оо со
4
ND
Изобретение относится к обработке металлов давлением и может быть использовано в подшипниковой промьпилен- ности при производстве заготовок ци- линдрических роликов, а также для калибровки рубленных штучных заготовок по диаметру и высоте.
Целью изобретения является повышение точности получаемых заготовок и производительности процесса.
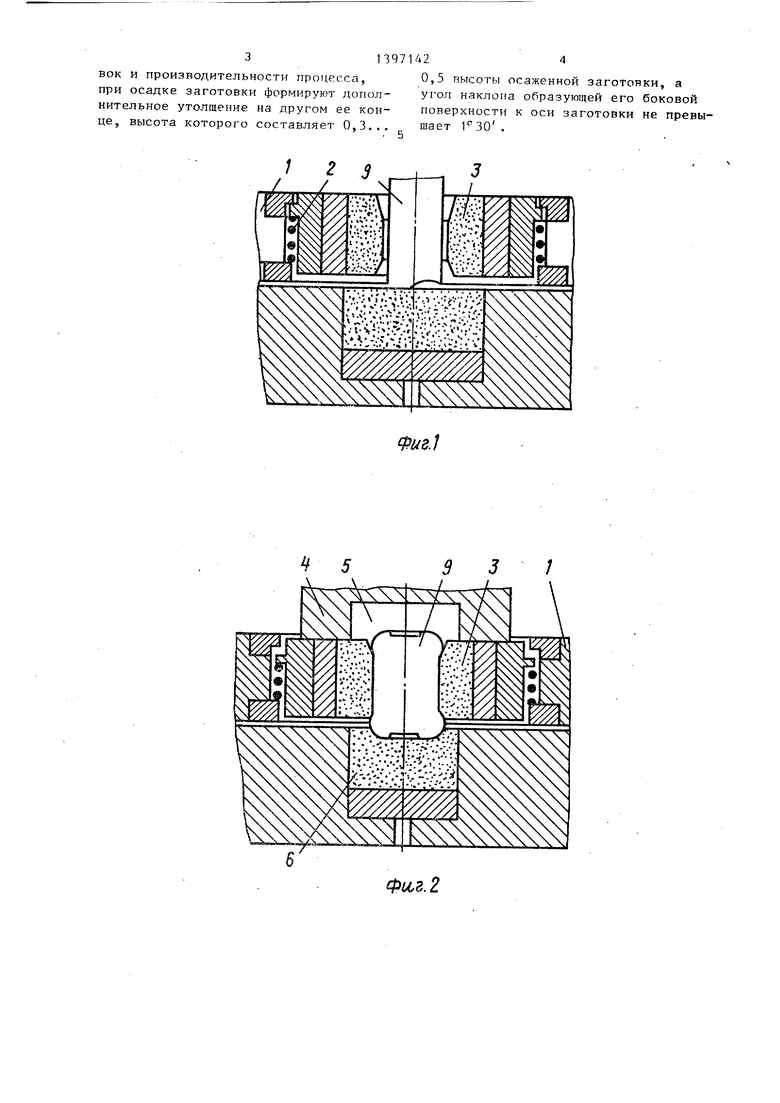
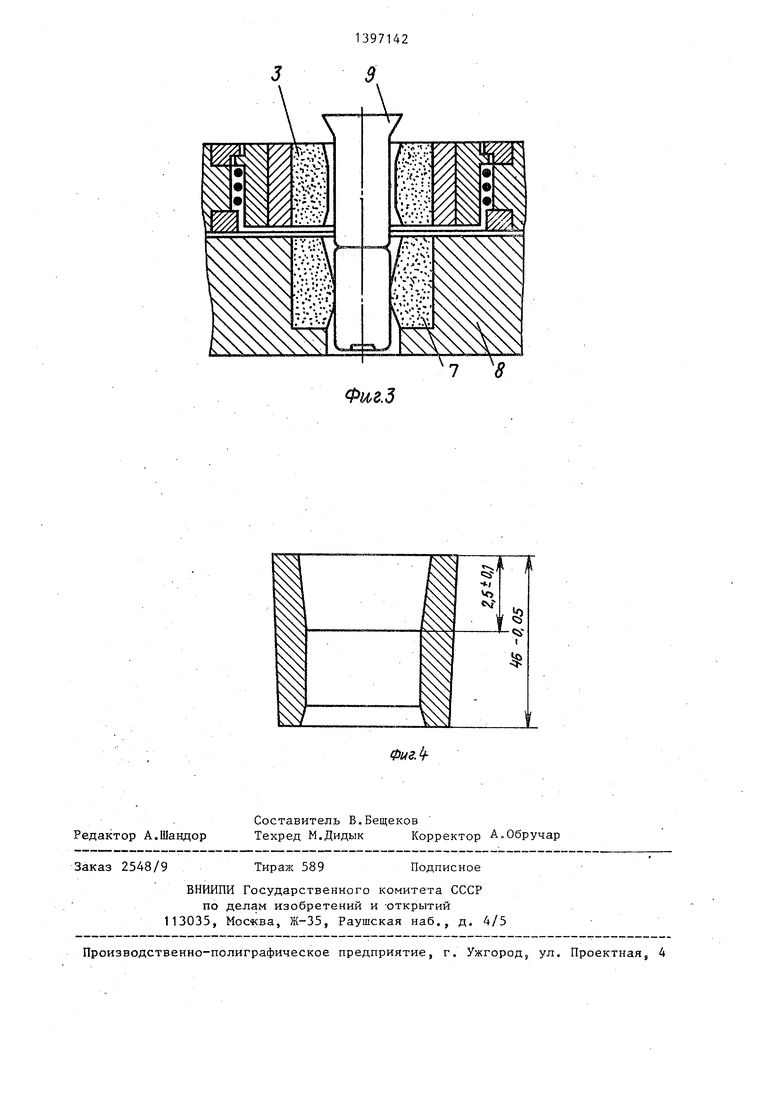
На фиг.1 представлена схема калибровки заготовок в исходном положении на фиг,2 - то же, на стадии высадки конических утолш;ений на концах заго- товки; на фиг.З - стадия калибровки заготовки при проталкивании ее последующей заготовкой; на фиг.4 - подвижная матрица.
Способ калибровки цилиндрических заготовок производится в штампе, содержащем корпус 1, подпружиненный пружиной 2, бандажированную подвижную матрицу Зэ пуансон 4 с твердосплавной тсгавкой 5, неподвижную вставку 6, неподвижную матрицу .7, закрепленную в основании 8.
Калибровка заготовок цилиндрически изделий, например роликов, производится в штампе, имеющем три позиции - загрузки, высадки и редуцирования, осуществляется следующим образом.
На первой позиции (фиг,1) происходит загрузка штучной заготовки 9 в твердосплавную бандажированную под- вижную матрицу 3, заключенную в бан- дажированный корпус 1, поджатый пружиной 2, Переместившись на вторую позицию (фиг.2), загруженная в подвижную матрицу 3 заготовка 9 осаживается пуансоном 4 с твердосплавной вставкой 5 с образованием путем высадки двух утолщений, бочкообразного на нижнем конце и конического на верхнем, на опоре 6.
Незначительное коническое утолщение с малым углом конусности позволяет в дальнейшем производить редуци- рование высаженной заготовки без искажения верхней торцовой поверхности заготовки.
При движении ползуна пресса вверх высаженная заготовка вместе с подвижной матрицей переносится на позицию редуцирования (фиг.З), где она под действием пуансона 4 выталкивается из подвижной матрицы 3 и редуцируетс в неподвижной твердосплавной матрице 7, запрессованной в основании 8,
Однако, когда осаженная заготовка 9 выталкивается из подвижной матрицы, происходит дополните.пьное редуцирование верхней конической части заготовки непосредственно в рабочей части конуса и затем в калибрующей цилиндрической части подвижной матрицы 3.
Если в неподвижной матрице 7 подвергается редуцированию вся образующая поверхность заготовки, то в подвижной матрице редуцируется лишь верхняя коническая часть заготовки.
Введение конуса на рабочей части подвижной матрицы 3 позволяет также уменьшить диаметр (объем) нижнего бочкообразного утолщения, а следовательно, снизить степень деформации при редуцировании до 5-6% и уменьшить усилие редуцирования, повысить стой-: кость инструмента и качество изделий. Одновременно наличие конуса значительно упрощает загрузку заготовок в штамп, повышает производительность пресса.
В качестве примера взяты технологические переходы процесса холодной объемной штамповки заготовок цилиндрического ролика п/ш 42726ЛМ.
Процесс получения заготовок роликов характеризуется следующими пара- метрами: степень осадки 6-7%; степень редуцирования конической части матрицы 2-3%J степень редуцирования нижней бочкообразной части заготовки 5-6%,
Геометрические параметры калибровочной заготовки цилиндрического ролика п/ш 42726ЛМ: овальность 0,01- 0,03 мм, конусность 0,02-0,04 мм, шероховатость поверхности образующей ролика 1,25.
Изобретение обеспечивает получение заготовок с высокой геометрической точностью и равными торцами.
Формула изобретения
Способ калибровки цилиндрических заготовок деталей, преимущественно типа роликов,- заключающийся в осадке цилиндрической заготовки и формировании утолщения на одном конце заготовки, а также в последующем редуцировании заготовки путем проталкивания заготовки утолщением вперед, отличающийся тем, что, с целью повышения точности получаемых загото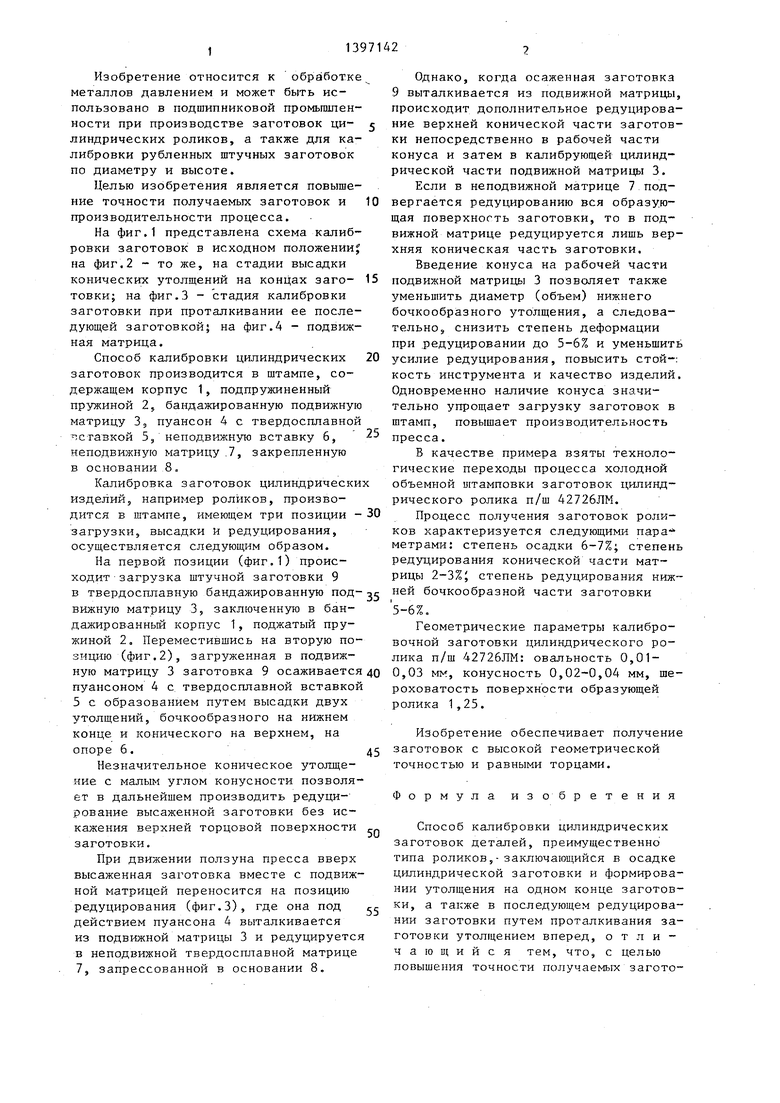
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ калибровки заготовок цилиндрических изделий | 1978 |
|
SU764813A1 |
| Способ штамповки цилиндрических роликов | 1990 |
|
SU1770020A1 |
| СПОСОБ ШТАМПОВКИ ШАРОВОГО ПАЛЬЦА | 1999 |
|
RU2138360C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ПРЕССАХ С ПОДВИЖНЫМ КОНТЕЙНЕРОМ | 2004 |
|
RU2259897C1 |
| Способ калибровки цилиндрических заготовок для объемной штамповки | 1979 |
|
SU957752A3 |
| Способ формирования многогранных головок болтов | 1989 |
|
SU1764757A1 |
| Способ получения пустотелых деталей и матрица для его осуществления | 1980 |
|
SU929292A1 |
| Устройство для радиальной штамповки головок болтов | 1989 |
|
SU1764758A1 |
| Способ получения заготовок болтов с многогранной головкой | 1985 |
|
SU1389923A1 |
| Устройство для высадки утолщений на концах заготовок типа стержней | 1980 |
|
SU878403A1 |
Изобретение относится к обработ.ч ке металлов давлением, в частности к способу получения заготовок цилиндрических роликов подшипников качения. Цель изобретения повышение точности получаемых заготовок и производительности процесса. При осадке цилиндрической заготовки на обоих ее торцах формируют утолщения. Высота одного из утолщений составляет 0,3...О,5 высоты осаженной заготовки. Угол наклона образующей боковой поверхности утолщения к оси заготовки не превышает 1°30 . Редуцирование осаженных заготовок осуществляют проталкиванием. Способ позволяет повысить точность частей заготовки в зонах ее торцов за счет полного заполнения калибра штампа . 4 ил . с S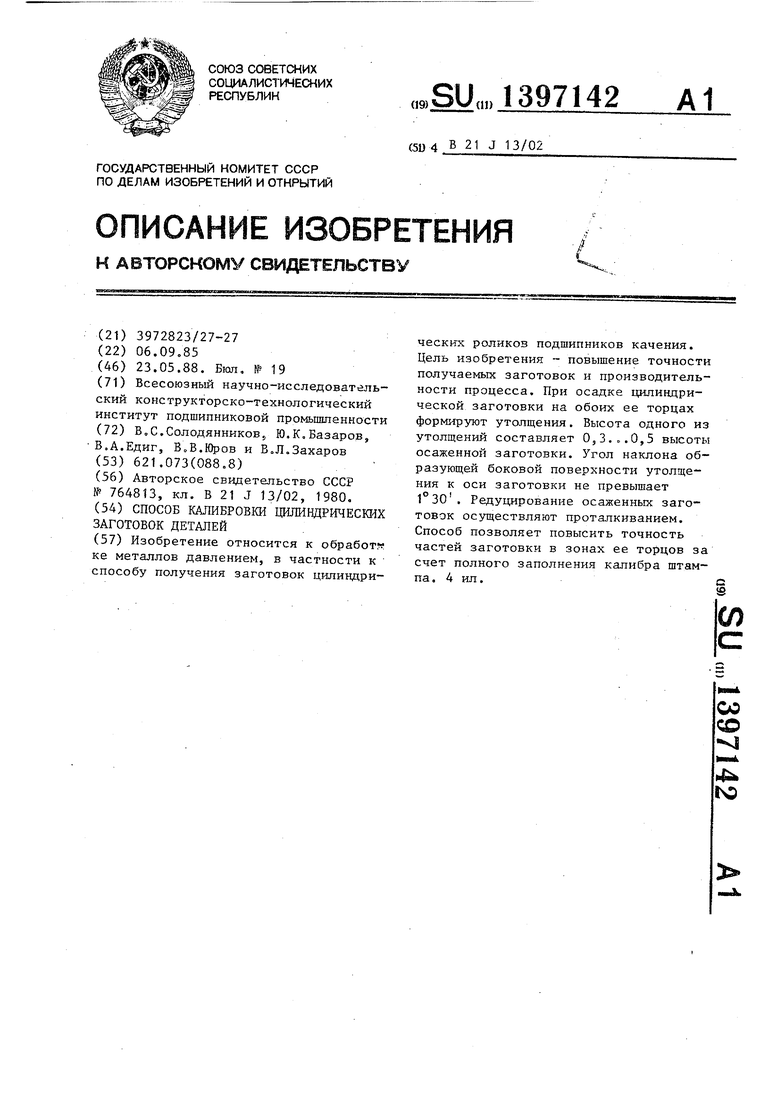
Ф1/г.
.2
Фы.г.5
Редактор А.Шавдор
Составитель В.Бещеков
Техред М.Дидык Корректор А„0бручар
Заказ 2548/9
Тираж 589
ВНИИПИ Государственного комитета СССР
по делам изобретений и -открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
о аt
-«5i
I
Nh
Подписное
| Способ калибровки заготовок цилиндрических изделий | 1978 |
|
SU764813A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
