Изобретение относится к области машиностроения и обработки металлов давлением, в частности, при изготовлении деталей трубопроводной арматуры с применением гидравлического пресса двойного действия, и может быть использовано при получении крупногабаритных цельнометаллических поковок, предназначенных для изготовления пробок шаровых кранов.
Из уровня техники известен штамп для изготовлении полых заготовок пробок шаровых кранов (патент РФ №82148), содержащий нижнюю и верхнюю полуматрицы с полушаровыми рабочими поверхностями и элементы, центрирующие полуматрицы между собой и обеспечивающие образование кольцевого выступа в экваториальном сечении, при этом нижняя и верхняя полуматрицы с полушаровыми рабочими поверхностями снабжены у оснований коническими упорами, линия разъема полуматриц выполнена с радиальными выступами и впадинами с размерами в зависимости от величины осадки заготовки для получения внутреннего кольцевого ребра заданного размера в экваториальном сечении, центрирование полуматриц между собой обеспечивают направляющие колонки и отверстия в полуматрицах, или направляющие колонки и втулки штампа, или направляющие колонки пресса, а для получения плоско-шаровых заготовок нижняя и верхняя полуматрицы с полушаровыми рабочими поверхностями дополнительно снабжены закрепленными разъемными полукруглыми вкладышами с внутренним конусом и радиальными выступами и впадинами, совпадающими с выступами и впадинами полуматриц.
Из уровня техники известен способ изготовления поковок пробок шаровых кранов методом облойной штамповки на высокоскоростном молоте Чебаркульского завода. Однако используемая технология подразумевает необходимость удаления перемычки и облоя в специальном штампе на кривошипном прессе. При этом максимальный размер поковки при изготовлении методом облойной штамповки ограничен Ду 500 мм.
Известен также метод изготовления пробок посредством их литья (целой пробки или двух полусфер), раскрытый в патенте № 2393047. Основной недостаток указанного способа заключается в значительной массе получаемых в результате литья изделий – из-за больших припусков, а также возможность частого брака литья, усложняющая контроль.
Наиболее эффективной известной технологией, принятой за прототип, на данный момент является способ ковки полуфабриката поковки пробки шарового крана диаметром не более 1000 мм из слитков с использованием прошивки отверстия и предварительной раскатки на ковочном гидравлическом прессе и окончательной операции раскатки на радиально-аксиальной кольцераскатной машине. Данная технология реализуется на итальянском предприятии "Форджатура Модерна Арезе С.п.A." (http://www.fmaspa.it/azienda_ru.html).
Основным недостатком данной технологии является необходимость ковки полуфабриката с использованием трудоемкой операции прошивки отверстия в поковке.
Заявляемое изобретение направлено на устранение указанных недостатков. При этом задачей, на решение которой направлено заявляемое изобретение, является создание способа изготовления крупногабаритных пробок шаровых кранов из трубных заготовок на Ду 500-1000 мм, а также создание штампа для реализации такого способа.
Технический результат, достигаемый при использовании заявляемого изобретения, заключается в обеспечении повышения производительности изготовления пробок, технологичности и упрощения процесса штамповки при сохранении эксплуатационных характеристик получаемых деталей. Кроме того, достигается повышение качества структуры металла пробки за счет пластического деформирования, а также снижение расхода металла.
Поставленная задача решается тем, что способ изготовления крупногабаритных пробок шаровых кранов, имеющих сферическую форму с центральным проходным цилиндрическим отверстием, согласно техническому решению включает нагрев и размещение исходной трубной заготовки в матрице штампа гидравлического пресса двойного действия, горячую высадку исходной трубной заготовки с ее деформацией за один ход ползуна пресса по схеме всестороннего неравномерного сжатия, при этом обеспечивают радиальное течение металла в пространство между стенкой матрицы и пуансоном. Поставленная задача также решается тем, что штамп для изготовления крупногабаритных пробок шаровых кранов, согласно техническому решению, включает разъемную бандажированную матрицу, состоящую из верхней и нижней полуматриц, выполненных с образованием полости для размещения исходной трубной заготовки, при этом внутренние стенки матрицы частично выполнены сферическими, а верхняя полуматрица прикреплена к наружному ползуну гидравлического пресса, цилиндрический комбинированный пуансон, прикрепленный к внутреннему ползуну гидравлического пресса, выполненный с возможностью перемещения в полости матрицы, состоящий из двух коаксиально расположенных деталей, при этом в нижней полуматрице со стороны сферической стенки выполнен уступ, обеспечивающий центрирование исходной заготовки относительно оси штампа, а контактная поверхность внешней детали цилиндрического пуансона частично выполнена сферической. Сферическая часть стенок матрицы и контактная поверхность пуансона имеют одинаковый радиус кривизны сферы. Внешний диаметр пуансона составляет от 1,01 до 1,02 внутреннего диаметра исходной трубной заготовки. Толщину стенки исходной трубной заготовки S выбирают исходя из соотношения S= h/n, где h высота сферического участка внутренней стенки матрицы, а n – коэффициент, равный 2,7-3,5.
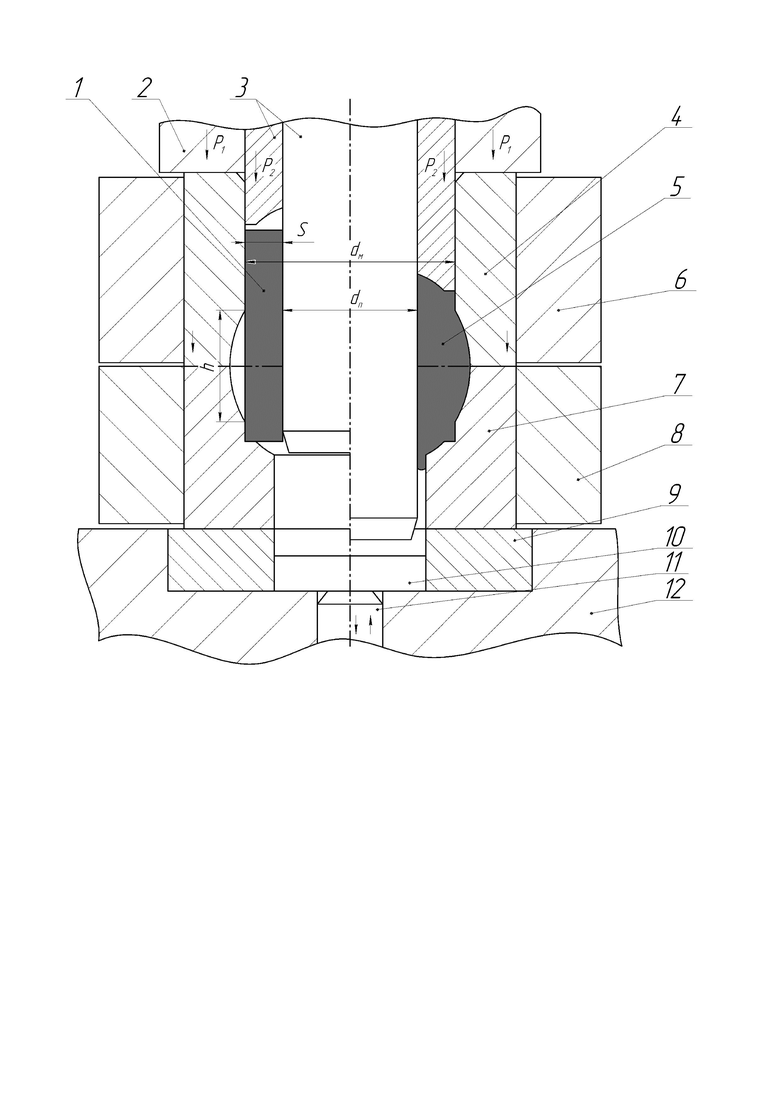
Изобретение поясняется следующими чертежом, на котором представлена схема заявляемого штампа для изготовления крупногабаритных пробок шаровых кранов.
Позициями на чертеже обозначены:
1 - исходная заготовка,
2 - плита штампа, прикрепленная к наружному ползуну пресса,
3 - комбинированный пуансон, прикрепленный к внутреннему ползуну пресса,
4 - верхняя полуматрица, прикрепленная к наружному ползуну пресса,
5 - поковка пробки шаровой,
6 - бандаж,
7 - нижняя полуматрица, прикрепленная к нижней плите штампа,
8 - бандаж,
9 - закаленная подкладная плита,
10 - выталкиватель в штампе,
11 - толкатель пресса,
12 - нижняя плита штампа.
Обозначения, использованные на чертеже:
Р1 – сила прижима на наружном ползуне пресса;
Р2 – сила высадки на внутреннем ползуне пресса;
D – диаметр получаемой поковки;
dn – диаметр цилиндрической внутренней детали пуансона;
dm – диаметр матрицы;
Н – высота заготовки;
h – высота сферического участка матрицы.
Заявляемый штамп представляет собой разъемный инструмент, монтируемый к гидравлическому прессу двойного действия для изготовления пробок шаровых кранов большого диаметра. Штамп содержит разъемную матрицу, состоящую их верхней 4 и нижней 7 полуматриц, расположенных с образованием полости для размещения исходной трубной заготовки 1. Матрица снабжена бандажами 4 и 6 для каждой полуматрицы соответственно. Матрица запрессована в бандаж с натягом до 2,5 мм. Угол запрессовки стандартный – около 1,5°. Внутренние стенки полуматриц частично выполнены сферическими, при этом при смыкании полуматриц сферический участок является продолжающимся с одной полуматрицы на другую. Кривизна сферы в данном слечае определяется кривизной изготавливаемой пробки. В нижней полуматрице на сферическом участке выполнен технологический уступ, обеспечивающий возможность центрирования исходной заготовки в матрице штампа. Нижняя полуматрица закреплена к закаленной подкладной плите 9, которая в свою очередь установлена на нижней плите штампа. Верхняя полуматрица и ее бандаж закреплены к наружному ползуну пресса. Штамп включает комбинированный цилиндрический пуансон 3, состоящий из двух деталей – внешней кольцевой и внутренней цилиндрической. Детали расположены коаксиально с возможностью поступательного перемещения в полости матрицы. Внешняя деталь пуансона имеет торцевую контактную поверхность сложной формы. При этом данная деталь является быстросъемной, что обеспечивает возможность ее замены в случае необходимости без длительного простоя инструмента. Часть торцевой поверхности также выполнена с образованием выемки сферической формы, при этом при максимальном ходе пуансона сферическая часть на торцевой поверхности пуансона также является продолжением сферы, образованной стенками полуматриц. Штамп также снабжен толкателем 11.
Заявляемый штамп работает следующим образом, реализуя при этом заявляемый способ изготовления крупногабаритных пробок шаровых кранов.
Исходную трубную заготовку, отрезанную на заданную длину (высота Н) от кованой центробежно литой толстостенной трубы, нагревают до температуры горячей деформации металла (1150-1200 °С) токами высокой частоты или любым другим способом и размещают на технологическом уступе нижней полуматрицы. При этом оба ползуна - внутренний и наружный, гидравлического пресса находятся в верхнем положении.
Включается движение наружного ползуна пресса и происходит смыкание полуматриц под действием силы Р1, затем включается движение внутреннего ползуна пресса с прикрепленным на нем пуансоном 3 и происходит операция высадки с радиальным течением металла. Благодаря тому, что внутренняя деталь пуансона несколько больше по диаметру, чем внутренний диаметр заготовки, металл плотно прилегает к пуансону, что обеспечивает устойчивость процесса высадки и полное заполнение металлом полости между пуансоном и сферической частью матрицы, выполняя условие S= h/n, где S - толщина стенки исходной трубной заготовки, h - высота сферического участка внутренней стенки матрицы, а n – коэффициент, равный 2,7-3,5.
По достижении нижнего положения пуансона процесс штамповки заканчивается и сначала в верхнее положение поднимается внутренний ползун пресса с пуансоном, а затем наружный ползун пресса также поднимается вверх. Затем толкатель пресса 11 поднимается вверх и через выталкиватель штампа поковку удаляют из штампа.
Для реализации способа используют кованые толстостенные центробежно литые трубные заготовки. Получение таких заготовок возможно, например, из полых слитков диаметром до 1000 мм с толщиной стенки до 250 мм, изготавливаемых на АО «Тяжпрессмаш». Посредством последующей ковки с использованием четырехбойкового ковочного устройства и разрезки такой трубы на кольцевые заготовки получают трубные заготовки заданной толщины и длины Н, пригодные для дальнейшей обработки с целью получения пробок шаровых кранов. При этом толщину стенок трубных заготовок для пробок на диаметр 500 и 700 мм принимают равной 120 и 135 мм соответственно, что подтверждено расчетами компьютерного моделирования и экспериментами. Поковки, изготовленные из таких заготовок, имеют необходимую мелкозернистую структуру и высокие механические свойства.
Отличительной особенностью заявляемого способа является высадка с использованием схемы всестороннего неравномерного сжатия, при которой обеспечивают течение металла в радиальном направлении, заполняя закрытый объем между сферическими внутренними стенками полуматриц и цилиндрической внутренней деталью комбинированного пуансона. За счет реализации схема высадки с зажатыми концами заготовки между матрицей и пуансоном (нижняя часть заготовки жестко размещена на технологическом уступе, а верхняя прижата внешней деталью комбинированного пуансона) высадка осуществляется без потери устойчивости и возможных зажимов (складок) при соотношении открытой высоты h к толщине заготовки S в диапазоне от 2,7 до 3,5. При этом соблюдается условие растягивающих напряжений в заготовке посредством раздачи заготовки при внедрении в нагретую заготовку цилиндрической детали пуансона с диаметром dn, большим, чем внутренний диаметр исходной заготовки на 1,5-2%. Таким образом, металл трубной заготовки при высадке плотно прилегает к поверхности пуансона и, тем самым, повышает устойчивость процесса высадки. Создание описанного напряженно-деформированного состояния штамповки высадкой обеспечивается тем, что в нижней полуматрице выполнен уступ, необходимый для центрирования заготовки при ее установке в штамп, что уменьшает размер h. Одновременно, сложнопрофильная поверхность внешней детали комбинированного пуансона также обеспечивает формирование аналогичного уступа при максимальном ходе пуансона. Таким образом, в результате на наружной поверхности поковки образуются два технологических напуска, которые необходимо удалить при дальнейшей механообработке.
Преимущество заявляемого способа заключается в повышении производительности изготовления пробок, поскольку изготовление происходит за один ход ползуна пресса, повышении качества структуры металла пробки за счет пластического деформирования (альтернативно литым пробкам), а также в снижении расхода металла до 20% за счет снижения доли припусков и применения безоблойной схемы штамповки. При этом удельные силы штамповки находятся в пределах 220-300 МПа, что позволяет вести штамповку поковок пробки на Ду=500-1000 мм на гидравлическом прессе двойного действия с усилием 140 МН.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК В ВИДЕ ПОЛУСФЕРЫ С ГОРЛОВИНОЙ | 2012 |
|
RU2484915C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКОВОК КРУПНОГАБАРИТНЫХ ПОЛУКОРПУСОВ ШАРОВЫХ КРАНОВ, ИМЕЮЩИХ ГОРЛОВИНУ И СФЕРИЧЕСКУЮ ЧАСТЬ | 2011 |
|
RU2491147C2 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА С ФЛАНЦЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2527518C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ПОКОВОК ПОЛУКОРПУСОВ ШАРОВЫХ КРАНОВ | 2014 |
|
RU2572687C1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПОКОВОК ПОЛУКОРПУСОВ ШАРОВЫХ КРАНОВ | 2018 |
|
RU2706395C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПОКОВОК ПОЛУКОРПУСОВ ШАРОВЫХ КРАНОВ | 2018 |
|
RU2706392C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ С ОТВОДАМИ ПОСРЕДСТВОМ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ | 2013 |
|
RU2538888C1 |
| СПОСОБ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 1991 |
|
RU2008124C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЗАПОРНЫХ ЭЛЕМЕНТОВ ДЛЯ ШАРОВЫХ КРАНОВ | 2021 |
|
RU2757334C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении крупногабаритных пробок шаровых кранов, имеющих сферическую форму с центральным проходным цилиндрическим отверстием. Штамп содержит разъемную бандажированную матрицу и цилиндрический комбинированный пуансон. Матрица состоит из верхней и нижней полуматриц, расположенных с образованием полости для размещения исходной трубной заготовки. Внутренние стенки полуматриц выполнены со сферическим участком. Сферический участок на внутренней стенке нижней полуматрицы имеет уступ, обеспечивающий центрирование трубной заготовки в матрице. Пуансон состоит из двух коаксиально расположенных деталей. Контактная поверхность внешней детали пуансона имеет сферический участок с уступом, аналогичным уступу нижней полуматрицы. В результате обеспечивается повышение производительности процесса изготовления пробок и качества полученных изделий. 5 з.п. ф-лы, 1 ил.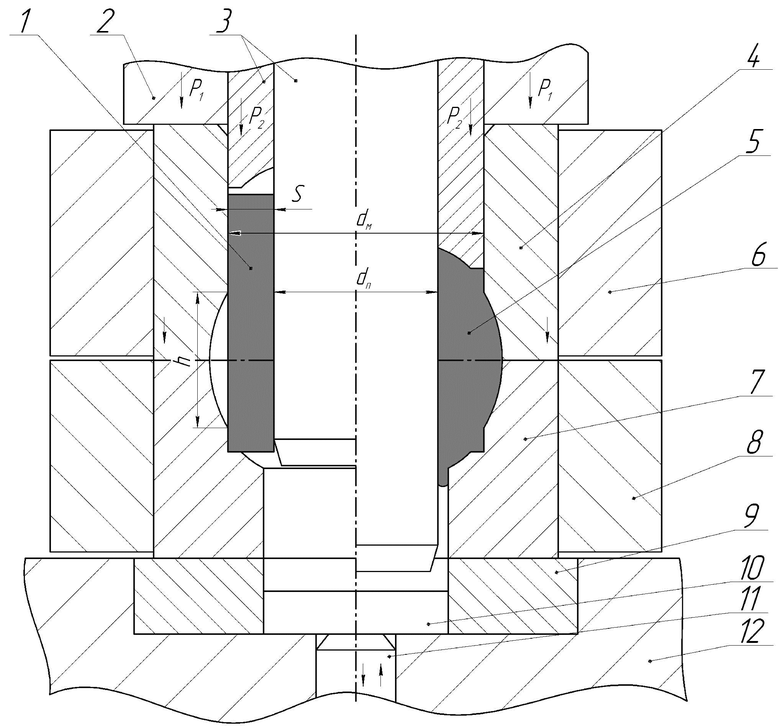
1. Штамп для изготовления крупногабаритных пробок шаровых кранов, имеющих сферическую форму с центральным проходным цилиндрическим отверстием, из трубной заготовки, характеризующийся тем, что он включает разъемную бандажированную матрицу, состоящую из верхней и нижней полуматриц, расположенных с образованием полости для размещения исходной трубной заготовки, при этом внутренние стенки полуматриц выполнены со сферическим участком, причем сферический участок на внутренней стенке нижней полуматрицы выполнен с уступом, обеспечивающим центрирование трубной заготовки в матрице, цилиндрический комбинированный пуансон, выполненный с возможностью перемещения в полости матрицы и состоящий из двух коаксиально расположенных деталей, при этом контактная поверхность внешней детали цилиндрического пуансона имеет сферический участок с уступом, аналогичным уступу нижней полуматрицы.
2. Штамп по п. 1, характеризующийся тем, что сферический участок внутренней стенки нижней полуматрицы и сферический участок контактной поверхности внешней детали пуансона выполнены с одинаковой кривизной.
3. Штамп по п. 1, характеризующийся тем, что внешний диаметр пуансона составляет от 1,01 до 1,02 внутреннего диаметра исходной трубной заготовки.
4. Штамп по п. 1, характеризующийся тем, что толщина стенки исходной трубной заготовки S=h/n, где h высота сферического участка полуматриц, n - коэффициент, равный 2,7-3,5.
5. Штамп по п. 1, характеризующийся тем, что верхняя полуматрица выполнена с возможностью прикрепления к наружному ползуну гидравлического пресса двойного действия, а комбинированный пуансон выполнен с возможностью прикрепления к внутреннему ползуну гидравлического пресса двойного действия.
| JP 2001071091 A, 21.03.2001 | |||
| Штамп для штамповки деталей из трубчатых заготовок | 1987 |
|
SU1454564A1 |
| Перекрытие для подходных путей к вагонным весам | 1929 |
|
SU13874A1 |
| Передвижная двухосная тележка для ремонта паровозов | 1932 |
|
SU32531A1 |

