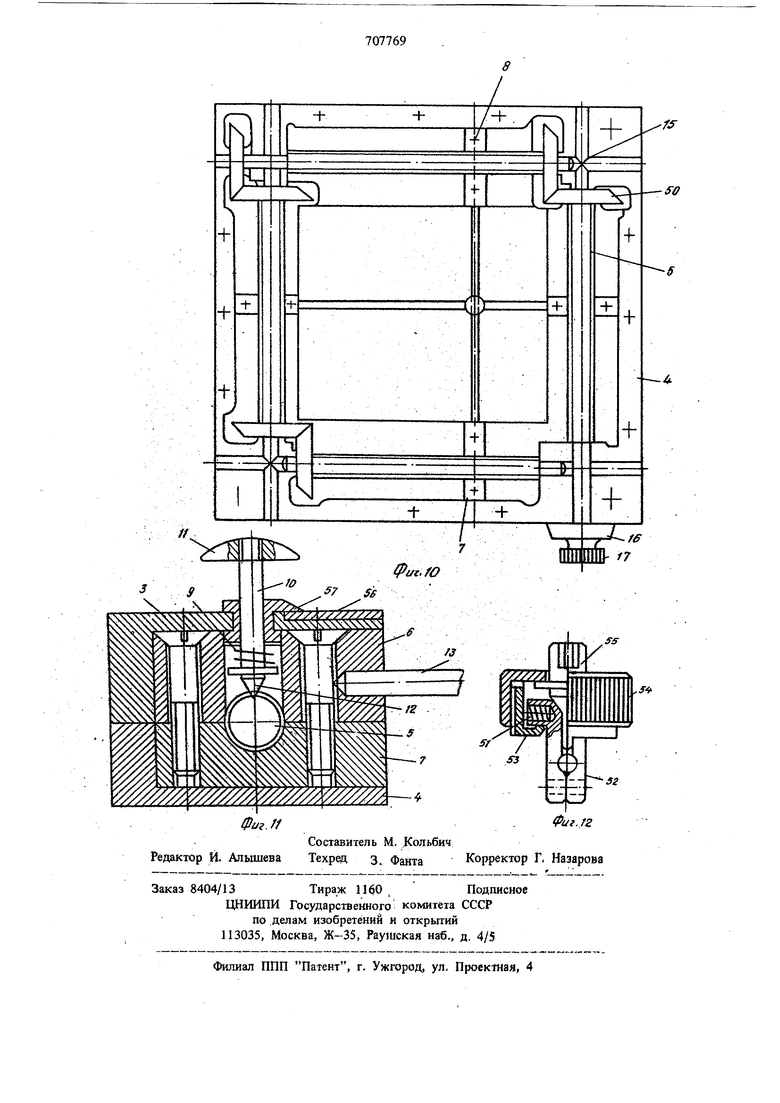
.3-3 на фиг. 7; на фиг. 10 - вариант выполнения усхройсгва, в котором винты кинематически связаны; на фиг. 11 -- устройство со стрелками и масиггабными линейками; на фиг. 12 - фиксирующие элементы.
Прибор для когшрования профиля изделий состоит из корректирующего устройства 1 и переносного шаблона 2. Корпус корректирующего устройства выполнен в виде двух частей верхней 3 и нижней 4. По гранямкорпуса размещены четыре винта 5 с резьбой переменного шага. Во взаимодействии с винтами находятся гладкие ползунки, состояпдае из двух половинок- верхисй 6 и нижней 7, которые между собой скреплены при помощи винтов 8. В верхнем ползунке расположен подпружиненный пружиной 9 фиксатор 10 с головкой Пи наконежиком 12. Наконечник 12 вьшолнен по проф}тю резьбы винта 5. В полз нках перпендикулярно к отверстию под винт 5 в одной плоскости с ним расточено глу хое отверстие под ось 13. . Каждый винт 5 при помощи двух щеек 14 фиксируется в корпусных расточках планкой 15, пршсрепленной к нижней части корпуса винтами 16. Части корпуса 3 и 4 скреплены винтами 17. На конце каждого винта 5 установлен нониус 18, закрепленный контргайкой 19. Для паралле;1ьного движения осей 13 5 снабжень барабанами 20, на которых при по.моида винтов 21 закреплена нить 22, связывающая два параллельных винта. Эта нить позволяет при провертывании нониуса 18 одного из двух параллельных в1-штов провертьшаться и другому параллельному нониусу с винтом. Барабаны с нитью прикрыты кожухом 23, закрепленны.м на корпусе винтами 24.
На перпендикулярных осях 13 установлены захваты 25, состоящие из втулки 26 с перекрещивающимися отверстиями и расположегшым перпендикулярно к ним отверстием для установки фиксатора ленты 27 или валика 28, который служит для определения контура штастинча:ГО1о шаблона. Фиксатор ленты 27 и валик 28 при помощи резьбы прижимаются к втулке гайкой 29.
Переносной шаблон 2 содержит базирующий угольник 30, в отверс1;иях которого расположеШ)1 спицы 31, заканчивающиеся пятой 32. Пружкной 33 подпружинена при помощи изогнутого пластинчатого С-образного держателя 34 вторая пята 35. Между пятами 32 и 35 закреплена гибкая лента 36. Перед базирующим угольником 30 устанавливают планку 37, обеспе швающ то паргшяельность спид в местах крепления ленты. За базирующим угольником установлена планка 38, которая при помощи микромет, рических устройств 39 обеспечивает общую подачу ленты 36. Микрометрическое устройство
39 состоит из толкателя 40 с продольным пазом, по которому ходит винт 41. Подача толкателя осуществляется взаимодействием его резьбы с барабаном 42. Барабан при помощи планок 43 и 44 крепится с возможностью поворота к планке 38. Для микрометрической подачи отдельных спиц служат резьбовые втулки 45 с гайками 46, установленными перед базовым угольником 30. Фиксируется спица при помощи
винта 47. Фиксирующие винты 48 и 49 для фиксации спиц установлены на базовом угольнике 30 и на планке 38.
Работает прибор следующим образом.
При помоиди переносного щаблона 2 плазовая
кривая копируется гибкой лентой 36 щаблона. Причем кривая может браться с плаза, с щаблона, непосредственно.с детали или эталона (при отведенном в сторону держателе 34) и других поверхностей. Переносной щаблон с совмещением баз устанавливают на корректирующее устройство 1. Ленту 36 фиксируют определенным количеством захватов 25, установленных на осях 13. После этого спицы освобождаются от фшссации. При помощи винтов 5 обеспечивают перемещение осей на определенное расстояние от первоначального положения, которое зависит от их расстояния до базовой плос;косхи, т. е. расстояние передвижных осей прямопропорционально их расстоянию до базовой плоскости. Так и обеспечивается корректировка контура кривых на определенный процент усадки материала при литье или горячей щтамповке.
Причем процент усадки устанавливают по нониусу винта, т. е. каждая ось перемещается
на расстояние
К - Т «Р, пер ,
где К - перемещение оси;
Tjjep - переменный щаг винта, который в любой точке вкнта равен 0,01 длины от базовой плоскости до оси, увеличенный на величину С, причем С обычно равно 1, но при малом шаге может быть равно 23 и т. д.;
Р - часть окружности, на которую поворачивается нониус с винтом.
Это зависит от процента усадки материала и при 1%-ной усадке С 1 Р равно 1. Тогда К Tjjep, т. е. каждая ось за один оборот нониуса перемещается на величину переменного цига.
После этого при помощи переносного щаблона 2 ленту 36 с зддагоюй кривизной, т. е. с учетом ее корректировки на определенный процент усадки материала, закрепляют и по ней изготавливают контур требуемой оснастки.
Для того, чтобы прюизвести корректировку непосредственно с Ш астинчатого щаблона без помощи переносного щаблона 2 в узел захвата 25 вместо фиксатора ленты 27 устанавливают валик 28, а пластинчатый щаблон с совмещением баз устанавливают на корректирующее устройство 1 и валики 28, закрепле{шые в узле захвата 25 на осях, подводят к профилю итаблона. Подвод валиков, как и фиксаторов, может производиться с выводом наконечников 12 из зацепления с резьбой винтов 5 и простым параллельным передвижением осей 13 за головки фиксаторов И. Несколько валиков 2 подводят по всему контуру шаблона, после че шаблон снимают и производят соответствующую корректировку при помощи нониуса, вместо валиков устанавливают фиксаторы ленты 27 и переносной шаблон 2 с гибкой лентой 36, где и фиксируется откорректированный контур изделия. Затем вместе с гибкой лентой 36 снимают переносной шаблон 2, и по контуру этой ленты изготавливают контур требуемой оснастки. Винты 5 могут быть соединены при помощи конических шестерен 50, сидящих неподвижно на шейках винтов (фиг. 10-12). На пересекающихся стержнях установлены фиксирующие злементы, состоящие из подпружиненных пружиной 51 рычагов 52 и резьбовой пары, включающие стакан 53, гайку 54 с фиксатором 55. По граням верхней части 3 в углублениях установлены и закреплены линейки 56 с делениями в миллиметрах, а на фиксаторах 10 закреплены стрелки 57 (или но ниусы) , которые обхватьшают по пазу толщину верхнего полукорпуса 3, а прямоугольным основанием фиксируют в верхней части 6 ползуна. Работа этого прибора в основном совпадает с работой описанного прибора. Фиксирующие злементы свободно снимают и устанавливают в любом месте пересекающихся стержней. Для этого вывертыванием гайки 54 освобождают конус фиксатора 55, который под действием подпружиненных рычагов 52 выталкивается вверх, а рычаги 52 при выходе конуса сближаются, образуя в нижней части веер, что обеспечивает свободный съем и установку элементов. Чтобы произвести соррсктировку непосредственно с пластршчатого шаблона, снятого с плаза без помощи гибкого ленточного шаблона, в узел фиксирующих элеме1ггов вместо фиксатора устанавливают вал1пси 24. Формула изобретения 1. Прибор для копирования профиля изделий с корпусом, выполненным в виде четырех взаимно перпендикулярных граней, в которых расположены винты и связанные с ним ползунки, с размещошыми в окне корпуса осями с захватами для фиксации ленты переносного шаблона, отличающийся тем, что, с целью повышения качества корректировки кривых и упрощения схемы прибора, винты вьшолнены с переменным шагом резьбы, а ползунки снабжены подпружиненными фиксаторами для связи их с винтами, причем концы фиксатора выполнены по профилю резьбы винта. 2.Прибор по п. 1, отличающийся; тем, что, с целью копирбвания профиля непосредственно с шаблона, захваты снабжены валиками, диаметр которых равен толщине ленты,. 3.Прибор по пп. 1 и2, -отличающийс я тем, что, с целью упрощения конструкции прибора и повьпиения производительности, захваты для фиксации ленты выполнены в виде подпружиненных рычагов, связанных с коническим фиксатором и резьбовой парой, а винты кинематически соединены между собой. 4. Прибор по п. 1, о тл ич аю щ ийс я тем, что он снабжен установленными на фиксаторах ползунков стрелками (нониусами) и размещенными иа верхней части корпуса масштабными линейками. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке N 2154350/25-08, кл. G 01 В 5/20, 1975.
u.f

| название | год | авторы | номер документа |
|---|---|---|---|
| Прибор для копирования профиля деталей | 1986 |
|
SU1384923A1 |
| Прибор для построения профиля изделия | 1986 |
|
SU1402794A1 |
| Прибор для построения профиля изделия | 1975 |
|
SU597919A1 |
| Вайма для сборки рамок корпусов струнных музыкальных инструментов | 1987 |
|
SU1444146A1 |
| Прибор для профилирования сопряженных поверхностей | 1982 |
|
SU1027068A1 |
| Стенд для исследования напряженно-деформированного состояния модели сборной крепи подземной выработки | 1986 |
|
SU1372052A1 |
| Устройство для укладки плиток | 1978 |
|
SU744090A1 |
| Устройство для разметки и сверления шаговых отверстий | 1982 |
|
SU1196670A1 |
| Устройство для контроля профиля пера заготовки турбинной лопатки | 1989 |
|
SU1620809A1 |
| Комплект для установки пластины для остеосинтеза при лечении вальгусной деформации первого пальца стопы и способ его использования | 2022 |
|
RU2796873C1 |
А-А
ue.Z
S-G
S
ui.y
, :: р I J -fФ М - 3ff-М,
3S
u
J4
U/
52
W
33
зе I L- т--т1ш-;т1 1, - F- 4- + 4 Ч ТЯ М ш Hi }п in /h - 1 Wf I I .Г А А
