Изобретение относится к неразрушающему контролю материалов по сигналам акустической эмиссии (АЭ) и может быть использовано при контроле линейных объектов, например сварных швов изделий в процессе их остыва,- ния или механического нарушения.
Целью изобретения является повышение точности.определения местополо женин дефекта и упрощение контроля за счет перестановки преобразователей АЭ во время контроля и выравни- ; вания амплитуд сигналов от дефекта ; на преобразователях.
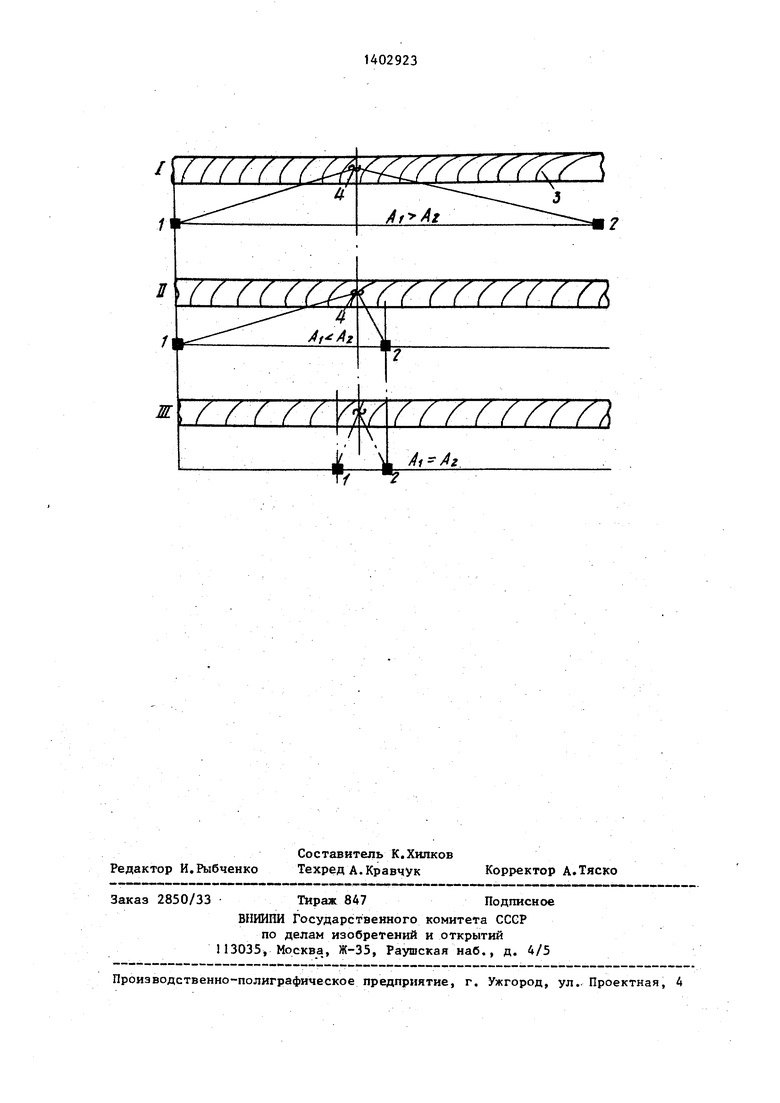
I На чертеже представлена схема ; расположения преобразователей АЭ на сварном шве, соответствующая трем i этапам установки преобразователей в процессе контроля дефекта.
Способ определения местоположения развивающегося дефекта в линейном объекте осуществляется следующим образом.
Преобразователи 1 и 2 устанавли- : вают на линейном объекте, нагфимер ; в непосредственной близости от осты- : вающего (шш нагруженного) сварного i шва 3. Перед началом контроля регу лируютусиление каналов аппаратуры АЭ I (не показаны,; подключенных к преоб- i разователям 1 и 2 таким образом, ; чтобы чувствительности их были равны Производят прием сигналов АЭ, излу- 1 развивающимся дефектом 4, ,за- I тем сравнивают амплитуды А ,и А принятых сигналов. Если , принимают решение о том, что дефект расположен в центре контролируемой зоны и контроль прекращают. Если величи- на AI 5 А J, преобразователь, приняв- : ший сигнал меньшей амплитуды, устанавливают на расстояние, вдвое меньшем первоначального от второго преоб разователя (на чертеже показано, что преобразователь 2 на перззом этапе принял сигнал АЭ меньшей амплитуды, поэтому на втором этапе переставляют
преобразователь 2). Вновь производят прием сигналов АЭ и сравнивают амплитуды сигналов. Указанную процедуру повторяют до тех пор, пока амплитуды сигналов, принятые преобразователями 1 и 2, не окажутся равными. При этом считают, что дефект 4 расположен в поперечном сечении сварного шва 3, проходящем через середину последнего проконтролированного участка.
Таким образом, предлагаемый способ позволяет повысить точность определения местоположения дефекта и упростить контроль за счет упрощения аппаратурных средств контроля и исклчения аналитических расчетов координат дефектов.
Формула изобретения Способ определения местоположения развивающегося дефекта в линейном объекте, заключающийся в том, что устанавливают два преобразователя по краям контролируемой зоны, на заданном расстоянии, принимают сигналы акустической эмиссии и определяют их амплитуда, по которым определяют местоположение дефекта, отличающийся тем, что, с целью повышения точности определения местоположения дефекта и упрощения контроля, сравнивают амплитуды принятых двумя преобразователями сигналов, преобразователь, принявший сигнал меньшей амплитуды, устанавливают на расстоянии, вдвое меньшем первоначального расстояния от другого преобразователя, вновь сравнивают амплитуды сигналов акустической эмиссии, по результатам сравнения соответственно перемещают преобразователи до момента равенства амплитуд принятых сигналов, а местоположение дефекта определяют в поперечном сечении объекта, проходящем через середины последнего проконтролированного участка.
/l/////// / r rrrк 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения координат дефектов в сварных соединениях по сигналам акустической эмиссии | 1987 |
|
SU1446554A1 |
| Способ определения местоположения дефекта в линейном объекте | 1986 |
|
SU1404929A1 |
| Способ определения местонахождения дефекта на поверхности произвольной формы | 1987 |
|
SU1411661A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КООРДИНАТЫ ИСТОЧНИКА СИГНАЛОВ АКУСТИЧЕСКОЙ ЭМИССИИ | 1990 |
|
RU1730917C |
| Устройство для определения местоположения дефектов | 1979 |
|
SU789740A1 |
| Способ низкотемпературного локального нагружения нефтегазопровода при акустико-эмиссионном методе неразрушающего контроля | 2018 |
|
RU2715077C2 |
| СПОСОБ ОБНАРУЖЕНИЯ В ПРОЦЕССЕ СВАРКИ ДЕФЕКТОВ В СВАРНЫХ ШВАХ И ОПРЕДЕЛЕНИЯ ИХ МЕСТОПОЛОЖЕНИЯ ПО АКУСТИЧЕСКИМ СИГНАЛАМ | 1999 |
|
RU2156456C1 |
| СПОСОБ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ КОЛЕСНЫХ ПАР ВАГОНОВ | 2008 |
|
RU2380698C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПРОЧНОСТИ МЕТАЛЛОКОНСТРУКЦИЙ | 2010 |
|
RU2445616C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГЕОМЕТРИЧЕСКИХ КООРДИНАТ ПРЕОБРАЗОВАТЕЛЕЙ АКУСТИЧЕСКОЙ ЭМИССИИ | 2006 |
|
RU2330277C1 |
Изобретение относится к области неразрушающего контроля материалов по сигналам акустической эмиссии (АЭ) и может быть использовано при контроле линейных объектов, например сварных швов. Целыо изобретения является повышение точности определения местоположения дефекта и упрощение контроля за счет упрощения аппа- ратургшх средств контроля и исключения аналитических расчетов координат дефектов. Переставляя преобразователи АЭ во время контроля и измеряя амплитуды сигналов от дефекта на преобразователях, находят положение преобразователей, при котором их амплитуды равны. Местоположение дефекта определяют в сечении, проходящем через середину отрезка между преобразователями. 1 ил. I со
| Вакар К.Б | |||
| Акустическая эмиссия и ее пр шенение для неразрушающего контроля в ядерной энергетике, М.: Стройиздат, 1980, с | |||
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Способ обнаружения развиающегосядЕфЕКТА B лиНЕйНОМ Об'ЕКТЕ | 1979 |
|
SU828067A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
