В известных автоматических вулканизаторах роторного типа для изготовления формовых резино-технических изделий синхронизация прессующей и бункерных частей осуществляется за счет использования механических связей. Кинематика таких вулканизаторов сложна, малоработоспособна, и практическое использование их ограничено вследствие сложности наладки и большой насыщенности разного рода механиз Мами, призванными работать во взаимосвязи.
Автоматический вулканизационный пресс роторного типа согласно изобретению лишен указанных недостатков и отличается от известных прототипов применением штаицевого питателя, агрегированного с синхронно врашаюшимся ротором. Это позволяет использовать вулканизатор в иепрерывном потоке при относительио простом конструктивном оформлении автомата.
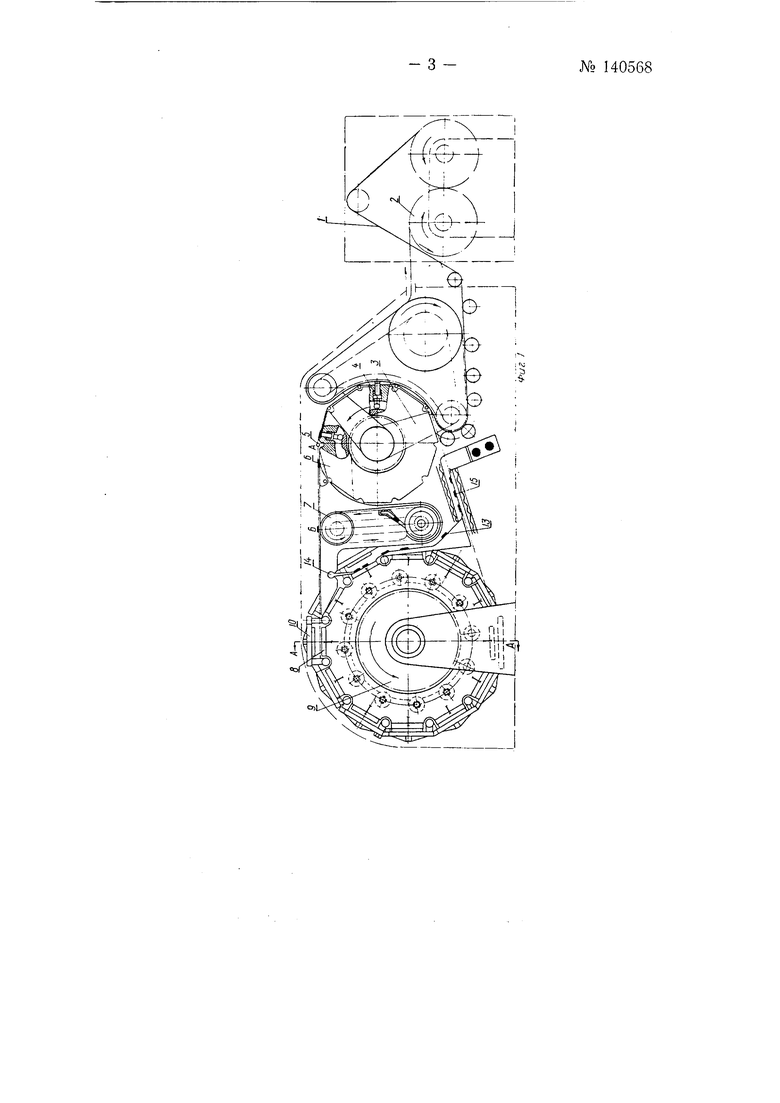
На фиг. 1 изображена принципиальная схема пресс-автомата; на фиг 2 показана одна пресс-точка пресс-ротора в разрезе по линии А-Л на фиг. 1; на фиг. 3 - схе.ма конструкции укладчика арматуры.
Калиброванная лента / (фиг. I), полученная из резиновой смеси на вальцах 2 или другом оборудовании, поступает на штанцевый питатель барабанного типа 3, осуществляющий вырубку заготовок при помощи штанцев 4. Просеченная лента / возвращается на переработку, а заготовки при помощи штанцев 4 и многогнезд.ных кассет транспортерной ленты 5, связанной с цепной передачей, в точке Л подаются на неподвижный стеллаж 6, по которо.му они перемещаются кассетами ленты 5 к точке Б для дублирования заготовок с арматурой.
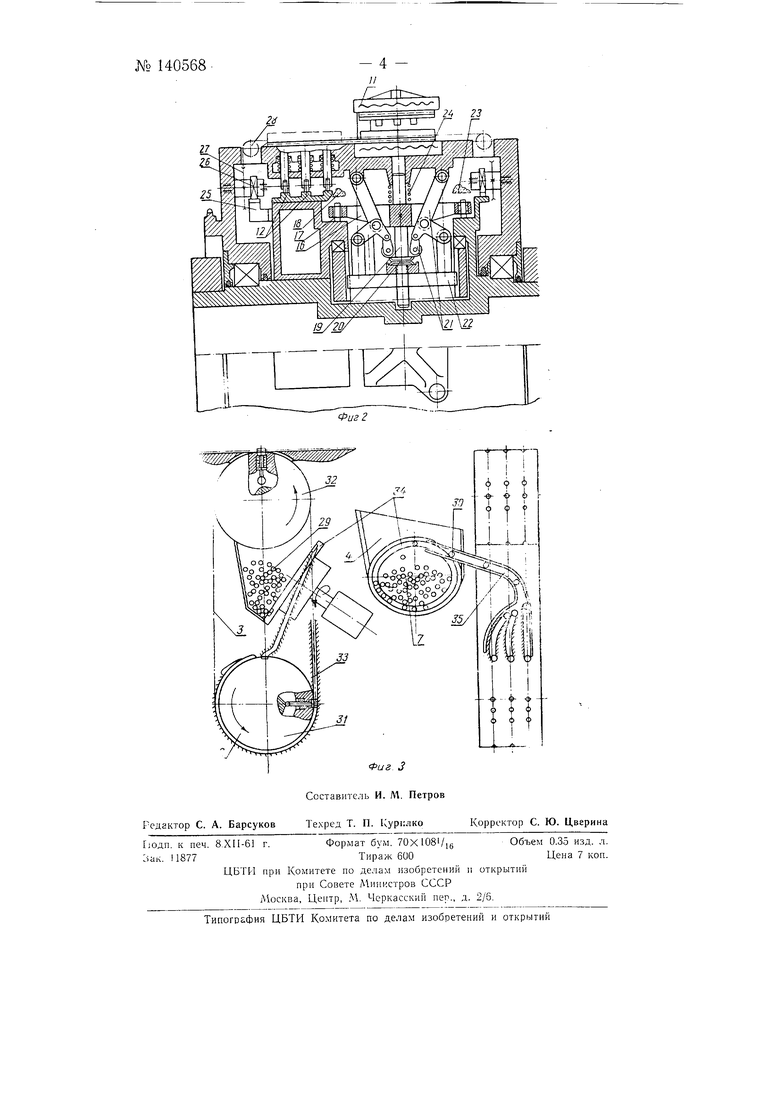
Совмещение металлической арматуры с резиновой заготовкой осуществляется распределительным барабаном 7, после чего совмещенные заготовки при дальнейшем движении кассет направляются на загрузку нижней половины пресс-формы 8 пресс-ротора 9, причем она предварительно выдвигается РОД клссеты ленты 5 при помощи выдвижного механизма, а затем тем же механизмом полается под верхнюю пресс-форму 10. После совмещения пресс-форм, ил еющих электронагревательные плиты 11 (фиг. 2), осуществляют вулканизацию при вращении прессротора примерно на 270°, а затем раз.мыкают их и выдвигают нижнюю
№ 140568- 2 механизма кулачкового действия 12 (фиг. 2) и сбрасываются по направляющей стойке 13 при помощи сбрасывателя 14, после чего готовые изделия поступают па электрообогреваемую пижнюю ветвь трапспортера 75. Довулкапизованные изделия затем поступают в приемник.
Пресс-ротор (фиг. 2) состоит из 12 пресс-точек, в каждой из которых смыкание плит осуществляется при помощи механизма рычажно-кулачкового действия следующим образом.
Коромысло 16, наезжая своими роликами 17 на кулачок 18, тянет за собой вверх щток 19, который через гайку и тарельчатые пружины 20 воздействует па звенный механизм 21, заставляя опускаться вниз опорную плиту 22 и скрепленную с ней верхнюю электронагревательнуо плиту //.
По кончании вулканизации пресс-форма раскрывается, причем размыкание звенного механизма 21 происходит под воздействием кулачков 23, а затем пружины 24. После этого нижняя половина пресс-формы с изделиями выдвигается при помощи механизма выдвижения, состоящего из неподвижного зубчатого сектора 25, зубчатого колеса 26, звездочки 27 для сматывания цепи, и поворотной звездочки 28. Готовые изделия при помощи механизма кулачкового действия 12 выталкиваются лг гнезд пресс-формы.
Укладчик непрерывного действия (фиг. 3) состоит из бункера-пита еля 29. раскладчика 30, барабана 31, барабана 32 и транспортерной ленты 33Диск с электромагнитным кольцом 34, вращаясь от электропривода, захватывает из бункера арматуру и подает ее сверху в строго ориентированном положении с помощью укладчика 35 в гнезда барабана 31. Затем арматура выталкивается из этого барабана в гнезда транспортерной ленты 33, которая несет их к барабану 32 для дублирования их с резиновыми заготовками.
Предмет изобретения
Автоматический вулканизационный пресс роторного типа с механическим приводом, состоящий из станины, вертикального ротора непрерывного вращения с кулачково-рычажной прессующей системой и загрузочного узла, отличающийся тем, что, с целью упрощения конструкции, загрузочный узел выполнен в виде синхронно вращающегося с ротором барабана, несущего вырубные щтанцы и связанного с выдвижными полуформами ротора посредством многогнездных кассет, перемещаемых цепной передачей, синхронизированной с распределительным барабаном, совмещающим предварительно ориентированную металлическую рматуру г резиновой заготовкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для непрерывного изготовления резиновых шприцованных изделий | 1957 |
|
SU111892A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОГОНАЖНЫХ ИЗДЕЛИЙ С ОБЪЕМНЫМ РИСУНКОМ СЛОЖНОЙ КОНФИГУРАЦИИ НА ВУЛКАНИЗАТОРАХ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2000 |
|
RU2169076C1 |
| Установка для сборки крупногабаритных резинотехнических изделий | 1978 |
|
SU739835A1 |
| Способ изготовления формовых резиновых изделий и приспособление для выполнения способа | 1955 |
|
SU106656A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ВУЛКАНИЗАЦИИ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2077424C1 |
| Установка для изготовления бесконечных резинокордных лент | 1989 |
|
SU1666349A1 |
| ПРЕСС ДЛЯ ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1965 |
|
SU176382A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ ВУЛКАНИЗАЦИИ КОЛЬЦЕВЫХ РЕЗИНОВЫХ ЗАГОТОВОК | 1968 |
|
SU220483A1 |
| Ротационный литьевой автомат | 1960 |
|
SU139422A1 |
| ФОРМАТОР-ВУЛКАНИЗАТОР ДЛЯ ИЗГОТОВЛЕНИЯ ОШИПОВАННЫХ ПОКРЫШЕК | 1996 |
|
RU2098280C1 |