(46) 30,08.92. Бюл. N 32
(21)3995461/21
(22)27.12.85
(72) В.А.Помазенко, В.М.СавостикоВ, Ю.А.Глушко, В.Л.Пушных, В.П.Кричков и С.М.Сергеев
(53)621.793,7(088.8)
(56)Патент США № 3988955, кл. С 23 С 15/00, 1976.
Заявка ФРГ № 2058921, кл. С 23 С 15/00, 1970.
(54)УСТРОЙСТВО ДЛЯ ИОННО-ПЛАЗМЕИНОЙ ОБРАБОТКИ ПОДЛОЖЕК В ВАКУУМЕ
(57)Изобретение относится к нанесению покрытий в вакууме. Цепь изобретения - повышение надежности за счет исключения пробоев между токоведупими частями, корпусом и арматурой. Вакуумная камера установки содержит несколько кольцеобразно расположенных зон обработки. Каждая зона снабжена двумя автономными источниками ионов со сменными катодами, расположенных во взаимно перпендикулярных плоскостях. Узел подачи электрического потенциала на изделия совмещен с приводом перемещения их из одной зоны в другую и выполнен в виде высоковольтного кабеля, проложенного через полый металлический вал. На изоляторе, размещенном на высоковольтном кабеле, .крепится металлическая плита со сменными кассетами для изделий. Приводы вращения кассет изолированы от плиты опорными изоляторами, что позволяет подавать рабочее напряжение на изделия в процессе их вращательного движения. Конструкция кассеты для изделий цилиндрической формы позволяет реализовать вращение изделий вокруг собственной оси без введения дополнительных шестереночных передач. З ста- новка позволяет реализовать за один вакуумный цикл как Ионную имплантацию изделий, так и нанесение многослойного покрытия при повышении качества обработки всех видимых поверхностей. 1 з.п. ф-лы, 6 ил.
йЖ1 %Ькяга
О
ел
00
О5
Изобретение относится к нанесению покрытий в вакууме, и может быть использовано в устройствах ионно-плаз- менного нанесения покрытий и ионной имплантации металлов и сплавов в ма- пиностроении, приборостроении и радиоэлектронике.
Целью изобретения является noBbtme- ние надежности за счет исключения
пробоев между токоведуп ми частями и корпусом и арматурой.
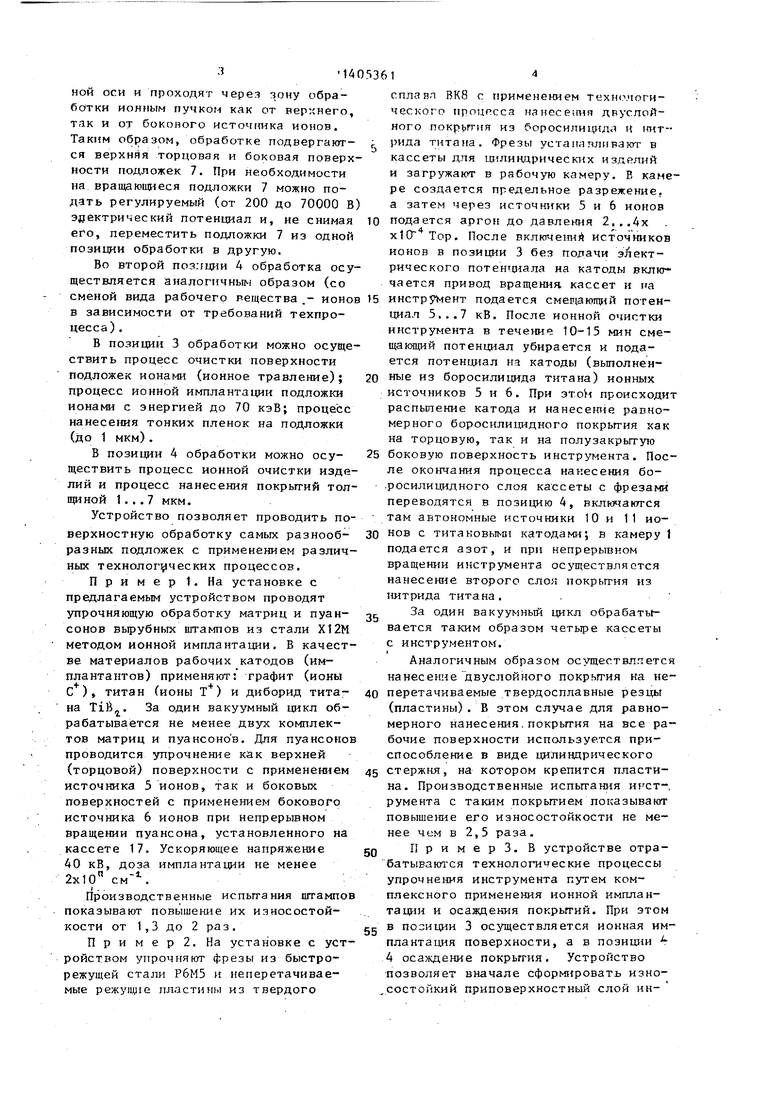
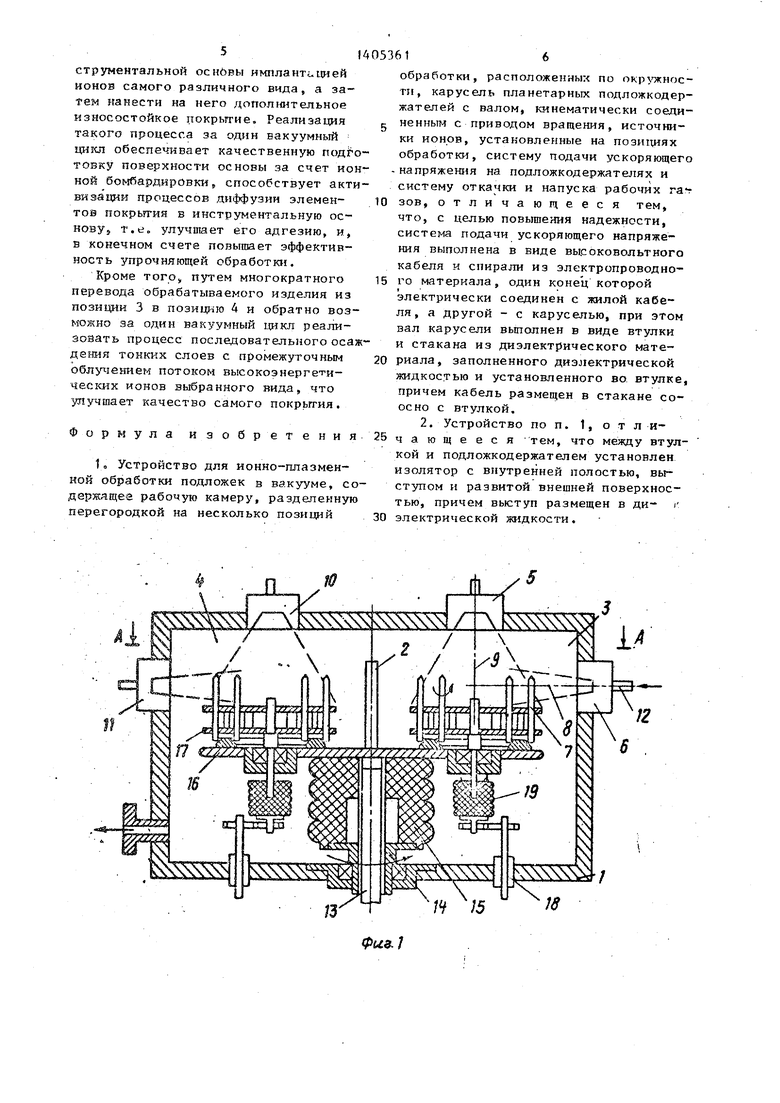
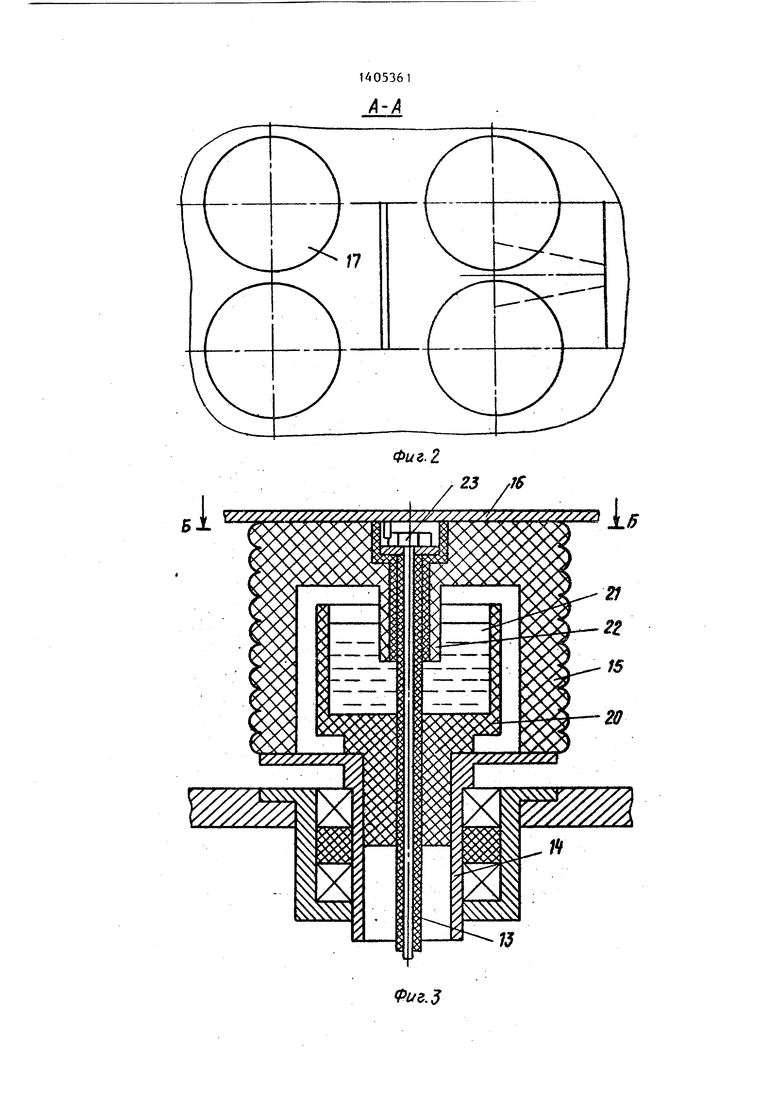
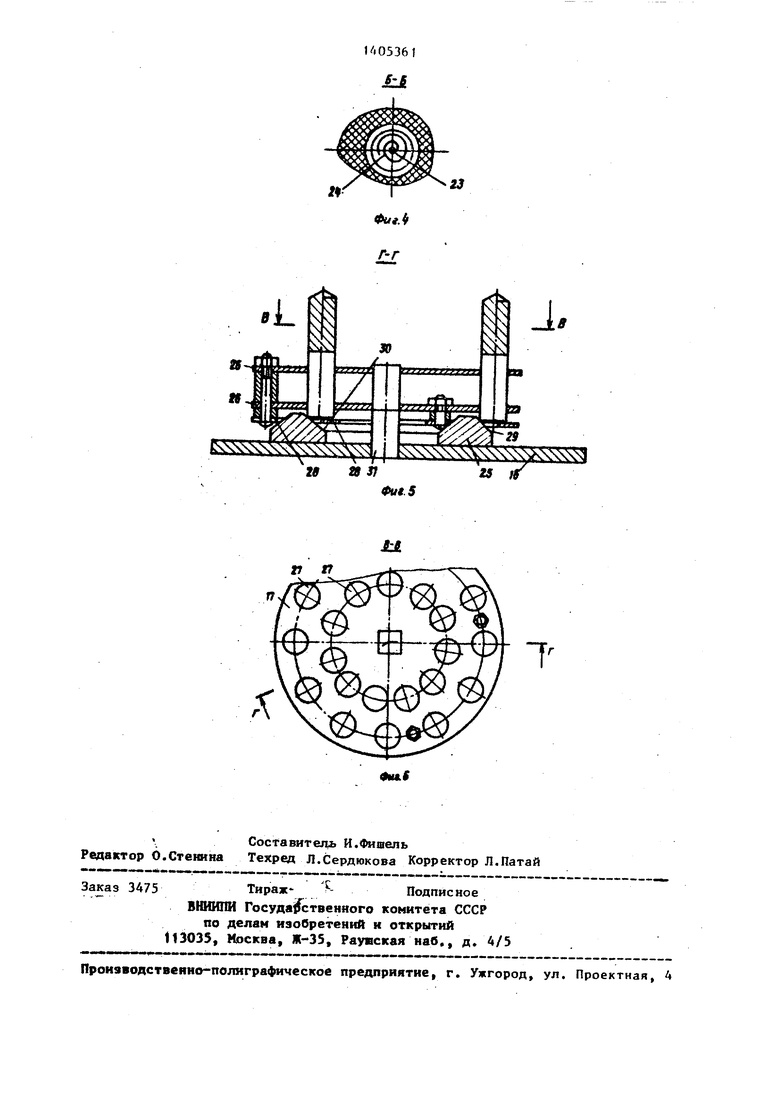
На фиг. 1 приведен общий вид устройства; на фиг, 2 - карусель подлож- кодержателя, вид сверху; на фиг. 3 - система ускоряющего напряжения, разрез иа фиг. i - спираль между каруселью и кабелем; на фиг. 5 - вариант исполнения подложкодержат.еля; на фиг. 6 - подложкодержатель, вид
сверху.
Устройство имеет далиндрическую вакуумную камеру 1, разделенную перегородкой 2 на позиции 3 и 4 обработки, В позиции 3 размещены автономные ИСТОЧНИКИ 5 и 6 ионов на основе разряда в полом катоде. Источник 5 ионов закреплен на верхней плите вакуумной камеры 1 над обрабатываемыми подпожка;«€ 7, источник 6 иоиов за- креплен на боковой стенке камеры, 1 таким.образом, что центральная ось ионного пучка 8 проецируется на боковую поверхность подложек 7 и составляет с центральной осью 9 ионного пучка верхнего источника угол 90 . В позиции 4 обработки размещены аналогичным образом автономные источники 10 и 11 ионов,основанные на дуговом разряде. Рабочие катЪды всех ион- ных источников (распыляемые материалы) являются сменными.
Система 12 напуска газов обеспечивает автономную подачу рабочего газа (инертного или химически активного) к каждому ионному источнику. Высоковольтный кабель 13 проложен через полый вал в виде втулки 14 и изолятор 15, на котором расположена металлическая плита 16 со сменными подлож- кодержатепямя-лассетами 17 (по две в каждой зон обработки). Четыре при- ,водд 18 вращения кассет 17 изолированы от напряжения, подайаемого на подложки 7 опорными изоляторами 19.
Кабель 13 сцентрирован во втулке 14 .карусели диэлектрическим стаканом 20, (им подвижную посадку во втулке 14 и заполненным жидким ди
, ю
|5 20
25 30 5 0
5
0
5
электриком 21 (например трансформаторным маслом) до уровня, обеспечивающего перекрытие внутреннего ци- ливдрического вьютупа 22 изолятора 15. Подвижное электрическое соединение жилы кабеля 23 с плитой 16 обеспечено за счет спирального токопровода 24, концы которого соединены с ними.
Кассета 17 для подложек 7 цилиндрической формы имеет привод 25 вращения ка)сдой подложки 7 вокруг собственной оси. На двух параллельных пластинах 26 кассеты 17 расположены два ряда отверстий 27, под ними расположены два плоских кольца 28. Привод 25 вращения выполнен в виде кольцевого выступа на плите 16 с двумя рабочими рифле ными поверхностями 29 и 30,. составляю1131ми с осью вращения изделий угол 45°. Кассета 17 кинематически соединена с приводом 25 через вал 31.
Устройство работает следующим образом.
Подложка 7 ставится вне рабочей камеры 1 в кассету 17 и упирается частью нижней торцовой поверхности в плоское кольцо 28. Кассета 17 подложками 7 надевается на вал-31 привода 25 вращения кассет, при этом свободная часть торцовой поверхности подложки 7 опирается на рифленую по- верхность кольцевого вьютупа привода 25, плоское кольцо 28 при этом еще опускается на 2...3 мм, высвобождая другую часть нижней торцовой поверхности. Таким образом, подложка 7 опирается только на рифленую поверхность кольцевого выступа. При необходимости обрабатывать изделия нецилиндричес-. кой формы (в том числе крупногабаритные - например, щтампы) можно устанавливать их непосредственно на верхнюю пластину кассеты.
В камере I создается разрежение. Затем через источш1ки ионов подается рабочий газ (инертный или химически активньп1 - в зависимости от требований техпроцесса) до необходимого рабочего давления. После этого производится включение ROHHIJIX источников.
Вращение кассеты 17 в зоне обработки осуществляется через привод 18. Увлекаемые по кругу кассетой 17 подложки 7 за счет сил трения части нижней торцовой поверхности с рифленой поверхностью выступа прихолят но вра- 1дательное движение вокруг собственной оси и проходят через зону обработки ионным пучком как от верхнего, так и от бокового источгшка ионов. Таким образом, обработке подвергают- ся верхняя торцовая и боковая поверхности подложек 7. При необходимости на вращающиеся подложки 7 можно подать регулируемый (от 200 до 70000 В эдектрический потенциал и, не снимая его, переместить подложки 7 из одной позиции обработки в другую.
Во второй позиции 4 обработка осуществляется аналогичным образом (со сменой вида рабочего лещества .- ионо в зависимости от требований техпроцесса).
В позиции 3 обработки можно осуществить процесс очистки поверхности подложек ионами (ионное травление); процесс ионной имплантации подложки ионами с энергией до 70 кэВ; процесс нанесения тонких пленок на подложки (до 1 мкм).
В позиции А обработки можно осу- ществить процесс ионной очистки изделий и процесс нанесения покрьп-ий толщиной 1 ... 7 мкм.
Устройство позволяет проводить поверхностную обработку самых разнооб- разных подложек с применением различных технологических процессов.
Пример 1. На установке с предлагаемым устройством проводят упрочняющую обработку матриц и пуан- соков вырубных штампов из стали Х12М методом ионной имплантации. В качестве материалов рабочих катодов (имплантантов) применяют: графит (ионы С), титан (ионы Т) и диборид тита- на Tifi. За один вакуумный цикл обрабатывается не менее двух комплектов матриц и пуаисоно в. Для пуансонов проводится упрочнение как верхней (торцовой) поверхности с применением источника 5 ионов, так и боковых поверхностей с применением боко.вого источника 6 ионов при непрерывном вращении пуансона, установленного на кассете 17. Ускоряющее напряжение
40 кВ, доза имплантации не менее 2х10 .
Производственные испьп-ания штампов показывают повышение их износостойкости от 1,3 до 2 раз.
При мер 2. На установке с устройством упрочрсяют фрезы из быстрорежущей стали Р6М5 и неперетачиваемые режу1цпе пластины из твердого
спланл ВК8 с применением техн(,чоги- ческого процпсса нзнесения двуслойного покрьггия из боросилнцид 1 и нитрида титана. Фрезы уста па пливагот в кассеты для цилиндрических изделий и загружают в рабочую камеру. В камере создается предельное разрежение, а затем через источники 5 и 6 ионов подается аргон до давления 2,..4х xlO Тор. После включений источников ионов в позиции 3 без подачи эЛект- рического потентщала на катоды вклкг- чается привод вращения кассет и на инстру ент подается смер;аюгпкй потенциал 5...7 кВ. После ионной очистки инструмента в течение 10-15 мин сме- щакяций потенциал убирается и подается потенциал из катоды (выполненные из боросилицида титана) ионных источников 5 и 6. При этоН происходи распыпение катода и нанесеигие равномерного бороснлицидного покрытия как на торцовую, так и на полузакрытую боковую поверхность инстрзт-{ента. После окончания процесса нанесения бо- .росилицидного слоя кассеты с фрезами переводятся в позицию 4, включаются там автономные источники 10 и 11 ионов с титановыми катодами; в камеру 1 подается азот, и при непрерьгоном вращении инструмента осуществляется нанесение второго слоя покрьп ия из нитрида титана..
За один вакуумный цикл обрабать - вается таким образом четыре кассеты с инструментом.
Аналогичным образом осуществляетс нанесение двуслойного покрьггия на неперетачиваемые твердосплавные резцы (пластины). В этом случае для равномерного нанесения, покрьггия на все рабочие поверхности используется приспособление в виде цилиндрического стержня, на котором крепится пластина. Производственные испьп-ания инструмента с таким покрьп-ием показывают повышение его износостойкости не менее чем в 2,5 раза.
ПримерЗ. В устройстве отрабатываются технологические процессы упрочнения инструмента путем комплексного применения ионной имплантации и осаждения покрьп-ий. При этом в позиции 3 осзтцествляется ионная имплантация поверхности, а в позиции 4 осаждение покрьггия. Устройство позволяет вначале сформировать износостойкий приповерхностный слой ин5
струментальной оснбвы имплант -цией ионов самого различного вида, а затем нанести на него дополнительное износостойкое покрытие. Реализация такого процесса за один вакуумный цикл обеспечивает качественную подгтовку поверхности основы за счет ионой бомбардировки5 способствует актвизации процессов диффузии элементов покрытия в инструментальную основу, т.е„ улучшает его адгезию, и, в конечном счете повышает эффективность упрочняющей обработки.
Кроме того, путем многократного перевода обрабатываемого изделия из позиции 3 в позицию 4 и обратно возможно за один вакуумный цикл реали- зоаать процесс последовательного ос
дения тонких слоев с промежуточным облут-гением потоком высокоэнергетических ионов выбранного вида, что улучшает качество самого покрьп-ия.
Формула изобретения25
30
to Устройство для ионно-плазмен- ной обработки подложек в вакууме, содержащее рабочую камеру, разделенную перегородкой на несколько позиций
обработки, расположенных по OKP T CHOC- ти, карусель планетарных подложкодер- жателей с валом, кинематически соединенным с приводом вращения, источники ионов, установленные на пози11;иях обработки, систему подачи ускоряющего напряжения на подложкодержателях и систему откачки и напуска рабочих га-г зов, отличающееся тем, что, с целью повьтения надежности, система подачи ускоряющего напряжения выполнена в виде высоковольтного кабеля и спирали из электропроводного материала, один конец которой электрически соединен с жилой кабеля, а другой - с каруселью, при этом вал карусели вьшолнен в виде втулки и стакана из диэлектрического материала, заполненного диэлектрической жидкостью и установленного во втулке, причем кабель размещен в стакане со- осно с втулкой.
2. Устройство по п. 1,0 т л и- чающееся тем, что между втулкой и подложкодержателем установлен изолятор с внутренней полостью, выступом и развитой внешней поверхностью, причем выступ размещен в ди- ) электрической жидкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ИЗДЕЛИЯ В ВАКУУМЕ | 2014 |
|
RU2572658C2 |
| Загрузочное устройство шиберного типа | 1982 |
|
SU1060851A1 |
| УСТРОЙСТВО ДЛЯ КАТОДНОГО РАСПЫЛЕНИЯ | 1971 |
|
SU290065A1 |
| Вакуумный перегрузчик | 1986 |
|
SU1321980A1 |
| СИСТЕМА ДЛЯ ПРОВЕДЕНИЯ ПРОЦЕССА ХИМИЧЕСКОГО ОСАЖДЕНИЯ ИЗ ПАРОВ ЛЕТУЧИХ ПРЕКУРСОРОВ | 2020 |
|
RU2767915C1 |
| Устройство для нанесения покрытий | 1978 |
|
SU796248A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА ИЗДЕЛИЯ ИЗ МАТЕРИАЛОВ, ИНТЕНСИВНО ОКИСЛЯЮЩИХСЯ В АТМОСФЕРЕ ВОЗДУХА, И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2018 |
|
RU2705834C1 |
| СПОСОБЫ, ИСПОЛЬЗУЮЩИЕ УДАЛЕННУЮ ПЛАЗМУ ДУГОВОГО РАЗРЯДА | 2013 |
|
RU2640505C2 |
| Устройство для нанесения покрытий | 1978 |
|
SU1125291A2 |
| Устройство для асферизации оптических деталей | 1982 |
|
SU1104191A1 |
LA
18
Фие.2
7J
Фиг.З
tt
bSNXN S
te S831
ff ff
29
zT
т
